套筒类零件加工机械工程技术作业.docx
《套筒类零件加工机械工程技术作业.docx》由会员分享,可在线阅读,更多相关《套筒类零件加工机械工程技术作业.docx(9页珍藏版)》请在冰豆网上搜索。
套筒类零件加工机械工程技术作业
套筒类零件加工——机械工程技术作业
作业二:
套筒类零件加工
学院:
电气与控制工程学院
班级:
自动化08-7班
学号:
XXXXXXXX
姓名:
XXX
套筒类零件加工
一、工作任务
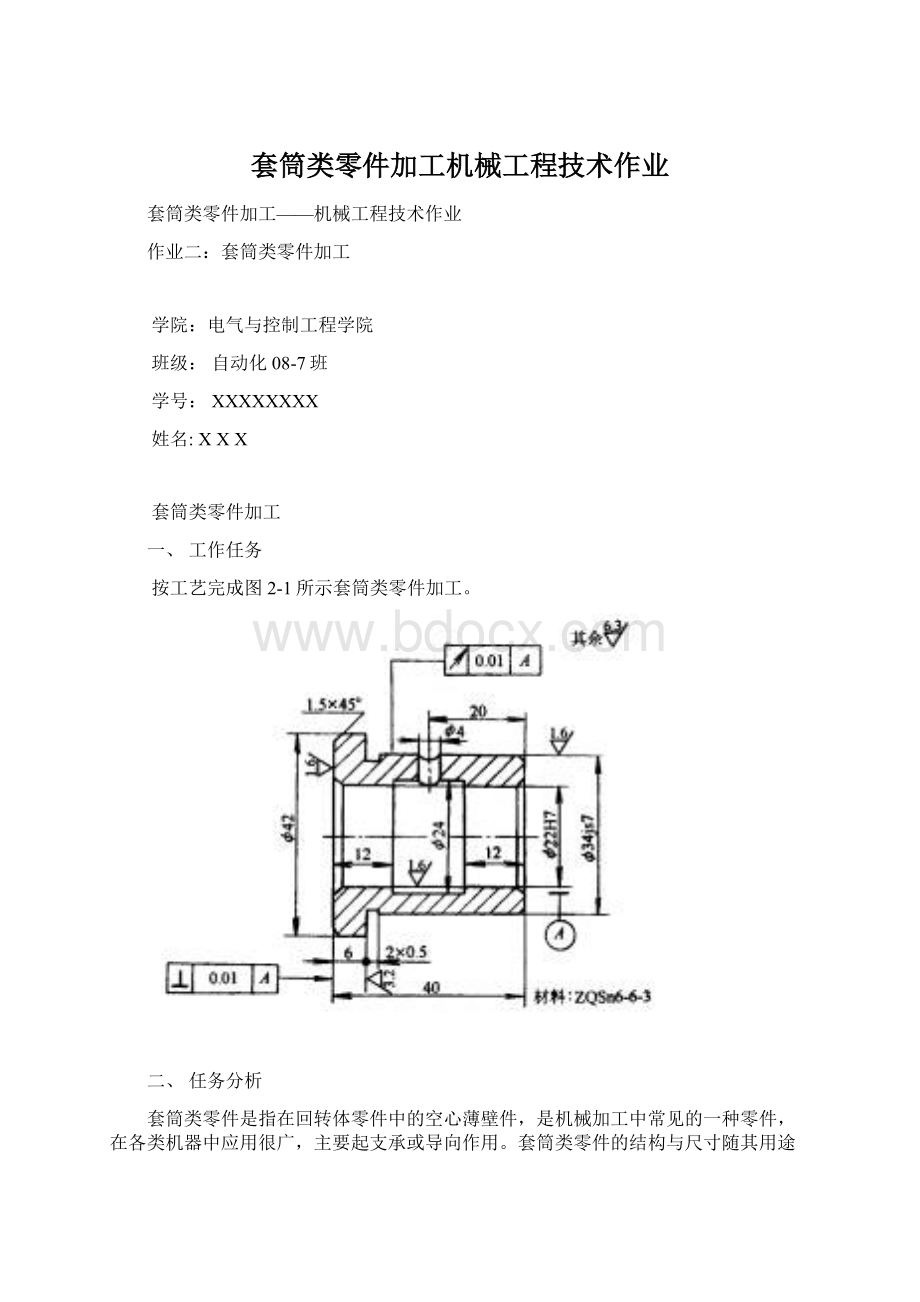
按工艺完成图2-1所示套筒类零件加工。
二、任务分析
套筒类零件是指在回转体零件中的空心薄壁件,是机械加工中常见的一种零件,在各类机器中应用很广,主要起支承或导向作用。
套筒类零件的结构与尺寸随其用途不同而异,但其结构一般都具有以下特点:
外圆直径d一般小于其长度L,通常L/d<5;内孔与外圆直径之差较小,故壁薄易变形较小;内外圆回转面的同轴度要求较高。
任务一:
孔加工刀具与机床
1、钻床
(1)应用:
钻床是用钻头在工件上加工孔的机床。
通常用于加工尺寸较小,精度要求不太高的孔。
可完成钻孔,扩孔,铰孔及攻螺纹等工作。
(2)运动分析:
工件固定,刀具作旋转主运动,同时沿轴向作进给运动。
(3)钻床的主参数:
最大钻孔直径
(4)分类:
a.立式钻床:
适用于中小工件的单件,小批量生产
b.摇臂钻床:
适用于加工一些大而重的工件上的孔(工件不动,移动主轴)
c.台式钻床:
小型钻床,常安装在台桌上,用来加工直径<12mm的孔。
d.深孔钻床及其他钻床
(5).钻削特点:
刀具刚性差,排屑困难,切削热不易排出。
2、镗床
(1)应用:
镗床是一种主要用镗刀在工件上加工孔的机床。
通常用于加工尺寸较大,精度要求较高的孔,特别是分布在不同表面上,孔距和位置精度要求较高的孔。
如箱体上的孔,还可以进行铣削,钻孔,扩孔,铰孔等工作。
(2)镗削特点:
刀具结构简单,通用性达,可粗加工也可半精加工和精加工,适用批量较小的加工,镗孔质量取决于机床精度.
(3)运动分析:
主运动为镗刀的旋转运动,进给运动为镗刀或工件的移动。
(4)分类:
a.卧式镗床
b.坐标镗床:
是一种高精度的机床。
主要特点:
具有坐标位置的精密测量装置。
c.金刚镗床:
一种高速精密镗床。
主要特点:
vc很高,ap和f很小,加工精度可达IT5--IT6.Ra达0.63--0.08μm
3、孔加工刀具
一类是从实体材料种加工出孔的刀具,如:
麻花钻,扁钻,中心钻和深孔钻等。
另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻,铰刀及镗刀。
⑴麻花钻:
是常见的孔加工刀具。
一般用于实体材料上的粗加工。
钻孔的尺寸精度为IT11--IT12,Ra为50-12.5μm。
加工范围为0.1--80mm,以φ30mm以下时最常用。
⑵中心钻:
用来加工各种轴类工件的中心孔
⑶深孔钻:
用于加工孔深L与孔径D之比L/D≥20-100的特殊深孔.在加工过程中,必须解决断屑,排屑,冷却润滑和导向等问题.
⑷扩孔钻:
常用作铰孔或磨床前的预加工扩孔以及毛坯孔的扩大,作半精加工.在成批或大量生产时应用较广.扩孔的加工精度可达IT10-IT11,Ra可达6.3-3.2μm.
⑸铰刀:
用于对孔进行半精加工和径加工,加工精度可达IT6-IT8.Ra可达1.6-0.4μm.
a.机用铰刀:
用于在机床上铰孔,常用高速钢制造,有锥柄和直柄两种型式.
b.手用铰刀:
常为整体式结构.直柄方头,结构简单.手工操作,使用方便.
⑹镗刀:
多用于箱体孔的粗,精加工.
a.单刃镗刀
b.多刃镗刀:
①两端都有切削刃,工作时可消除径向力对镗杆的影响,工件的孔径尺寸与精度由镗刀径向尺寸保证.②多采用浮动连接结构,可减少镗刀块安装误差及镗杆径向跳动所引起的加工误差.③孔的加工精度可达IT6-IT7,Ra达0.8μm.
⑺拉刀:
一种加工精度和切削效率都比较高的多齿刀具,广泛应用于大批两量生产中,可加工各种内,外表面.可分为内拉刀和外拉刀.
4、加工特点
钻削特点:
刀具刚性差,排屑困难,切削热不易排出
扩孔特点:
①切削刃不必自外圆延续到中心,避免了横刃及其硬气的不量影响;
②由于ap小,切削窄,易排除;同时排屑槽可作得较小较浅,增加刀具刚度;
③生产率高,导向性较好,切削较平稳;
④扩孔的加工质量比钻孔高。
铰孔特点:
刀具刚性好,导向性好,铰削余量少,切削力小,Vc低,切削热少,即减少了工件的发热和变形,可用于精加工.
另外,钻,扩,铰只能保证孔本身的精度,而不能保证孔间距离的尺寸精度.此时可利用夹具或用镗孔夹来保证
.
任务二:
拟定加工工艺
1、轴承套加工工艺分析
图2-1所示为1轴承套,材料为ZQSn6-6-3,每批数量为400只。
加工时,应根据工件的毛坯材料、结构形状、加工余量、尺寸精度、形状精度和生产纲领,正确选择定位基准、装夹方法和加工工艺过程,以保证达到图样要求。
其主要技术要求为:
Φ34mmjs7外圆对Φ22mmH7孔的径向圆跳动公差为0.01mm;左端面对Φ22mmH7孔的轴线垂直度公差为0.01mm。
由此可见,该零件的内孔和外圆的尺寸精度和位置精度要求均较高,其机械加工工艺过程如下表2-1所示。
图2-1轴承套
该轴承套属于短套,其直径尺寸和轴向尺寸均不大,粗加工可以单件加工,也可以多件加工。
由于单件加工时,每件都要留出工件备装夹的长度,因此原材料浪费较多,所以这里采用多件加工的方法。
表2-1轴承套机械加工工艺过程
工序号
工序名称
工序内容
定位基准
1
备料
棒料,按6件合一下料
2
钻中心孔
1、车端面,钻中心孔
2、掉头,车另一端面,钻中心孔
外圆
3
粗车
车外圆Ø42,长度6.5,车外圆Ø34js7至Ø35,车退刀槽2×0.5,总长40.5,车分割槽Ø20×3,两端倒角C1.5;6件同时加工,尺寸均相同。
中心孔
4
钻
钻Ø22H7孔至Ø20成单件
Ø42外圆
车、铰
1、车端面,总长40至尺寸;
2、车内孔Ø22H7,留0.04~0.06铰削余量;
3、车内槽Ø24×16至尺寸;
4、铰孔Ø22H7至尺寸
Ø42外圆
精车
精车Ø34js7至尺寸
Ø22H7孔心轴
钻
钻径向Ø4油孔
Ø34js7外圆及端面
检验
检验入库
该轴承套的材料为ZQSn6-6-3。
其外圆为IT7级精度,采用精车可以满足要求;内孔的精度也是IT7级,铰孔可以满足要求。
内孔的加工顺序为钻—车孔—铰孔。
任务三:
套筒类零件加工实践
1、套筒类零件的功用及结构特点
套筒类零件是指在回转体零件中的空心薄壁件,是机械加工中常见的一种零件,在各类机器中应用很广,主要起支承或导向作用。
由于功用不同,其形状结构和尺寸有很大的差异,常见的有支承回转轴的各种形式的轴承圈、轴套;夹具上的钻套和导向套;内燃机上的气缸套和液压系统中的液压缸、电液伺服阀的阀套等都属于套类零件。
其大致的结构形式如图2-2所示。
图2-2套筒类件的结构形式
a)、b)滑动轴承c)钻套d)轴承衬套e)气缸套f)液压缸
套筒类零件的结构与尺寸随其用途不同而异,但其结构一般都具有以下特点:
外圆直径d一般小于其长度L,通常L/d<5;内孔与外圆直径之差较小,故壁薄易变形较小;内外圆回转面的同轴度要求较高;结构比较简单。
2、套筒类零件技术要求
套筒类零件的外圆表面多以过盈或过渡配合与机架或箱体孔相配合起支承作用。
内孔主要起导向作用或支承作用,常与运动轴、主轴、活塞、滑阀相配合。
有些套筒的端面或凸缘端面有定位或承受载荷的作用。
套筒类零件虽然形状结构不一,但仍有共同特点和技术要求,根据使用情况可对套筒类零件的外圆与内孔提出如下要求:
1)内孔与外圆的精度要求外圆直径精度通常为IT5~IT7,表面粗糙度Ra为5
~0.63
要求较高的可达0.04
;内孔作为套类零件支承或导向的主要表面,要求内孔尺寸精度一般为IT6~IT7,为保证其耐磨性要求,对表面粗糙度要求较高(Ra=2.5~0.16
)。
有的精密套筒及阀套的内孔尺寸精度要求为IT4~IT5,也有的套筒(如油缸、气缸缸筒)由于与其相配的活塞上有密封圈,故对尺寸精度要求较低,一般为IT8~IT9,但对表面粗糙度要求较高,Ra一般为2.5~1.6
。
2)几何形状精度要求通常将外圆与内孔的几何形状精度控制在直径公差以内即可;对精密轴套有时控制在孔径公差的1/2~1/3,甚至更严。
对较长套筒除圆度有要求以外,还应有孔的圆柱度要求。
为提高耐磨性,有的内孔表面粗糙度要求为Ra1.6~0.1
,有的高达Ra0.025
。
套筒类零件外圆形状精度一般应在外径公差内,表面粗糙度Ra为3.2
~0.4
。
3)位置精度要求位置精度要求主要应根据套类零件在机器中功用和要求而定。
如果内孔的最终加工是在套筒装配(如机座或箱体等)之后进行时,可降低对套筒内、外圆表面的同轴度要求;如果内孔的最终加工是在装配之前进行时,则同轴度要求较高,通常同轴度为0.01~0.06mm。
套筒端面(或凸缘端面)常用来定位或承受载荷,对端面与外圆和内孔轴心线的垂直度要求较高,一般为0.05~0.02mm.。
3、套筒类零件的材料、毛坯及热处理
套筒类零件毛坯材料的选择主要取决于零件的功能要求、结构特点及使用时的工作条件。
套筒类零件一般用钢、铸铁、青铜或黄铜和粉末冶金等材料制成。
有些特殊要求的套类零件可采用双层金属结构或选用优质合金钢,双层金属结构是应用离心铸造法在钢或铸铁轴套的内壁上浇注一层巴氏合金等轴承合金材料,采用这种制造方法虽增加了—些工时,但能节省有色金属,而且又提高了轴承的使用寿命。
套类零件的毛坯制造方式的选择与毛坯结构尺寸、材料、和生产批量的大小等因素有关。
孔径较大(一般直径大于20mm)时,常采用型材(如无缝钢管)、带孔的锻件或铸件;孔径较小(一般小于20mm)时,一般多选择热轧或冷拉棒料,也可采用实心铸件;大批大量生产时,可采用冷挤压、粉末冶金等先进工艺,不仅节约原材料,而且生产率及毛坯质量精度均可提高。
套筒类零件的功能要求和结构特点决定了套筒类零件的热处理方法有渗碳淬火、表面淬火、调质、高温时效及渗氮。
任务四:
深孔的加工
1深孔加工的工艺特点
通常把孔的深度与直径之比(L/D>5)的孔称为深孔。
深径比不大的孔,可用麻花钻在普通钻床,车床上加工;深径比大的孔,必须采用特殊的刀具,设备及加工方法。
深孔加工比一般的孔加工要复杂和困难得多。
深孔加工的工艺主要有以下特点:
(1)深孔加工的刀杆细长,强度和刚性比较差,在加工时容易引偏和振动,因此,在刀头上设置支承导向极为重要。
(2)切屑排除困难。
如果切屑堵塞,则会引起刀具崩刃,甚至折断,因此需采用强制排屑措施。
(3)刀具冷却散热条件差。
切屑液不易注入切屑区,使刀具温度升高,刀具寿命降低,因此,必须采用有效的降温方法。
2深孔的钻削方式
在单件小批生产中,深孔钻削常在卧式车床或转塔车床上用接长的麻花钻加工。
有时工件作两次安装,从两端钻成。
钻削时钻头须多次退出,以排屑和冷却刀具。
采用这用切屑方式,劳动强度大且生产率低。
在大批量生产中,普遍用深孔钻床和使用深孔钻头进行加工。
深孔加工一般采用工件旋转,钻头轴向进送,或钻头与工件同时反向旋转,钻头轴向进送方式进行,这两种方式都不易使深孔的轴线偏斜,尤其后者更为有利,但设备比较复杂。
若工件很大,旋转有困难,则可将工件固定,使钻头旋转并轴向进送。
当旋转轴线与工件轴线有偏斜,则加工后的轴线也将有偏斜。
3冷却和排屑方式
(1)内排屑方式高压切削油由钻杆与工件孔壁间的空隙处压入切削区,然后带着切屑从钻杆中的内孔排出。
这样不会划伤已加工的孔壁,而且钻杆直径可增大,也同时增强了钻杆的扭转刚性和弯曲刚性。
因此可提高进给量,且孔轴线偏移量也小,一般为0.1-0.3mm/m。
采用深孔钻头需配备油压头,深孔钻头装在油压头机构内。
油压头的前端与工件贴合,工件由主轴带动旋转。
足够流量的高压油从油压头中的油管注入,通过钻杆和工件壁间的空隙处压入切削区,起冷却作用,再从钻杆内孔中带着大量切屑排出。
压力和流量过小时,不易使切屑排出,使温度升高,刀具容易磨损。
(2)外排屑方式切削液的流向正好与内排屑方式相反。
4刀具结构特点
(1)刀具的导向性能好,防止加工中引偏。
(2)为了有利于排屑,必须能使切屑成碎裂状或粉状屑,而不是呈带状。
(3)刀具上必须有进出油孔或通道,供流通切削液并排除切屑。
(4)刀具必须有良好的切屑性能,并且在连续切削的条件下,具有较高的耐磨性和红硬性。
加工薄壁套筒类零件应注意些什么?
在加工薄壁套筒类零件时,由于装夹易于变形,影响加工精度,因此在加工中必须注意以下几点。
① 刀具的选择,加工孔的刀具(车孔)刀杆悬伸距比较大,刚性差,容易产生振动,并在径向分力的作用下,容易发生让刀现象,影响加工孔的精度。
因此加工薄壁零件孔时应尽可能增加刀杆的刚性,同时,为了容易排屑,应在车刀前面开有断屑槽或卷屑槽,在合适的刃倾角下控制切屑排出的方向。
② 零件在装夹时,应减小夹紧力对零件变形的影响,通常的做法是在薄壁环处增设一个开口过渡环,减小夹紧误差,提高加工精度。
为了减小夹紧变形,可以使夹紧位置选在刚性较强的部位,或采取轴向夹紧的办法,以减小径向变形,活在零件上制出加强刚性的辅助凸台作为夹紧部位,在加工完成后再切除。
③ 加工较长的套同类零件或深孔时,可以先加工外圆表面,再以外圆定位来加工深孔,加工这类零件时,由于零件较长,所以在装夹加工时,应采取一些特殊的工艺措施,防止孔轴心线偏斜,影响位置精度。
 升级会员
升级会员 