螺栓紧固作业指导书.docx
《螺栓紧固作业指导书.docx》由会员分享,可在线阅读,更多相关《螺栓紧固作业指导书.docx(11页珍藏版)》请在冰豆网上搜索。
螺栓紧固作业指导书
中国石油乌鲁木齐石化公司设备安装公司螺栓紧固作业指导
1.编制目的
为了规范法兰螺栓定扭矩紧固工作,采用正确的紧固方法,使法兰垫片受力均匀,保证密封不泄露,保证密封的可靠性,编制螺栓紧固指导书实行定扭矩紧固。
2.适用范围
本作业指导书适用于化工装置的压力容器人孔、封头、管箱、管道法兰等螺栓紧固。
3.螺栓扭矩值确定
3.1紧固力矩的计算原则上由设计进行计算或由生产装置提供。
3.2如果设计部门没有给出扭矩计算结果,可以按照GB150-2011标准参照下列步骤进行计算:
3.2.1法兰垫片的受力情况
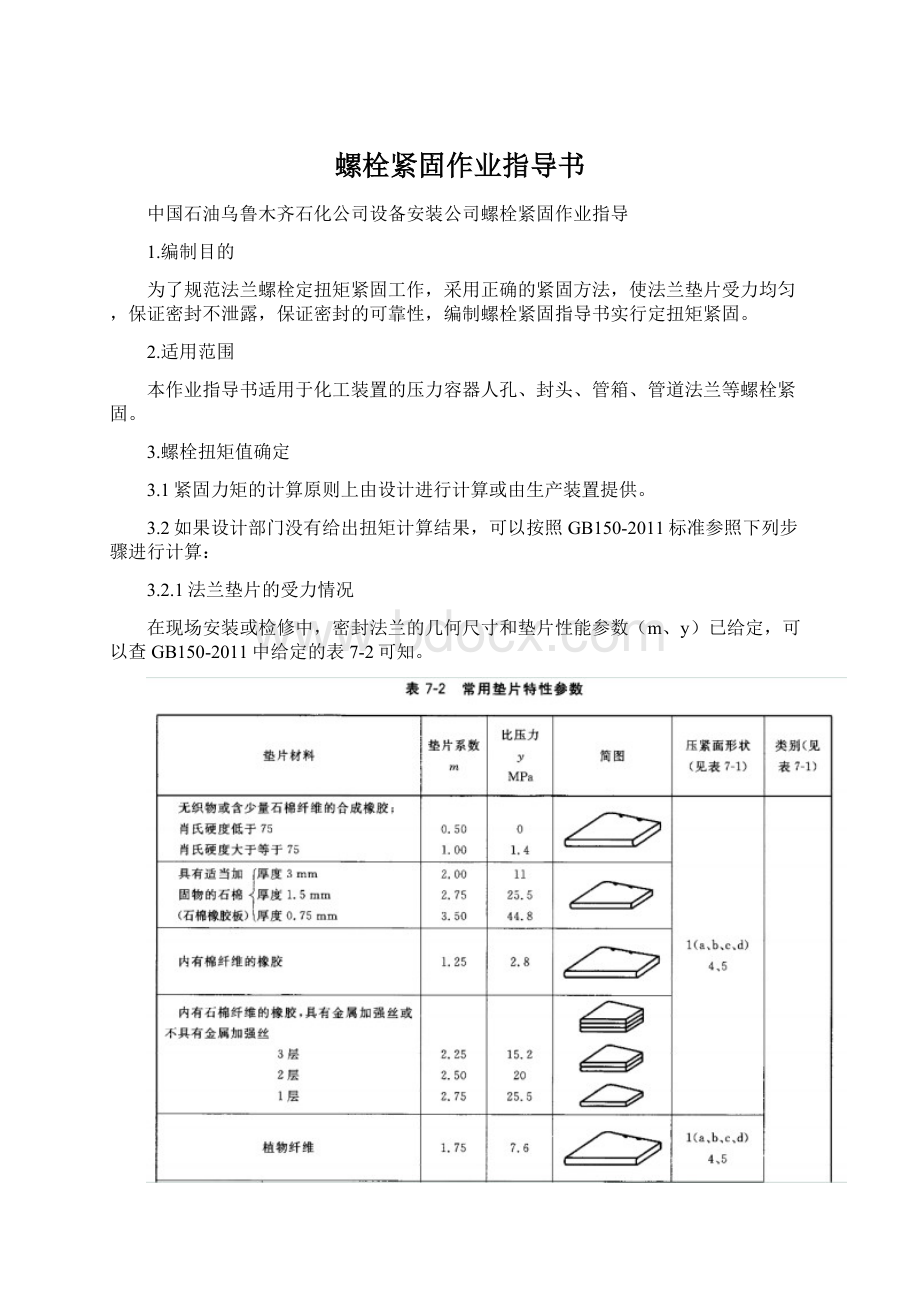
在现场安装或检修中,密封法兰的几何尺寸和垫片性能参数(m、y)已给定,可以查GB150-2011中给定的表7-2可知。
3.2.2确定垫片接触宽度N与基本密封宽度bo(表7.1从何而来)
查下表求得bo
3.2.3确定垫片有效密封宽度b:
当bo≤6.4mm时,b=bo
当bo>6.4mm时,b=2.53√bo
3.2.4确定垫片压紧力作用中心圆直径DG
垫片压紧力作用中心圆直径按下列规定确定:
a)对于下图所示活套法兰,垫片压紧力作用中心圆直径DG即是法兰与翻边接触面的平均直径。
b)对于其它形式的法兰,则按下述规定计算DG:
当bo≤6.4mm时,DG等于垫片接触的平均直径;
当bo>6.4mm时,DG等于垫片接触的外径减去2b
c)对筒体端部结构,DG等于密封面平均直径。
3.2.5工作前法兰垫片的压紧力:
F1=3.14DGby(N)
3.2.6工作时法兰垫片压紧力:
F2=6.28DGbmpc(N)
法兰垫片工作密封比压σt=mpMPa
DG---垫片压紧力作用中心圆直径mmb---垫片有效密封宽度mm
y----垫片比压力MPam----垫片系数
Pc----介质工作压力(计算压力)
3.2.7最终预紧力确定
设备在操作条件下,螺栓受到两个力的作用即:
介质压力:
P=0.785DG2Pc(N)
工作时垫片压紧力F2=6.28DGbmpc(N)
故在正常操作时螺栓所受到的压力为F=P+F2
这时要和前面的预紧力F1进行比较大者作为最终预紧力F。
3.2.8紧固螺栓力矩计算
螺栓在紧固的过程中,要克服两方面的力矩,即:
1)螺栓和螺母螺纹之间的力矩M1
2)螺母和法兰之间的摩擦力矩M2
3)紧固螺栓的预紧力矩M至少为:
M=M1+M2
4)钢制普通粗牙螺纹M10-M68,其经验公式为:
M=KdF
M---预紧力矩
d---螺纹的公称直径mm
n----螺栓个数
F---预紧力
K---扭矩系数,与螺纹表面及法兰的光洁度、润滑状况、拧紧速度等有关,通常K值在01.-0.3之间变化。
通常取0.2螺纹表面情况差取值高。
5)理论计算和实际结果有较大的差别的,以实际紧固数据为准。
4.紧固程序及方法
4.1测定已经紧固螺栓的原始状态下的预紧力,并记录入《螺栓紧固作业指导卡》。
4.2根据设备的设计压力、垫片材质、规格及螺栓数量按GB150-2011计算出每条螺栓的预紧力。
4.3根据现场的设备情况,把螺栓从12点的方位按顺时针的方向用记号笔编号好,在作业指导书中编制好紧固顺序。
4.4螺栓紧固应按照多步紧固和顺序紧固的原则。
对称、均匀、多次螺栓紧固采用液压或气动力矩扳手,采用十字交叉法逐件紧固,每圈紧固后通过测量法兰面间隙检查对中情况。
4.5螺栓的紧固采用2同步或4同步液压扳手进行紧固。
紧固应分三遍进行,每遍的起点应相互开90°
4.6第一遍紧固先用50%的扭力值(取整数值),采用十字交叉法紧固螺栓并保证密封面平行,尽量缩小螺栓在紧固过程中由于法兰变形影响。
4.7第二遍紧固用80%的扭力值加力紧固螺栓,紧固同时注意测量法兰的间隙是否均匀,保证每个螺栓紧固力量一致。
测量法兰的间隙最大与最小间隙之差不大于0.5mm。
4.8第三遍紧固再用100%的扭力值按第一遍紧固顺序均匀紧固螺栓。
4.9以20条法兰螺栓定扭矩紧固为例,从1#螺栓按顺时针方向,采用两同步和四同步采用对边紧固的原则,说明螺栓的紧固顺序。
单紧按两同步的顺序进行。
两同步螺栓紧固步骤及顺序
螺栓数量
分组情况
第一遍
第二遍
第三遍
20
第一组
1-11
8-18
1-11
第二组
6-16
3-13
6-16
第三组
2-12
9-19
2-12
第四组
7-17
4-14
7-17
第五组
3-13
10-20
3-13
第六组
8-18
5-15
8-18
第七组
4-14
1-11
4-14
第八组
9-19
6-16
9-19
第九组
5-15
2-12
5-15
第十组
10-20
7-17
10-20
四同步螺栓紧固步骤及顺序
螺栓数量
分组情况
第一遍
第二遍
第三遍
20
第一组
1-6-11-16
5-10-15-20
1-6-11-16
第二组
2-7-12-17
4-9-14-19
2-7-12-17
第三组
3-8-13-18
3-8-13-18
3-8-13-18
第四组
4-9-14-19
2-7-12-17
4-9-14-19
第五组
5-10-15-20
1-6-11-16
5-10-15-20
4.10有热紧要求的按100%力在紧两遍。
4.11如个别作业有困难的地方,也可以采用手动扭矩扳手进行,终拧扭矩须按设计要求进行。
5.检查方法
检查范围:
每条螺栓全部检查,对漏拧、虚拧加以紧固到目标值。
5.1对于高温条件的螺栓紧固,应在螺栓、螺母间涂防咬合剂。
5.2在安装过程中,螺栓螺母应清洗干净,并涂二硫化钼。
5.3检修过程中,高温、高压、临氢等系统管道、容器人孔法兰的螺栓、螺母进行编号,做好标识,拆装做到一一对应。
5.4第二遍紧固时注意测量法兰的间隙是否均匀,保证每个螺栓紧固力量一致。
测量法兰的间隙最大与最小间隙之差不大于0.5mm。
6.安全注意事项
6.1操作人员必须严格执行液压和气动工具工艺操作规程,严防超压使用。
6.2换热器在气密过程中严禁带压紧固螺栓。
6.3螺栓紧固必须按操作规程进行。
7.附件
7.1《螺栓紧固作业指导卡》
7.2计算实例
7.3计算流程图
螺栓紧固作业指导卡
车间装置
加氢车间
紧固位置
R-XXXX精制反应器进口弯管上法兰
螺栓规格
M27×3×880
螺栓数量
52
螺栓材质
35CrMoA
垫片形式
波齿垫
垫片规格
φ575×520×3
最小预紧力(N)
421991
最大预紧力(N)
497203
最小紧固扭矩(Nm)
3949
最大紧固扭矩(Nm)
4653
实际紧固扭矩(Nm)
4600
原有紧固力矩值(Nm)
4400
紧固工具型号
四同步液压扳手
紧固顺序
逆时针十字交叉法紧固
气压表压力值(Par)
紧固顺序
螺栓编号
初拧扭矩值
50%
终拧扭矩值
80%
二次终拧扭矩值
100%
2300Nm
3680Nm
4600Nm
紧固示意图
编制:
时间:
审核:
时间:
附件二
计算实例:
新疆新峰股份有限公司40万吨/年轻汽油醚化项目
加氢蒸馏塔顶循环氢冷却器(E-102)
设计压力:
1.0MPa
管箱法兰法兰-FM400-4.0JB/T4703-2000
螺栓型号/数量:
M2420个
垫片材料:
G33-400-4.0-4JB/T4718-92材质金属包垫
垫片属于:
平金属板内包石棉铁或软钢
查表得垫片系数m=3.75比压力y=52.4
垫片接触宽度:
压紧面为凹凸面型式,查询JB/T4718-92
N=D-d=465-425=40mm
垫片基本密封宽度b0=N/2=20mm
因为b0>6.4mmb=2.53√20=11.31
查JB/T4718-92得垫片接触外径为465
DG=465-2*11.31=442.37
F1=3.14*442.37*11.31*52.4=823207.29(N)
F2=6.28DGbmpc=6.28*442.37*3.75*1=10417.83(N)
P=0.785*442.37*442.37*1=153617.61(N)
F=P+F2=164035.44(N)
因为F1>F
故F=F1=823207.29(N)
因为有20个螺栓均摊力每个螺栓上的力为F/20=41160.36(N)
因为所用螺栓为M24在M10-M68区间
故每根螺栓上的紧固力矩M=KdF=0.2*24/1000*41160.36=197.56975(N﹒M)
附件三:
计算流程框图:
 升级会员
升级会员 