模具零件加工工艺卡标准.docx
《模具零件加工工艺卡标准.docx》由会员分享,可在线阅读,更多相关《模具零件加工工艺卡标准.docx(17页珍藏版)》请在冰豆网上搜索。
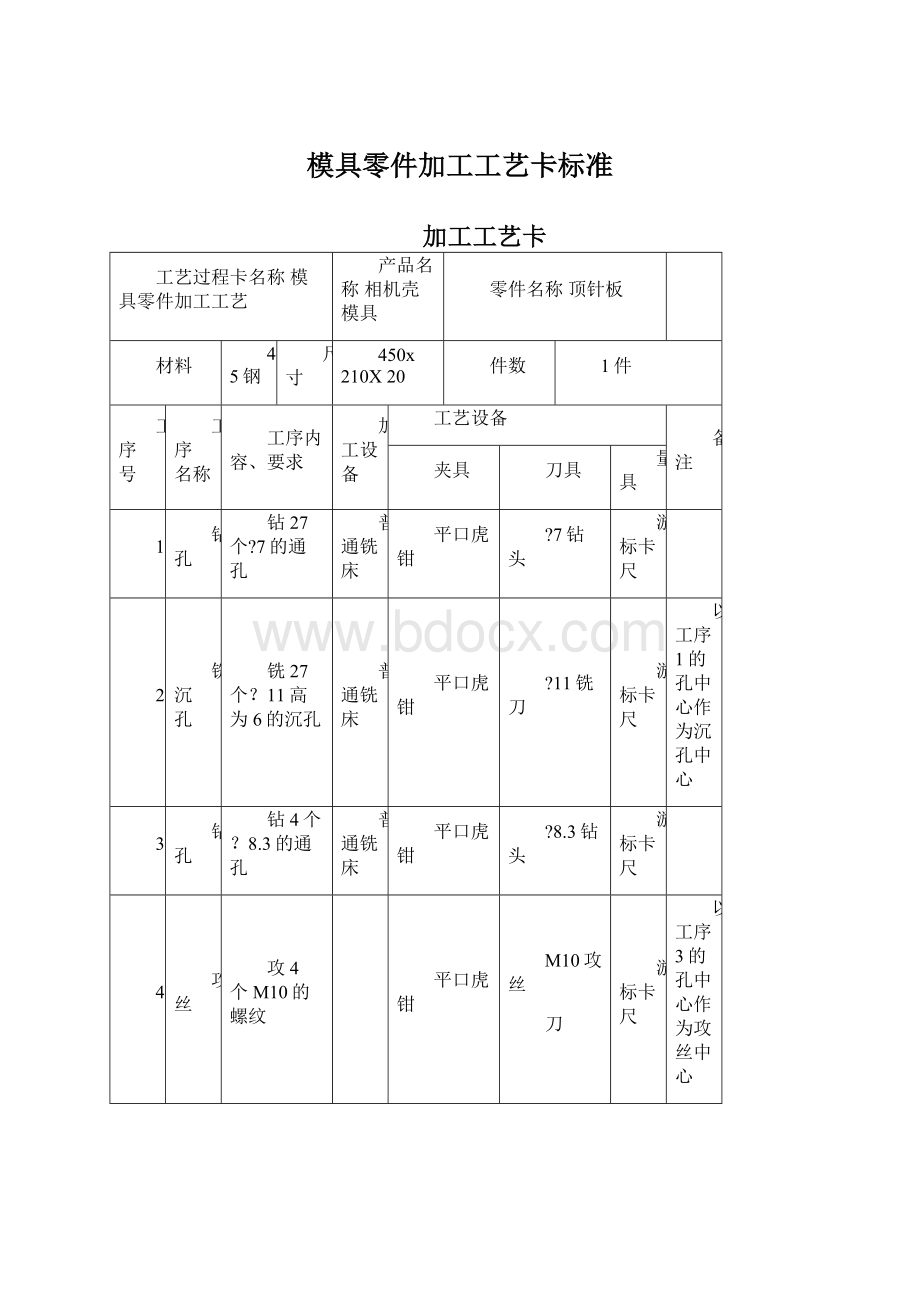
模具零件加工工艺卡标准
加工工艺卡
工艺过程卡名称模具零件加工工艺
产品名称相机壳模具
零件名称顶针板
材料
45钢
尺寸
450x210X20
件数
1件
工序号
工序名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
钻孔
钻27个?
7的通孔
普通铣床
平口虎钳
?
7钻头
游标卡尺
2
铣沉孔
铣27个?
11高为6的沉孔
普通铣床
平口虎钳
?
11铣刀
游标卡尺
以工序1的孔中心作为沉孔中心
3
钻孔
钻4个?
8.3的通孔
普通铣床
平口虎钳
?
8.3钻头
游标卡尺
4
攻丝
攻4个M10的螺纹
平口虎钳
M10攻丝
刀
游标卡尺
以工序3的孔中心作为攻丝中心
5
钻孔
钻4个?
22的通孔
普通铣床
平口虎钳
?
9、?
22
钻头
游标卡尺
分步扩孔
6
铣沉孔
铣4个?
26高为8的沉孔
普通铣床
平口虎钳
?
26铣刀
游标卡尺
以工序5的孔中心作为沉孔中心
7
铣沉孔
铣4个?
41高为1的沉孔
普通铣床
平口虎钳
?
41铣刀
游标卡尺
以工序5的孔中
心作为沉孔中心
编制者/日期
审核者/日期
加工工艺卡
工艺过程卡名称模具零件加工工艺
产品名称相机壳模具
零件名称动模板
材料
45钢
尺寸
450X330X80
件数
1件
工序号
工序名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
挖槽
粗铣一个300X200X80倒角为R10
的槽(留1mm的精加工余量)
普通铣床
平口虎钳
?
20铣刀
游标卡尺
2
挖槽
精铣一个300X200X80倒角为
R10的槽
数控铣床
平口虎钳
?
9铣刀
游标卡尺
3
钻孔
钻27个?
7的通孔
普通铣床
平口虎钳
?
7钻头
游标卡尺
4
钻孔
钻4个?
9的通孔
普通铣床
平口虎钳
?
9钻头
游标卡尺
5
铣沉孔
铣4个?
14高为9的沉孔
普通铣床
平口虎钳
?
14铣刀
游标卡尺
以工序4的孔中心作为沉孔中心
6
钻孔
钻6个?
12高为35的孔
普通铣床
平口虎钳
?
12钻头
游标卡尺
7
钻孔
钻4个?
20的通孔
普通铣床
平口虎钳
?
9、?
20
钻头
游标卡尺
分步扩孔
8
铣沉孔
铣4个?
42高为1的沉孔
普通铣床
平口虎钳
?
42铣刀
游标卡尺
以工序7的孔中心作为沉孔中心
9
钻孔
钻4个?
30的通孔
普通铣床
平口虎钳
?
9、?
20、
?
30钻头
游标卡尺
分步扩孔
10
铣沉孔
铣4个?
36高为8的沉孔
普通铣床
平口虎钳
?
36铣刀
游标卡尺
以工序9的孔中心作为沉孔中心
11
钻孔
钻2个?
17.3高为46的孔
普通铣床
平口虎钳
?
9、?
17.3
钻头
游标卡尺
分步扩孔
12
攻丝
攻2个M20的螺纹
平口虎钳
M20攻丝
刀
游标卡尺
以工序11的孔中心
作为攻丝中心
13
钻孔
钻2个?
8高为85的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
14
钻孔
钻2个?
8高为33的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
15
挖槽
铣二个最大直径16,最小直径为
10,高度为2的槽
普通铣床
平口虎钳
?
3的铣刀
游标卡尺
编制者/日期
05模具3班
王大华/2008.3.28
审核者/日期
加工工艺卡
工艺过程卡名称模具零件加工工艺
产品名称相机壳模具
零件名称定模板
材料
45钢
尺寸
450X330X60
件数
1件
工序号
工序名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
挖槽
粗铣一个300X200X40倒角为
R10的槽(留1mm的精加工余量)
普通铣床
平口虎钳
?
20铣刀
游标卡尺
2
挖槽
精铣一个300X200X40倒角为
R10的槽
数控铣床
平口虎钳
?
9铣刀
游标卡尺
3
钻孔
钻1个?
11.8的唧嘴孔
普通铣床
平口虎钳
?
11.8钻
头
游标卡尺
4
铰孔
铰?
12的唧嘴孔
铰刀
平口虎钳
?
12铰刀
游标卡尺
以工序3的孔中心作为铰孔中心
5
钻孔
钻6个?
12高为35的孔
普通铣床
平口虎钳
?
12钻头
游标卡尺
6
攻丝
攻6个M14的螺纹
平口虎钳
M14攻丝
刀
游标卡尺
以工序5的孔中心作为攻丝中心
7
钻孔
钻4个?
9的通孔
普通铣床
平口虎钳
?
9钻头
游标卡尺
8
铣沉孔
铣4个?
14高为9的沉孔
普通铣床
平口虎钳
?
14铣刀
游标卡尺
以工序7的孔中心作为沉孔中心
9
钻孔
钻4个?
44的通孔
普通铣床
平口虎钳
?
8、?
13?
25
?
44钻头
游标卡尺
分步扩孔
10
铣沉孔
铣4个?
50高为10沉孔
普通铣床
平口虎钳
?
50铣刀
游标卡尺
以工序9的孔中心作为沉孔中心
11
钻孔
钻2个?
8高为85的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
14
钻孔
钻2个?
8高为16的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
15
挖槽
铣二个最大直径16,最小直径为
10,高度为2的槽
普通铣床
平口虎钳
?
3的铣刀
游标卡尺
编制者/日期
05模具3班
王大华/2008.3.28
审核者/日期
加工工艺卡
工艺过程卡名称模具零件加工工艺
产品名称相机壳模具
零件名称动模仁
材料
45钢
尺寸
300X200X50
件数
1件
工序号
工序名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
打磨
磨出三个基准面
打磨机床
平口虎钳
砂轮
游标卡尺
打磨
2
铣平面
粗铣300X200X50的外形(留0.
5mmt勺余量)
普通铣床
平口虎钳
?
16铣刀
游标卡尺
3
打磨
磨出300X200X50的外形尺寸
打磨机床
平口虎钳
砂轮
游标卡尺
4
倒圆角
倒4个R10的圆角
普通铣床
平口虎钳
?
10铣刀
游标卡尺
5
精修圆角
精修4个R10的圆角
平口虎钳
小锉刀、
砂纸
游标卡尺
6
钻孔
钻4个?
6.8高为25的孔
普通铣床
平口虎钳
?
6.8钻头
游标卡尺
7
攻丝
攻4个M8的螺丝
普通铣床
平口虎钳
M8攻丝刀
游标卡尺
以工序6的孔中
心为攻丝中心
8
钻孔
钻27个?
5.8的顶针孔
普通铣床
平口虎钳
?
5.8钻头
游标卡尺
9
铰孔
铰27个?
6的顶针孔
平口虎钳
?
6铰刀
游标卡尺
以工序8的孔中
心为铰孔中心
10
钻孔
钻2个?
8高为175的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
11
钻孔
钻1个?
8高为242的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
12
钻孔
钻2个?
8高为15的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
13
铣凸模
粗铣型腔凸模和分流道(留0.1mm精修余量)
数控铣床
平口虎钳
?
&?
3铣
刀
游标卡尺
14
铣凸模
精铣型腔凸模和分流道
数控铣床
平口虎钳
?
2铣刀
游标卡尺
15
打铜公
电火花成型机
平口虎钳
电极
游标卡尺
16
抛光
抛光型腔凸模和分流道
平口虎钳
游标卡尺
编制者/日期
审核者/日期
加工工艺卡
工艺过程卡名称模具零件加工工艺
产品名称相机壳模具
零件名称定模仁
材料
45钢
尺寸
300X200X40
件数
1件
工序号
工序名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
打磨
磨出三个基准面
打磨机床
平口虎钳
砂轮
游标卡尺
打磨
2
铣平面
粗铣300X200X40的外形(留0.
5mmt勺余量)
普通铣床
平口虎钳
?
16铣刀
游标卡尺
3
打磨
磨出300X200X40的外形尺寸
打磨机床
平口虎钳
砂轮
游标卡尺
4
倒圆角
倒4个R10的圆角
普通铣床
平口虎钳
?
10铣刀
游标卡尺
5
精修圆角
精修4个R10的圆角
平口虎钳
小锉刀、
砂纸
游标卡尺
6
钻孔
钻4个?
6.8高为35的孔
普通铣床
平口虎钳
?
6.8钻头
游标卡尺
7
攻丝
攻4个M8的螺丝
普通铣床
平口虎钳
M8攻丝刀
游标卡尺
以工序6的孔中
心为攻丝中心
8
钻孔
钻1个?
11.8的通孔
普通铣床
平口虎钳
?
11.8钻
头
游标卡尺
9
铰孔
铰1个?
12的通孔
平口虎钳
?
12铰刀
游标卡尺
以工序8的孔中
心为铰孔中心
10
钻孔
钻2个?
8高为175的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
11
钻孔
钻1个?
8高为242的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
12
钻孔
钻2个?
8高为10的孔
普通铣床
平口虎钳
?
8钻头
游标卡尺
13
铣凹模
粗铣型腔凹模和分流道(留0.
1mn精修余量)
数控铣床
平口虎钳
?
&?
3铣
刀
游标卡尺
14
铣凹模
精铣型腔凹模和分流道
数控铣床
平口虎钳
?
2铣刀
游标卡尺
15
打铜公
电火花成型机
平口虎钳
电极
游标卡尺
16
抛光
抛光型腔凹模和分流道
平口虎钳
游标卡尺
编制者/日期
05模具3班
王大华/2008328
审核者/日期
加工工艺卡
工艺过程卡名称模具零件加工工艺
产品名称相机壳模具
零件名称动模固定板
材料
45钢
尺寸
450X400X30
件数
1件
工序号
工序
名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
钻孔
钻4个?
11的通孔
普通铣床
平口虎钳
?
11钻头
游标卡尺
2
铣沉孔
铣4个?
18高为11的沉孔
普通铣床
平口虎钳
?
18铣刀
游标卡尺
以工序1的孔中心作为沉孔中心
3
钻孔
钻6个?
15的通孔
普通铣床
平口虎钳
?
9、?
15
钻头
游标卡尺
分步扩孔
4
铣沉孔
铣6个?
23高为15的沉孔
普通铣床
平口虎钳
?
23铣刀
游标卡尺
以工序3的孔中
心作为沉孔中心
5
钻孔
钻1个?
40的KO孔
普通铣床
平口虎钳
?
8、?
13?
25
?
40钻头
游标卡尺
分步扩孔
编制者/日期
05模具3班
王大华/2008328
审核者/日期
河源职业技术学院机械电子系毕业设计注塑模加工工艺卡
工艺过程卡名称
模具零件加工工艺
产品名称
相机壳模具
零件名称
定模固定板
材料
45钢
尺寸
450X400X30
件数
1件
工序
工序
工序内容、
要求
加工
设备
工艺设备
备注
号
名称
夹具
刀具
量具
1
钻孔
钻6个?
15的通孔
普通铣床
平口虎钳
?
9、?
15
钻头
游标卡尺
分步扩孔
2
铣沉孔
铣4个?
23高为15的沉孔
普通铣床
平口虎钳
?
23铣刀
游标卡尺
以工序1的孔中心作为沉孔中心
3
钻孔
钻1个?
12的通孔
普通铣床
平口虎钳
?
12钻头
游标卡尺
4
铣沉孔
铣1个?
51高为15的沉孔
普通铣床
平口虎钳
?
51铳刀
游标卡尺
以工序3的孔中心作为沉孔中心
5
钻孔
钻2个?
5高为16的孔
普通铣床
平口虎钳
?
5钻头
游标卡尺
6
攻丝
攻2个M6的螺纹
平口虎钳
M6攻丝刀
游标卡尺
以工序5的孔中心作为攻丝中心
7
钻孔
钻2个?
4.2高为14的孔
普通铣床
平口虎钳
?
4.2钻头
游标卡尺
8
攻丝
攻2个M5的螺纹
平口虎钳
M5攻丝刀
游标卡尺
以工序7的孔中心作为攻丝中心
编制者/日期
05模具3班
王大华/2008.3.28
审核者/日期
加工工艺卡
工艺过程卡名称
模具零件加工工艺
产品名称
相机壳模具
零件名称
顶针固定板
材料
45钢
尺寸
450x110X25
件数
1件
工序号
工序名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
钻孔
钻4个?
11的通孔
普通铣床
平口虎钳
?
11钻头
游标卡尺
2
铣沉孔
铣4个?
18高为11的沉孔
普通铣床
平口虎钳
?
18铣刀
游标卡尺
以工序1的孔中心作为沉孔中心
3
4
5
编制者/日期
05模具3班
王大华/2008328
审核者/日期
加工工艺卡
工艺过程卡名称模具零件加工工艺
产品名称相机壳模具
零件名称方铁
材料
45钢
尺寸
200x38x70
件数
2件
工序号
工序名称
工序内容、要求
加工设备
工艺设备
备注
夹具
刀具
量具
1
钻孔
钻3个?
15的通孔
普通铣床
平口虎钳
?
9、?
15
钻头
游标卡尺
分步扩孔
2
钻孔
钻2个?
8.5高为25的孔
普通铣床
平口虎钳
?
8.5铣刀
游标卡尺
3
攻丝
攻2个M10的螺纹
普通铣床
平口虎钳
M10攻丝
刀
游标卡尺
以工序2的孔中
心为攻丝中心
4
5
编制者/日期
05模具3班
王大华/2008328
审核者/日期
 升级会员
升级会员 