数控编程说明书期末作业.docx
《数控编程说明书期末作业.docx》由会员分享,可在线阅读,更多相关《数控编程说明书期末作业.docx(29页珍藏版)》请在冰豆网上搜索。
数控编程说明书期末作业
《计算机辅助制造》综合作业
姓名邹松
学号
班级机自112
一、数控车削加工程序编制
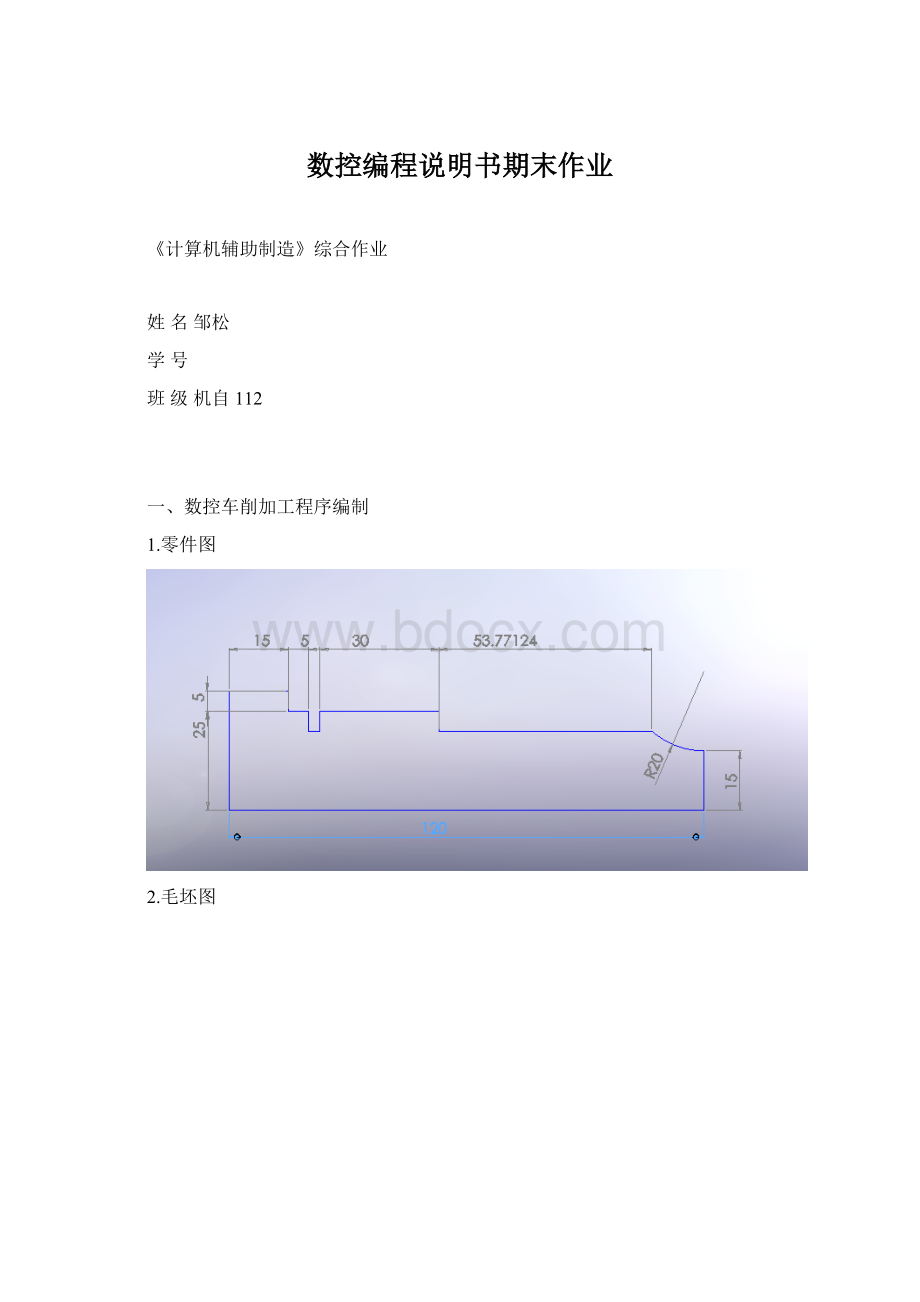
1.零件图
2.毛坯图
3.工艺过程
工序号
工序名称
进给速度
主轴转速
刀具号
备注
1
粗车端面
80mm/min
600rpm
1
2
精车端面
60mm/min
800rpm
1
3
粗车外轮廓
150mm/min
600rpm
2
4
精车外轮廓
60mm/min
1000rpm
2
5
切退刀槽
50mm/min
400rpm
3
6
车螺纹
300rpm
4
4.参数设置与刀具路径生成
4.1粗车端面
4.2精车端面
4.3粗车外轮廓
4.4精车外轮廓
5.5切退刀槽
5.6车螺纹
5.仿真结果
6.后置处理(G代码生成,部分)
G0T0101
G18
G97S500M03
G0G54X74.Z3.5
G98G1X-6.6F100.
G0Z5.5
X74.
Z2.
G1X-6.6
G0Z4.
X74.
Z.5
G1X-6.6
G0Z2.5
G97S800
X74.
Z0.
G1X-6.6F50.
G0Z2.
G28U0.V0.W0.M05
T0100
M01
(TOOL-3OFFSET-3)
(ODFINISHRIGHT-35DEG.INSERT-VNMG160408)
G0T0303
G18
G97S550M03
G0G54X56.375Z5.
G1Z3.F80.
Z-104.5
X60.
X62.828Z-103.086
G0Z5.
X52.75
G1Z3.
Z-104.5
二、数控铣削二维零件加工程序编制
1.零件图
2.毛坯图
3.工艺过程
工序号
工序名称
进给速度
主轴转速
刀具号
备注
1
外形铣削
80mm/min
1000
1
2
平面铣削
80mm/min
1000
1
3
标准挖槽
120
1000
2
4.参数设置与刀具路径生成
4.1外形铣削
4.2平面铣削
4.3标准挖槽
5.仿真结果
6.后置处理(G代码生成,部分)
N104T1M6
N106G0G90G54X-16.Y129.5A0.S1000M3
N108G43H1Z50.
N110Z5.
N112G1Z-5.F80.
N114Y113.5
N116G3X0.Y97.5R16.
N118G1X90.
N120G2X112.5Y75.R22.5
N122G1Y-75.
N124G2X90.Y-97.5R22.5
N126G1X-90.
N128G2X-112.5Y-75.R22.5
N130G1Y75.
N132G2X-90.Y97.5R22.5
N134G1X0.
N136G3X16.Y113.5R16.
N138G1Y129.5
N140X-16.Y124.5
N142Y108.5
N144G3X0.Y92.5R16.
N146G1X90.
N148G2X107.5Y75.R17.5
N150G1Y-75.
N152G2X90.Y-92.5R17.5
N154G1X-90.
N156G2X-107.5Y-75.R17.5
….
三、数控铣削三维零件加工程序编制
1.零件图
2.毛坯图
3.工艺过程
工序号
工序名称
进给速度
主轴转速
刀具号
备注
1
外形铣削
80mm/min
1000
1
2
平面铣削
80mm/min
1000
1
3
曲面
3
标准挖槽
120
1000
2
4.参数设置与刀具路径生成
4.1外形铣削
4.2外形铣削
4.3曲面粗加工
4.4精加工平行铣削
4.5标准挖槽
5.仿真结果
6.后置处理(G代码生成,部分)
N104T1M6
N106G0G90G54X-105.102Y104.244A0.S1000M3
N108G43H1Z50.
N110Z5.
N112G1Z-9.8F80.
N114X-98.031Y97.173
N116G2Y83.031R10.
N118G3X-105.5Y65.R25.5
N120G1Y-65.
N122G3X-80.Y-90.5R25.5
N124G1X80.
N126G3X105.5Y-65.R25.5
N128G1Y65.
N130G3X80.Y90.5R25.5
N132G1X-80.
N134G3X-98.031Y83.031R25.5
N136G2X-112.173R10.
N138G1X-119.244Y90.102
N140G0Z15.2
N142X-101.567Y100.709
N144Z5.
N146G1Z-9.8
N148X-94.496Y93.638
N150G2Y79.496R10.
N152G3X-100.5Y65.R20.5
N154G1Y-65.
N156G3X-80.Y-85.5R20.5
N158G1X80.
N160G3X100.5Y-65.R20.5
N162G1Y65.
N164G3X80.Y85.5R20.5
N166G1X-80.
N168G3X-94.496Y79.496R20.5
N170G2X-108.638R10.
N172G1X-115.709Y86.567
N174G0Z15.2
N176X-98.031Y97.173
N178Z5.
N180G1Z-9.8
N182X-90.96Y90.102
N184G2Y75.96R10.
N186G3X-95.5Y65.R15.5
N188G1Y-65.
N190G3X-80.Y-80.5R15.5
N192G1X80.
N194G3X95.5Y-65.R15.5
N196G1Y65.
N198G3X80.Y80.5R15.5
N200G1X-80.
N202G3X-90.96Y75.96R15.5
N204G2X-105.102R10.
N206G1X-112.173Y83.031
N208G0Z15.2
N210X-97.678Y96.82
N212Z5.
N214G1Z-9.8
…..
 升级会员
升级会员 