电火花机床教学.docx
《电火花机床教学.docx》由会员分享,可在线阅读,更多相关《电火花机床教学.docx(10页珍藏版)》请在冰豆网上搜索。
电火花机床教学
电火花加工机床工作原理及必备条件
一、工作原理
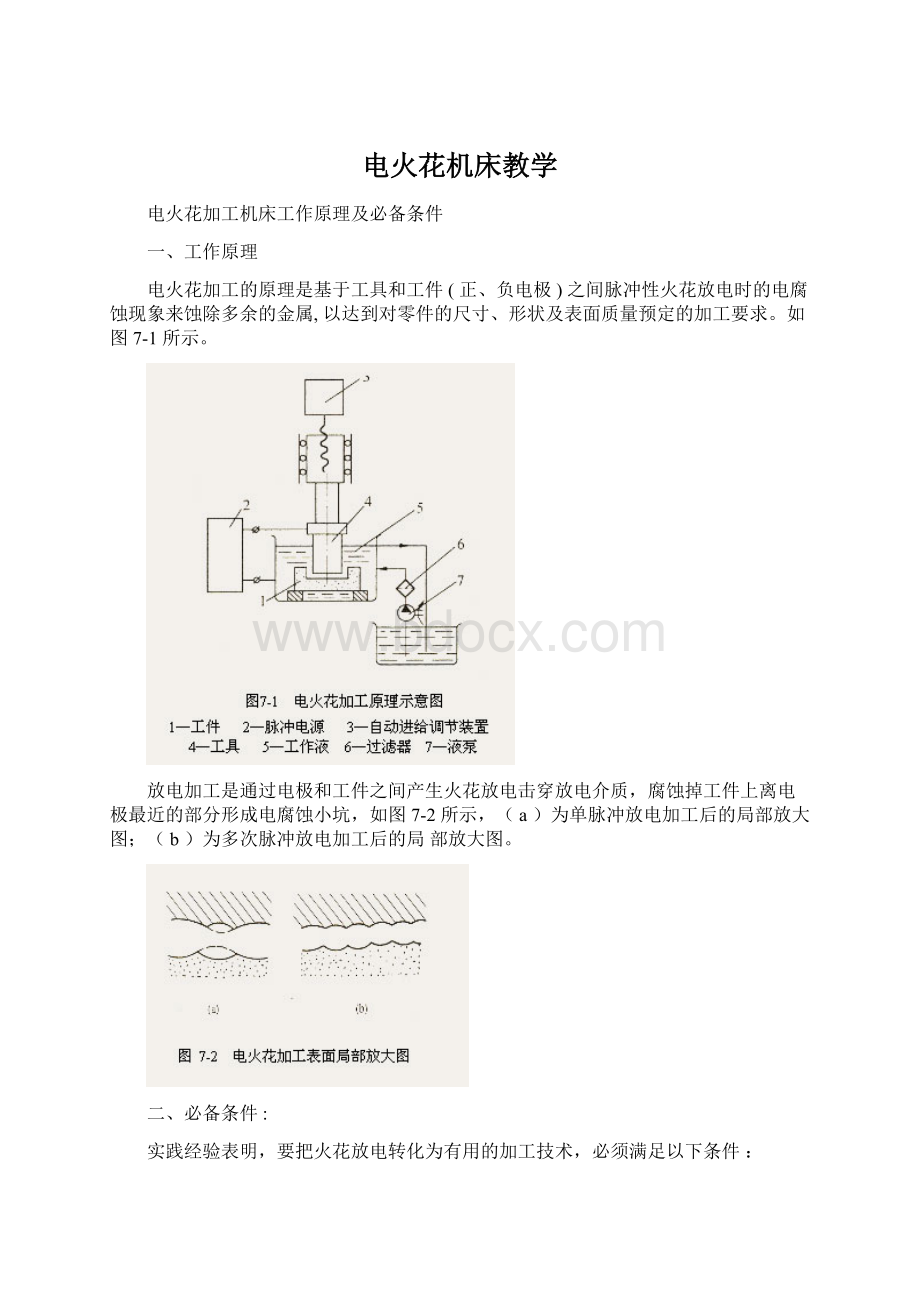
电火花加工的原理是基于工具和工件(正、负电极)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。
如图7-1所示。
放电加工是通过电极和工件之间产生火花放电击穿放电介质,腐蚀掉工件上离电极最近的部分形成电腐蚀小坑,如图7-2所示,(a)为单脉冲放电加工后的局部放大图;(b)为多次脉冲放电加工后的局部放大图。
二、必备条件:
实践经验表明,要把火花放电转化为有用的加工技术,必须满足以下条件:
1、使工具电极和工件被加工表面之间经常保持一定的放电间隙
这一间隙随加工条件而定,通常约为几微米至几百微米。
为此,在电火花加工过程中必须具有工具电极的自动进给和调节装置。
2、电火花加工必须采用脉冲电源
脉冲电源使火花放电为瞬时的脉冲性放电,并在放电延续一段时间后,停歇一段时间(放电延续时间一般为0.0001~1μs)。
3、使火花放电在有一定绝缘性能的液体介质中进行
电火花加工机床的基本组成
数控电火花成型加工机床由于功能的差异,导致在布局和外观上有很大的不同,但其基本组成是一样的,都由脉冲电源、数控装置、工作液循环系统、伺服进给系统、基础部件等组成,如图7-3所示。
主轴头:
主轴头是电火花成型加工机床的一个关键部件,由伺服进给机构、导向和防扭机构、辅助机构三部分组成,控制工件与工具电极之间的放电间隙。
一、对主轴头的要求
主轴头的好坏直接影响加工的工艺指标,因此主轴头应具备以下条件:
1、有一定的轴向和侧向刚度及精度;
2、有足够的进给和回升速度;
3、主轴运动的直线性和防扭转性能好;
4、灵敏度要高,无爬行现象;
5、不同的机床要具备合理的承载电极的能力。
二、主轴头运动控制方式
1、电液伺服进给
2、步进电机伺服进给
3、直(交)流伺服进给
进给装置:
火花放电加工是一种无切削力不接触的加工手段,要保证加工继续,就必须始终保持一定的放电间隙S。
这个间隙必须在一定的范围内,间隙过大就不能击穿放电介质,过小则容易短路。
因此,电极的进给速度Vd必须大于电腐蚀的速度Vw,如图7-4所示。
同时,电极还要频繁的靠近和离开工件,以便于排渣,而这种运动是无法用手动来控制的,故必须由伺服系统来自动控制电极的的运动。
自动进给调节系统就是用来改变、调节进给速度,使进给速度接近并等于电腐蚀速度,维持一定的放电间隙,使放电加工稳定进行,获得比较好的加工效果。
工作液循环过滤装置:
如图7-5所示,电火花成型加工用的工作液循环过滤系统包括工作液泵、容器、过滤器及管道等,使工作液强迫循环,其中a)、b)为冲油式,c)、d)为抽油式。
冲油是把经过过滤的清洁工作液经液压泵加压,强迫冲入电极与工件之间的放电间隙里,将放电蚀除的电蚀产物随同工作液一起从放电间隙中排除,以达到稳定加工。
在加工时,冲油的压力可根据不同工件和几何形状及加工的深度随时改变,一般压力选在0~200KPa之间。
对不通孔加工,如图7-4b)和d)所示,从图中可看出采用冲油的方法循环效果比抽油更简单,特别在型腔加工中大都采用这种方式,可以改善加工的稳定性。
图7-6为工作液循环系统油路图,它既能冲油又能抽油。
其工作过程是:
储油箱的工作液首先经过粗过滤器1、单向阀2吸入液压泵3,这时高压油经过不同形式的精过滤器7输向机床工作液槽,溢流安全阀5控制系统的压力不超过400KPa,快速进油控制阀10供快速进油用,待油注满油箱时,可及时调节冲油选择阀13,由阀9来控制工作液循环方式及压力,当阀13在冲油位置时,补油冲油都不通,这时油杯中油的压力由阀9控制。
当阀13在抽油位置时,补油和抽油两路都通,这时压力工作液穿过射流抽吸管12,利用流体速度产生负压,达到实现抽油的目的。
工作液循环过滤装置的过滤对象主要是金属粉屑和高温分解出来的碳黑,其过滤方式和特点见表7-2。
脉冲电源:
一、作用
电火花成型加工用脉冲电源的原理及作用与电火花线切割相同。
二、分类
1、按其作用原理和所用的主要元件、脉冲波形等可分为多种类型,见表7-3。
2、按功能可分为等电压脉宽(等频率)、等电流脉宽脉冲电源,以及模拟量、数字量、
微机控制、适应控制、智能化等脉冲电源。
工作台与工作液箱:
工作台主要用来支承和装夹工件。
在实际加工中,通过转动纵向丝杠来改变电极和工件的相对位置。
工作台上装有工作液箱,用来容纳工作液,使电极和工作液浸泡在工作液中,起到冷却和排屑的作用。
工具电极:
一、对工具电极的要求
工具电极材料必须具有导电性能良好、电腐蚀困难、电极损耗小,并且具有足够的机械强度、加工稳定、效率高、材料来源丰富、价格便宜等特点。
二、工具电极的种类及性能特点
电火花成型加工中常用的电极材料有紫铜、石墨、黄铜、钢、铸铁等,其性能及应用特点如表7-4所示。
三、工具电极的制造方法
电极的制造方法应根据型孔或型腔的加工精度、电极材料和数量选择,常用的电极制造方法见表7-5。
工作液:
一、工作液的作用
电火花成型加工时,工作液的作用体现在以下几方面:
1、消电离
在脉冲间隔火花放电结束后尽快恢复放电间隙的绝缘状态,以便下一个脉冲电压再次形成火花放电。
2、排除电蚀产物
使电蚀产物较易从放电间隙中悬浮、排泄出去,避免放电间隙严重污染,导致火花放电点不分散而形成有害的电弧放电。
粘度、密度、表面张力愈小的工作液,此项作用愈强。
3、冷却
降低工具电极和工件表面瞬时放电产生的局部高温,否则表面会因局部过热而产生结炭、烧伤并形成电弧放电。
4、增加蚀除量
工作液还可压缩火花放电通道,增加通道中被压缩气体、等离子体的膨胀及爆炸力,从而抛出更多熔化和气化了的金属。
二、对工作液的要求
要保证正常的加工,工作液应满足以下基本要求:
有较高的绝缘性,有较好的流动性和渗透能力,能进入窄小的放电间隙;能冷却电极和工作表面,把电蚀产物冷凝,扩散到放电间隙之外。
此外还应对人体和设备无害,安全和价格低廉。
三、工作液的种类
电火花成型加工中常用的工作液有如下几种:
1、油类有机化合物
以煤油最常见,在大的功率加工时常用机械油或在煤油中加入一定比例的机械油。
2、乳化液
成本低,配置简便,同时有补偿工具电极损耗的作用,且不腐蚀机车和零件。
3、水
常用蒸馏水和去离子水。
三、工作液使用要点
1、闪点尽量高的前提下,粘度要低。
电极与工件之间不易产生金属或石墨颗粒对工件表面的二次放电,这样一方面能提高表面的粗糙度,又能相对防止电极积炭率。
2、为提高放电的均匀稳定、加工精度及加工速度,可采用工作液混粉(硅粉、铬粉等)的工艺方法。
3、按照工作液的使用寿命定期更换。
4、严格控制工作液高度。
5、根据加工要求选择冲液、抽液方式,并合理设置工作液压力。
电火花加工机床分类
一、按控制方式分
1、普通数显电火花成型机床
普通数显电火花成型机床是在普通机床上加以改进而来,它只能显示运动部件的位置,而不能控制运动。
2、单轴数控电火花成型机床
单轴数控电火花成型机床只能控制单个轴的运动,精度低,加工范围小。
3、多轴数控电火花成型机床
多轴数控电火花成型机床能同时控制多轴运动,精度高,加工范围广。
二、按机床结构分
1、固定立柱式数控电火花成型机床
固定立柱式数控电火花成型机床结构简单,一般用于中小型零件加工。
2、滑枕式
滑枕式数控电火花成型机床结构紧凑,刚性好,一般只用于小型零件加工。
3、龙门式数控电火花成型机床
龙门式数控电火花成型机床结构较复杂,应用范围广,常用于大中型零件加工。
三、按电极交换方式分
1、手动式
即普通数控电火花成型机床,结构简单,价格低,工作效率低。
2、自动式
即电火花加工中心,结构复杂,价格高,工作效率高。
电火花加工机床加工特点与应用范围
一、加工特点
与传统金属切削加工相比,电火花成型加工具有如下特点:
1、采用成型电极进行无切削力加工
2、电极相对工件做简单或复杂的运动
3、工件与电极之间的相对位置可手动控制或自动控制
4、加工一般浸在煤油中进行
5、一般只能用于加工金属等导电材料,只有在特定条件下才能加工半导体和非导电体材料
6、加工速度一般较慢,效率较低,且最小角部半径有限制
二、应用范围
由于电火花成型加工具有许多传统切削加工所无法比拟的优点,因此其应用领域日益扩大,目前已广泛应用于机械(特别是模具制造)、宇航、航空、电子、电机、电器、精密微细机械、仪器仪表、汽车、轻工等行业,以解决难加工材料及复杂形状零件的加工问题。
其加工范围已达到小至几十微米的小轴、孔、缝,大到几米的超大型模具和零件。
电火花成型加工具体应用范围如下:
1、高硬脆材料
2、各种导电材料的复杂表面
3、微细结构和形状
4、高精度加工
5、高表面质量加工
电火花加工机床的主要技术参数
数控电火花成型加工机床主要技术参数包括尺寸及加工范围参数、电参数、精度参数等,其具体内容及作用详见表7-1。
(本资料素材和资料部分来自网络,仅供参考。
请预览后才下载,期待您的好评与关注!
)
 升级会员
升级会员 