项目 九螺母的车削.docx
《项目 九螺母的车削.docx》由会员分享,可在线阅读,更多相关《项目 九螺母的车削.docx(13页珍藏版)》请在冰豆网上搜索。
项目九螺母的车削
项目九螺母的车削
一、教学目标
掌握普通内螺纹的参数及其计算;能合理选择普通内螺纹切削用量。
具备正确安装滚花刀和滚花的能力;具备正确刃磨普通内螺纹车刀及装夹普通内螺纹车刀的能力;具备车普通内螺纹和检测普通内螺纹的能力;养成规范操作的行为习惯,树立节能、节材、环保意识。
二、课时分配
本项目共4个任务,安排8课时。
三、教学重点
螺纹的参数及其计算;普通内螺纹切削用量。
安装滚花刀和滚花的能力;具备正确刃磨普通内螺纹车刀及装夹普通内螺纹车刀;车普通内螺纹和检测普通内螺纹。
四、教学难点
螺纹的参数及其计算;普通内螺纹切削用量。
安装滚花刀和滚花的能力;具备正确刃磨普通内螺纹车刀及装夹普通内螺纹车刀;车普通内螺纹和检测普通内螺纹。
五、教学内容
滚花是在车床上用滚花刀对零件(如工具手柄)表面滚压而成。
普通内螺纹是用普通内螺纹车刀在内孔表面车削而成。
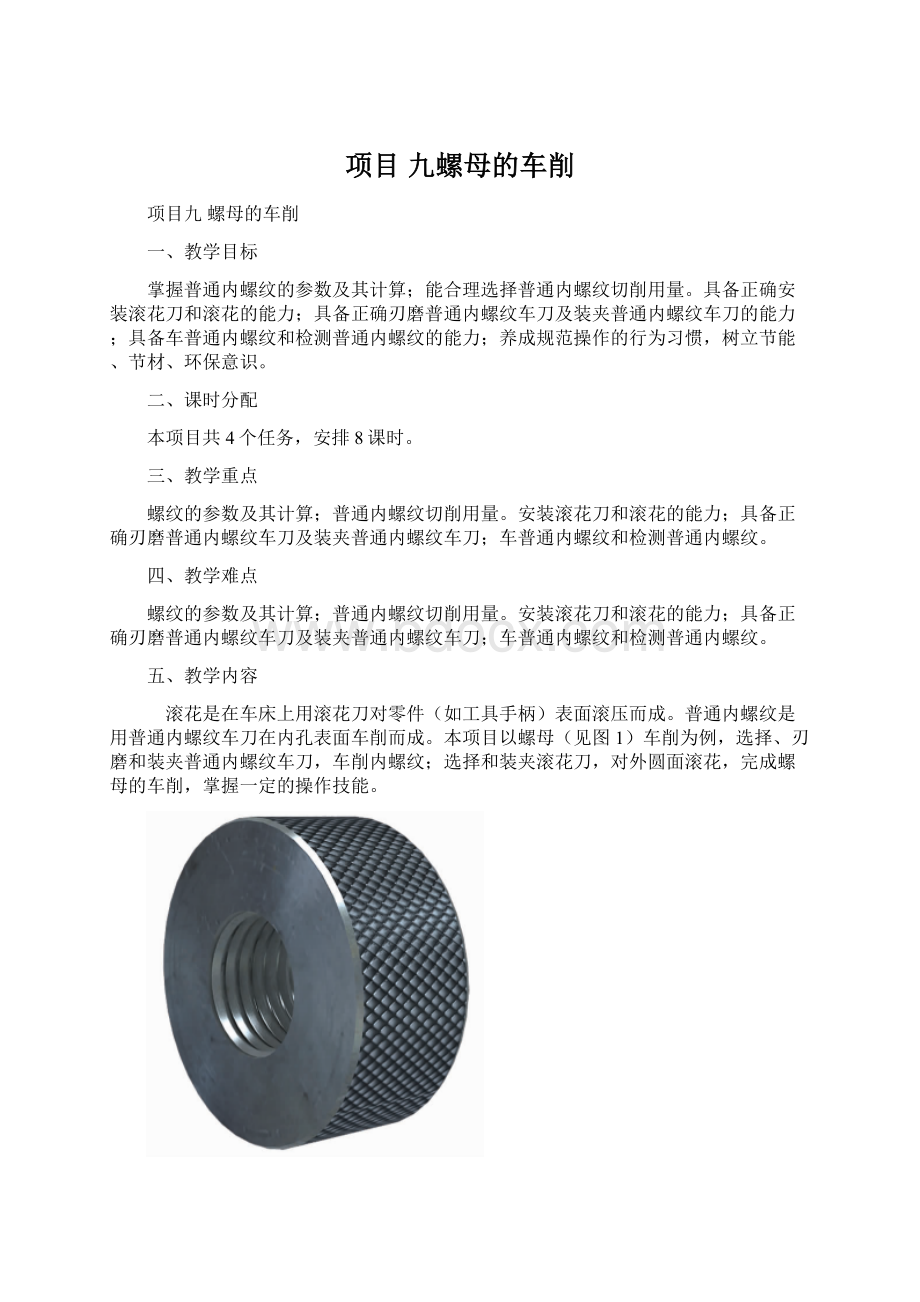
本项目以螺母(见图1)车削为例,选择、刃磨和装夹普通内螺纹车刀,车削内螺纹;选择和装夹滚花刀,对外圆面滚花,完成螺母的车削,掌握一定的操作技能。
图1螺母
掌握普通内螺纹的参数及其计算;能合理选择普通内螺纹切削用量。
具备正确安装滚花刀和滚花的能力;具备正确刃磨普通内螺纹车刀及装夹普通内螺纹车刀的能力;具备车普通内螺纹和检测普通内螺纹的能力;养成规范操作的行为习惯,树立节能、节材、环保意识。
任务一滚花及滚花刀
1.滚花
有些工具和机床零件的捏手部分,为了增加摩擦力和使零件表面美观,常用滚花刀在零件表面上滚出不同的花纹。
滚花的花纹一般有直花纹和网花纹两种,如图。
花纹有粗细之分,用模数m表示,模数越大,花纹越粗。
滚花花纹的粗细应根据工件滚花表面的直径大小选择,直径大选用大模数花纹,直径小则选用小模数花纹。
滚花的规定标记示例
1)模数m=0.2mm的直纹滚花,其规定标记为直纹m0.2GB/T6403.3—1986
2)网纹m=0.5mm的网纹滚花,其规定标记为网纹m0.5GB/T6403.3—1986
2.滚花刀
滚花刀分为单轮,见图(a),双轮,见图(b)和六轮三种。
单轮滚花刀用于滚压直花纹,双轮滚花刀和六轮滚花刀用于滚压网纹。
双轮滚花刀是由一个左旋和一个右旋滚轮组成。
六轮滚花刀由三对左右旋滚轮组成,安装在同一个特制的刀杆上,以节距大小不同分粗、中、细三种,供操作者选用。
任务二普通内螺纹车刀
1.普通内螺纹车刀
高速钢普通内螺纹车刀的几何形状如图,硬质合金普通内螺纹车刀的几何形状如图所示。
内螺纹车刀除了其刀刃几何形状应具有外螺纹车刀的几何形状特点外,还有内孔车刀的特点。
2.普通内螺纹车刀的选择
车削普通内螺纹时,应根据车削方法和工件材料及形状来选择车刀。
低速切削用高速钢车刀,高速车削用硬质合金车刀。
车削通孔内螺纹选用通孔内螺纹车刀,如图a)、b)所示,车削台阶孔或不通孔内螺纹用不通孔内螺纹车刀,如图c)、d)所示。
一般内螺纹车刀的刀头径向尺寸应比孔径小3~5mm,否则退刀时要碰伤牙顶,甚至不能车削。
刀杆的大小在保证排屑的前提下,要粗壮些。
任务三螺纹塞规
螺纹塞规如图,用于对普通内螺纹进行综合检测。
螺纹塞规有通端和止端,检测时,若通端能旋入通过被检测的内螺纹而止端不能旋入,则内螺纹合格。
螺母零件图如图
一、读零件图
1.零件结构
螺母材料为45钢。
该螺母内表面车出普通内螺纹,外圆面上进行滚花,外圆面两端、内孔两端均倒角。
2.技术要求
(1)尺寸及其精度要求:
1)螺母外圆直径为φ38mm,外圆表面上滚花网纹模数为m=0.4mm。
2)螺母厚度15mm。
3)螺纹标注M20×1.5-6H,该螺纹为右旋细牙普通内螺纹,其大径D=20mm,螺距是1.5mm,中径和小径的公差带代号均为6H。
查附录D或计算得:
中径D2=D-0.6495P=20-0.6495×1.5=19.026mm,
小径D1=D-1.0825P=20-1.0825×1.5=18.376mm,
查附录E、F知:
小径公差值为0.3mm,中径公差值为0.19mm,中径和小径的基本偏差均为下偏差,数值是0,所以中径为
,加工的中径尺寸的合格范围是19.026~19.216mm,小径为
,小径尺寸合格的范围是18.376~18.676mm。
(2)保证表面质量要求:
该零件完工后所有表面的表面粗糙度值均为Ra6.3μm。
(3)保证其他技术要求:
外圆两端面倒角为C1,内孔两端倒角为C2。
二、工艺分析
螺母车削,用卡盘装夹平端面之后,应先进行外圆表面车削、用滚花刀滚出网纹,端面倒角,然后进行内螺纹加工前的钻孔,切断后调头找正装夹,进行车内孔、车内螺纹等。
加工中应注意:
外圆面滚花时由于滚花刀的挤压作用,会使滚花后的直径变大,所以滚花前应将38外圆直径车小。
同样,车普通内螺纹时因刀具的挤压作用,螺纹小径会缩小,所以车内螺纹之前的孔径应增大。
工艺路线为:
三爪卡盘装夹→粗、精车端面→粗、精车φ38mm外圆→38mm外圆滚花→外圆端面倒角→钻φ16mm孔→切断→调头装夹→车端面→车内孔→端面内、外倒角→车内螺纹→另一端内孔倒角。
三、工装准备
选用CA6140型卧式车床加工,螺母车削工具、刃具、量具准备清单见表。
在螺母车削工装准备中,需练习刃磨普通内螺纹车刀。
普通内螺纹车刀的刃磨
普通内螺纹车刀的刃磨方法与普通外螺纹车刀的刃磨方法基本相同。
刃磨刀尖角时,要特别注意其角分线必须与刀杆垂直,否则车削时会出现刀杆碰伤工件孔壁的现象。
刃磨普通内螺纹车刀先粗磨后精磨,其步骤如下:
粗磨:
1)磨背向进给方向后面,见图9(a)。
2)磨进给方向后面,见图9(b)。
3)磨前面,见图9(c)。
用普通螺纹样板检查刀尖角,见图9(d)。
4)磨双重后角,避免与孔壁相碰,见图9(e)。
精磨:
1)磨前面:
磨出正确的前角。
2)磨左右后面:
磨出正确的角度。
3)磨刀尖:
磨出正确的刀尖角。
任务四螺母车削
按照拟定的工艺路线对螺母进行车削。
步骤1三爪卡盘装夹工件
用三爪卡盘装夹毛坯,放出长度25mm。
装夹45°车刀、90°车刀、4mm切断刀。
步骤2粗、精车端面
分两次进给ap1=0.7mm,ap2=0.3mm,车平端面。
步骤3粗、精车φ38mm外圆
(1)粗车φ38mm外圆,直径车至
,长度至20mm。
(2)精车φ38mm外圆
滚花前外圆应车小,直径减少的量可按下式计算:
△=(0.8~1.6)mm=(0.8~1.6)×0.4mm=0.32~0.64mm,取△=0.5mm,所以将38mm外圆车至φ37.5mm,长度至20mm。
步骤4外圆滚花
(1)安装滚花刀
1)将滚花刀装夹在刀架上,使滚花刀的装刀中心与工件的回转中心等高,见图。
2)对滚花表面要求一般的工件,滚花刀的滚轮表面相对于工件表面向左倾斜3°~5°,以便于切入且不易产生乱纹,安装见图。
(2)滚花
1)调整主轴转速和纵向进给量,取n=20r/min,f=0.41mm/r。
2)主轴正转,开始滚压时,为了减小径向压力,可用滚花刀宽度的1/2~1/3与工件接触进行滚压,使滚花刀容易压入工件表面,如图12所示。
同时在开始滚压时,要使用较大的压力进刀,在工件外圆表面刻出较深的花纹,否则易产生乱纹。
3)滚压时应充分浇注切削油以润滑和冷却滚轮,并经常清除滚压产生的碎屑。
4)向左纵向机动进给,滚花长度至16mm,然后向右机动进给,反复滚压1~3次,直至花纹达到要求为止
操作提示
◆滚花前,应根据工件材料、性质和网纹的模数m,将工件滚花表面车小0.8~1.6m。
◆滚花时应选较低的切削速度,一般为3~5mm/min,纵向进给量可选得大一些,一般为0.3~0.6mm/r。
◆滚花时的径向压力较大,工件装夹必须牢靠,要求所用车床的刚度较高。
步骤5端面倒角C1
步骤6钻孔
用16mm麻花钻钻孔,钻进深度19mm,取n=450r/min。
步骤7切断
用切断刀切断工件,长度16mm。
步骤8调头装夹
调头装夹滚花表面,找正夹紧。
步骤9车端面
平整端面,保证长度15mm,外圆倒角C1。
步骤10车通孔
装夹90°内孔车刀,分两次进给,将内孔车至尺寸
。
步骤11端面内外倒角
内孔倒角C1,外圆倒角C1。
步骤12车内螺纹
并严格按样板找正刀尖角。
刀装好后还应摇动床鞍,使车刀在孔内纵向移动至螺纹终点,检查刀柄是否与内孔相碰,如图。
(2)车床调整,根据进给箱铭牌由P=1.5mm,变换各手轮、手柄的位置以及挂轮的调整。
(3)确定背吃刀量和主轴转速
该螺纹牙型高度h1=0.5413P=0.5413×1.5=0.81195≈0.812mm,即该螺纹加工的背吃刀量(吃刀深度)为0.812mm,同样车内螺纹需分几次进给完成,每次的背吃刀量用中滑板刻度盘控制,采用直进法(横向直接进刀)分6次进给车削该螺纹,分别按5(0.25mm)、4(0.20mm)、3(0.15mm)、2(0.10mm)、1(0.05mm)、1(0.05mm)格进刀。
(4)车通孔普通内螺纹。
车削通孔普通内螺纹的方法和车削普通外螺纹的方法基本相同,车内螺纹时的进刀和退刀方向与车外螺纹恰好相反。
1)把螺纹车刀摇至工件端面外,开动车床使车刀刀尖与工件内孔表面轻轻接触,然后移动床鞍使车刀退至工件端面外20~30mm处,停车把中滑板刻度盘刻度调至零位。
2)将主轴转速调至200r/min。
第一刀:
中滑板逆时针摇过5格(0.25mm),按下开合螺母手柄,使开合螺母与丝杠啮合到位。
开动车床使车刀在内孔表面车出一条浅螺旋线,当内螺纹车刀通过内孔时横向快速少量退刀,同时开倒车使螺纹车刀退至起点处停车。
摇动中滑板手柄回到第一次进刀的位置,作为下一次进刀的起点。
第二刀:
中滑板逆时针摇过4格(0.20mm),倒顺车法重复车内螺纹的操作。
第三刀:
中滑板逆时针摇过3格(0.15mm)……
第四刀:
中滑板逆时针摇过2格(0.10mm)……
第五刀:
中滑板逆时针摇过1格(0.05mm)……
第六刀:
中滑板逆时针摇过1格(0.05mm)……
(5)检测。
用螺纹塞规检测内螺纹,若通端能旋入通过,而止端不能旋入,则内螺纹合格。
步骤13车另一端内孔倒角C2
装夹45°内孔车刀,使刀杆与内孔轴线平行,刀尖与水平直径等高,车另一端内孔倒角C2。
加工完毕,卸下工件,终检,车床手柄归位。
将项目三、项目六和本项目的零件装配到一起,检查是否符合图15的要求。
你可以试着再重新加工一套。
螺母车削成绩评定见表
通过对螺母进行车削,获得了滚花技能、车削普通内螺纹技能和刃磨普通内螺纹车刀技能。
滚花的花纹有直纹和网纹两种,应根据图纸上网纹要求选择滚花刀,滚花时车床主轴转速要低,进给量较大,滚花前应将滚花表面车小0.8~1.6m,滚压时应充分浇注切削液以润滑和冷却滚轮,并经常清除滚压产生的碎屑。
高速车削普通内螺纹应选择硬质合金车刀,低速车削时应选择高速钢车刀,普通内螺纹车刀在刃磨时要保证刀尖角60°和刀尖角的平分线与刀杆垂直;内螺纹车刀在安装时,其刀尖应与主轴回转中心等高或稍高于回转中心,用样板对刀。
车普通内螺纹与车普通外螺纹的方法相同,为避免乱牙,采用开倒顺车的方法车削。
螺母加工中,在切断后调头装夹时,应注意找正后再夹紧,以保证端面与内螺纹轴线的垂直度。
内螺纹可选用螺纹塞规进行综合检测。
六、课后作业
1.如何装夹滚花刀?
2.如何装夹内螺纹车刀?
3.滚花前,为什么外圆表面要车小?
4.内螺纹车削前,为什么将内孔车大?
5.车削内螺纹与车削外螺纹有何区别?
 升级会员
升级会员 