数控加工培训计划.docx
《数控加工培训计划.docx》由会员分享,可在线阅读,更多相关《数控加工培训计划.docx(18页珍藏版)》请在冰豆网上搜索。
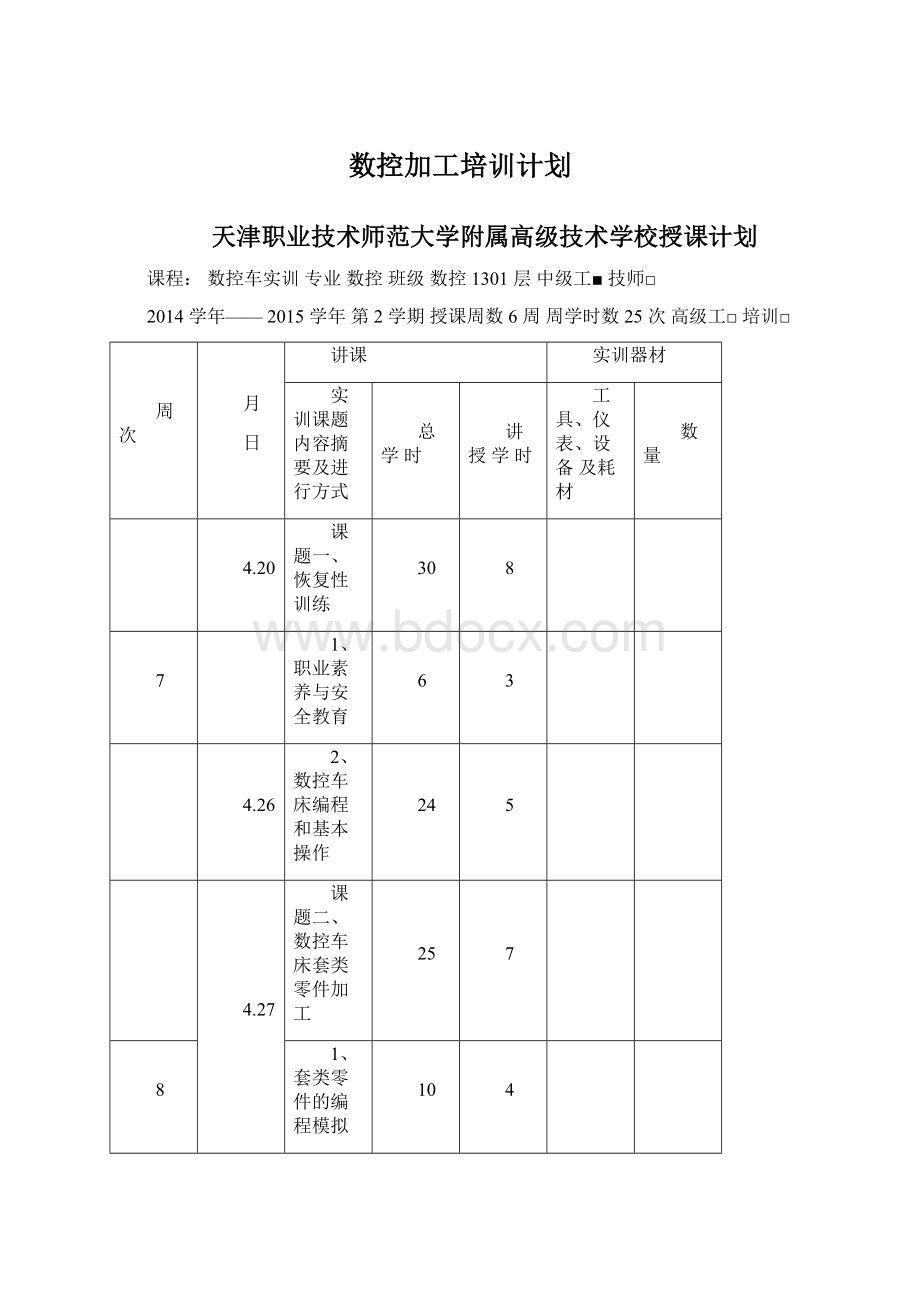
数控加工培训计划
天津职业技术师范大学附属高级技术学校授课计划
课程:
数控车实训专业数控班级数控1301层中级工■技师□
2014学年——2015学年第2学期授课周数6周周学时数25次高级工□培训□
周次
月
日
讲课
实训器材
实训课题内容摘要及进行方式
总学时
讲授学时
工具、仪表、设备及耗材
数量
4.20
课题一、恢复性训练
30
8
7
1、职业素养与安全教育
6
3
4.26
2、数控车床编程和基本操作
24
5
4.27
课题二、数控车床套类零件加工
25
7
8
1、套类零件的编程模拟
10
4
5.3
2、套类零件的车削练习
10
2
3、成果展示与总结评价
5
1
5.4
课题三、数控车床仿形加工
30
8
9
1、内成形面的编程模拟
10
3
FANUC0I
5.10
2、内成形面的车削练习
10
2
数控车床(5台)
3、成果展示与总结评价
5
1
0—25
5.11
课题四、数控车床三角螺纹加工
25
7
千分尺(5把)
10
1、内三角螺纹编程模拟
10
4
25—50
5.17
2、内三角螺纹车削练习
10
2
千分尺(5把)
3、成果展示与总结评价
5
1
螺纹环规(3套)
5.18
课题五、中等复杂零件的加工
25
7
11
1、中等复杂零件的编程模拟
10
4
Φ25×150mm
5.24
2、中等复杂零件的车削练习
10
2
每人9块
3、成果展示与总结评价
5
1
5.25
强化训练与考试
25
6
12
1、强化编程模拟与操作练习
15
5
5.31
2、考试
5
0
3、总结、卫生
5
1
任课教师(签字):
年月日;教研室主任(签字):
年月日
教学管理部门(签字):
年月日
注:
本计划应在新学期第一周送教研室主任审查批准。
本计划一式三份,一份由任课教师留存,一份存教研室,一份送教务科留查。
课题一、恢复性训练
目的为熟悉机床;恢复掌握数控车床的基本操作与编程方法;熟练掌握程序录入、对刀步骤、输入刀补和磨耗的方法以及自动加工步骤和注意事项,并为下一课题镗孔制做塞规。
零件图
1.工艺分析:
(1)材料为?
30mm×500mm圆棒料每人一根,选择CAK6150—FANUCoi-mate的数控车床,选择刀尖角85°外圆偏刀和切断刀(刀宽4~5mm);
(2)加工步骤:
由于精度较高所以要求粗车、半精车、精车各外圆是;手动切断完成零件的加工。
(3)准备量具:
卡尺(0~150mm)、千分尺(0~25mm)
2.编辑程序:
O0001;以工件右端面与中心线相交的点为编程零点(T1为90°外圆偏刀)。
1
1)检查并按顺序打开机床;
警;
T2安装切断刀,保证工作角度正确,
2)安装工件保证加工长度,防止滑板超程报
3)安装刀具,T1安装90°外圆车刀,刀头伸出长度适当,刀尖对准工件旋转中心;
(4)正确对刀,注意要在回零操作后进行;(5)录入程序后需图形模拟或试运行进行检查;
(6)输入刀补后(车外圆时刀补一般为正值)进行自动加工,注意检查各坐标系数值是否一至,否则操作回零。
(7)程序运行完成,停车后进行测量,将差值(理论值-实测值)输入对应磨耗(车外圆时一般为负值),重新运行精加工程序。
(8)工件测量合格后进行手动切断工件。
(9)工作完成后卸下工件、刀具并放好,清扫机床及做好工位卫生。
(10)填写机床运行状况表,如有问题及时向老师报告。
课题二、数控车床套类零件加工
目的是掌握套类零件加工工艺过程;掌握内孔车刀的安装和对刀方法;掌
握内孔加工程序的编制方法;正确计算内孔加工时的补偿值。
零件图
1.工艺分析:
(1)材料来源为上一课题?
30mm圆棒料,选择CAK6150-FANUCoi-mate数控车床,选择刀尖角85°外圆偏刀、主偏角大于90°的镗孔刀(?
16孔)和切断刀(刀宽4~5mm);
(2)加工步骤:
粗车、精车各外圆、端面、倒角;手动钻?
16孔,深20mm;
粗车、精车?
18孔并倒角;手动切断完成零件的加工;调头装夹找正后手动平端面并倒内角。
(3)准备量具:
卡尺(0~150mm)、千分尺(0~25mm)、17~35mm内孔表一套、自制塞规一套。
2.编辑程序:
O0001;外圆廓加工,建议使用G90指令编程(略)。
O0002;以工件右端面与中心线相交的点为编程零点(T1为刀尖角55°的
外圆偏刀;T2为切断刀;T3为镗孔刀)。
N1G21G40G99;
G00Z100;
G00M03S400T0303F0.2;
X100;
Z2;
N2G21G40G99;
X16;
G00M03S600T0303F0.1;
G71U0.5R0.5;
Z2;
G71P10Q20U-0.2W0;
X16;
N10G00X20;
G70P10Q20;
G01Z0;
G00Z100
X18C1;
X100
Z-16;
M30;
N20X16;
3.操作步骤与注意事项:
(1)检查并按顺序打开机床;
(2)安装工件保证加工长度,防止滑板超程报警;
(3)安装刀具,T1安装刀尖角85°的外圆偏刀,T2安装切断刀,T3安装镗孔刀,保证工作角度正确,刀头伸出长度适当,刀尖对准工件旋转中心,镗也刀可略高于中心;
(4)正确对刀,注意要在回零操作后进行;(示范或演示镗孔刀的对刀过程)
(5)录入程序后需图形模拟或试运行进行检查;
(6)输入刀补后(镗孔时刀补一般为负值)进行自动加工,注意检查各坐标系数值是否一至,否则操作回零。
(7)程序运行完成,停车后进行测量,将差值(理论值-实测值)输入磨耗(镗孔时一般为正值),重新运行精加工程序。
(8)工件测量合格后进行手动切断工件。
(9)工作完成后卸下工件、刀具并放好,清扫机床及做好工位卫生。
(10)填写机床运行状况表,如有问题及时向老师报告。
课题三、数控车床仿形加工
目的是掌握成形面零件加工工艺过程;掌握成形面加工时刀具的选择及刀尖圆弧半径的补偿方法;成形刀具的安装和对刀方法;掌握成形面零件的加工程序的编制方法;掌握圆弧接连的节点和最大切削余量的计算方法。
(1)材料来源为上一课题?
30mm圆棒料,选择CAK6150-FANUCoi-mate数控车床,选择刀尖角55°外圆偏刀、切断刀(刀宽4~5mm);
(2)加工步骤:
粗车、精车各外轮廓;手动切断完成零件的加工;调头装夹找正后手动平端面并倒内角。
(3)准备量具:
卡尺(0~150mm)、千分尺(25~50mm)、样规一副。
2.编辑程序:
O0003;以工件右端面与中心线相交的点为编程零点(T1为刀尖角55°的
外圆偏刀;T2为切断刀;)。
N20Z-50;
G00X100Z100;
N2G21G40G99;
G00M03S600T0101F0.1;
Z2;
G42X32;
G70P10Q20;
G40G00X100Z100;
M30;
N1G21G40G99;;
G00M03S400T0101F0.2;
Z2;
X32;
G73U15R10;
G73P10Q20U0.2W0;
N10G00X0;
G01Z0;
G03X16Z16R10;
G02X28Z-27.7;
3.操作步骤与注意事项:
(1)检查并按顺序打开机床;
2)安装工件保证加工长度,防止滑板超程报警;
3)安装刀具,T1安装刀尖角55°的外圆偏刀,T2安装切断刀,保证工作角度正确,刀头伸出长度适当,刀尖对准工件旋转中心,镗也刀可略高于中心;
(4)回零对刀。
(正确输入刀尖位置号和刀尖圆弧半径值)。
(5)录入程序后需图形模拟或试运行进行检查;
(6)自动加工前先预输入刀补(外轮廓加工时为正值),注意检查各坐标系数值是否一至,否则重新回零。
(7)程序运行完成,停车后进行测量,将差值(理论值-实测值)输入磨耗(外轮廓加工时为负值),再次运行精加工程序。
(8)工件测量合格后进行手动切断工件。
9)工作完成后卸下工件、刀具并放好,清扫机床及做好工位卫生
10)填写机床运行状况表,如有问题及时向老师报告。
零件图2
1.工艺分析:
(1)材料来源为上一课题?
30mm圆棒料,选择CAK6150-FANUCoi-mate数控车床,选择刀尖角55°外圆偏刀、切断刀(刀宽4~5mm);
(2)加工步骤:
粗车、精车各外轮廓;手动切断完成零件的加工;调头装夹找正后手动平端面并倒内角。
(3)准备量具:
卡尺(0~150mm)、千分尺(25~50mm)、样规一副。
2.编辑程序:
O0003;以工件右端面与中心线相交的点为编程零点(T1为刀尖角55°的外圆偏刀;T2为切断刀;)。
N1G21G40G99;;
Z2;
X32;
G00M03S400T0101F0.2;
N2G21G40G99;
G40G00X100Z100;
M30;
N20Z-50;
G00X100Z100;
3.操作步骤与注意事项:
(1)检查并按顺序打开机床;
(2)安装工件保证加工长度,防止滑板超程报警;
(3)安装刀具,T1安装刀尖角55°的外圆偏刀,T2安装切断刀,保证工作角度正确,刀头伸出长度适当,刀尖对准工件旋转中心,镗也刀可略高于中心;
(4)回零对刀。
(正确输入刀尖位置号和刀尖圆弧半径值)。
(5)录入程序后需图形模拟或试运行进行检查;
(6)自动加工前先预输入刀补(外轮廓加工时为正值),注意检查各坐标系数值是否一至,否则重新回零。
(7)程序运行完成,停车后进行测量,将差值(理论值-实测值)输入磨耗(外轮廓加工时为负值),再次运行精加工程序。
(8)工件测量合格后进行手动切断工件。
(9)工作完成后卸下工件、刀具并放好,清扫机床及做好工位卫生。
(10)填写机床运行状况表,如有问题及时向老师报告。
课题四、数控车床三角螺纹加工
练习图5:
练习图6:
课题五、中等复杂零件的加工
练习图7:
X30;
Z-25;
G94X12W0;
W(5-刀宽);
G00X150Z150M05;
N4G00G99M03S200T0303;
X30;
Z-3;
G92X15.5Z-21F2;
X15;
X14.7;
X14.3;
X14;
X13.7;
X13.5;
X13.4;
X13.4;
G00X150Z150;
M30;
O0001;
N1G00G99M03S400T0101F0.2;
Z2;
X30;
G71U1R0.5;
G71P10Q20U0.2W0.1;
N10G00X0;
G01Z0;
G03X10Z-5R5;
G01Z-10;
X12;
X15.8Z-12;
Z-25;
X20Z-31;
Z-36;
G02X24Z-38R2;
G01Z-43;
N20X26;
G00X150Z150M05;
N2G00G99M03S600T0101F0.1;
Z2;
X30;
G70P10Q20;
G00X150Z150M05;
N3G00G99M03S400T0202F0.05;
O0002
N1GooG99M03S400T0101F0.2;
Z2;
X30;
G71U1R0.5;
G71P10Q20U0.2W0.1;
N10GOOX0;
G01Z0;
X7;
G03X11Z-2R2;
G01Z-10;
X12;
X16Z-12;
Z-31;
G02X24Z35R4;
Z-40;
N20G00X30;
G00X150Z150M05;
N2G00G99M03S600T0101F0.1;
Z2;
X30;
G70P10Q20;
G00X150Z150M05;
N3G00G99M03S400T0202F0.05;X30;
Z-25;
G94X12W0;
G94W(5-刀宽);
G00X150Z150M05;
N4G00G99M03S200T0303;
X30;
Z-3;
G92X15.5Z-21F2;
X15;
X14.6;
X14.2;
X13.9;
X13.7;
X13.5;
X13.4;
X13.4;
G00X150Z150;
M30;
O0003;
N1G00G99M03S400T0101F0.2;
Z2;
X30;
G71U1R0.5;
G71P10Q20U0.2W0.1;
N10G00X0;
G01Z0;
X4;
G03X8Z-2R2;
G01Z-7;
G02X12Z-9R2;
G01Z-14;
X13;
X15.8Z-15.5;
Z-31;
X16;
X18Z-32;
Z-36;
X19;
G03X24Z-38.5R2.5;
Z-45;
N20X30;
G00X150Z150M05;
N2G00G99M03S600T0101F0.1;
Z2;
X30;
G00X150Z150M05;
N3G00G99M03S400T0202F0.05;
X30;
Z-31;
G94X12W0;
G94W(5-刀宽);
G00X150Z150M05;
N4G00G99M03S400T0303;
Z-8;
X30;
G76P000000Q50R0;
G76P1300Q300R0X13.4Z-28.5F2;
G00X150Z150;
M30;
G70P10Q20;
O0001;
T0101M03S400F0.2;(30度外圆偏刀,粗车)
G00X58.Z2.;
G71U2.R0.5;
G71P10Q20U0.3;
N10G00X0;
G01Z0;
X26.;
X30.Z-16.;
Z-20.;
X30.;
X34.Z-22.;
Z-32.;
G02Z-42.R10.;
G01Z-54.;
G02X40.Z-57.R3.;
G01X50.;
G03X56.Z-60.R3.
M0;
N2;
T0202M03S400F0.1;(外圆切4X2的槽)
G00X58.Z2.;
Z-20.
G94X26;(切槽刀,刀宽4mm)
G00X150.Z150.;
N3;
T0202M03S400F0.1;(车M30X1.5外锥螺纹)
G00X34.Z3.;
G92X30.Z-17.R-2.5F1.5;(外螺纹刀,刀尖角60度)
X29.5;
X29.2;
X29.;
X28.8;
X28.3;
G00X150.Z150.;
M30;
G01Z-67;X28.6;
N20X58.;X28.4
G00X150.Z150.;
T0101M03S600F0.1;(30度外圆偏刀,
精车)
G00X58.Z2.;
G71P10Q20;
1•棚畑«mt0.5x45\
2•未注竝尺寸發IT12.ywj(/
«R
f#l(«ff)
1:
1
8C4J
 升级会员
升级会员 