轴类零件的技术条件规范.doc
《轴类零件的技术条件规范.doc》由会员分享,可在线阅读,更多相关《轴类零件的技术条件规范.doc(8页珍藏版)》请在冰豆网上搜索。
镀铬轴设计技术规范
目的:
为了统一镀铬轴的设计和技术要求,特制定本规范
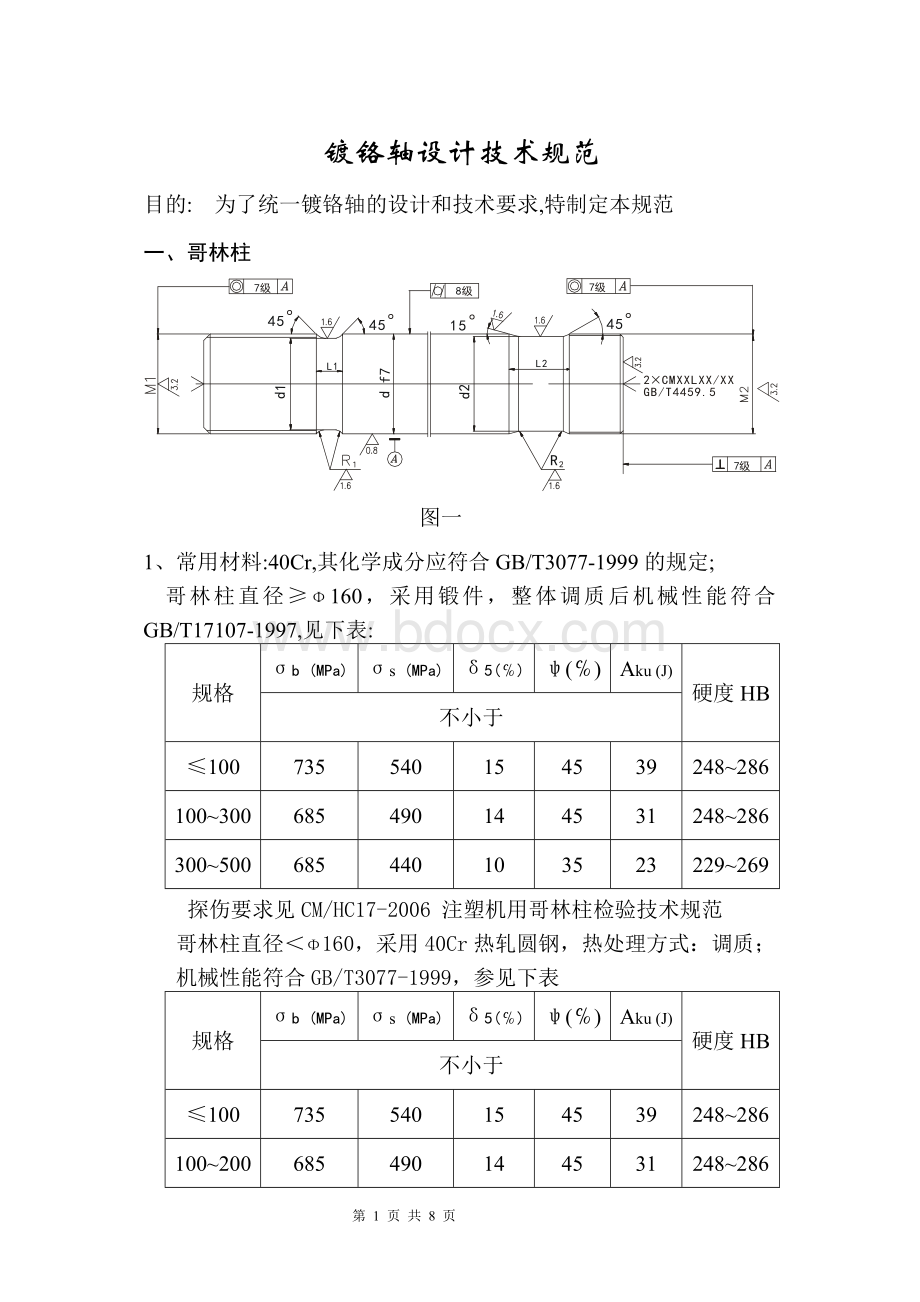
一、哥林柱
图一
1、常用材料:
40Cr,其化学成分应符合GB/T3077-1999的规定;
哥林柱直径≥Φ160,采用锻件,整体调质后机械性能符合GB/T17107-1997,见下表:
规格
σb(MPa)
σs(MPa)
δ5(℅)
ψ(℅)
Aku(J)
硬度HB
不小于
≤100
735
540
15
45
39
248~286
100~300
685
490
14
45
31
248~286
300~500
685
440
10
35
23
229~269
探伤要求见CM/HC17-2006注塑机用哥林柱检验技术规范
哥林柱直径<Φ160,采用40Cr热轧圆钢,热处理方式:
调质;
机械性能符合GB/T3077-1999,参见下表
规格
σb(MPa)
σs(MPa)
δ5(℅)
ψ(℅)
Aku(J)
硬度HB
不小于
≤100
735
540
15
45
39
248~286
100~200
685
490
14
45
31
248~286
2、表面处理镀硬铬厚度:
d<Φ120时为0.03~0.05;
d≥Φ120时为0.05~0.07;
3、杆径d的公差采用f7(镀铬后尺寸),未注表面粗糙度Ra6.3;
4、形位公差见图一规定;
5、两端中心孔标注见图二。
图二
采用C型(带螺纹)的型式
当哥林柱直径d<Φ120时,采用CM10L20/16.3;
当哥林柱直径Φ120≤d<Φ180时采用CM16L30/25.3;
当d>Φ180时,采用CM24L50/38;
标注示例:
GB/T4459.5-CM24L50/38
标注说明:
D=M24,L=50,D2=Φ38;(L为螺纹长度)
6、退刀槽宽度L1参照下表
退刀槽直径mm
≤50
>50~100
>100~200
>200~300
>300
宽度L1mm
20
25
30
50
60
直径d1与直径d和螺距P的关系参照下表
螺距P
4
4.5
5
5.5
6
直径d1
d-6
d-6.5
d-7
d-7.5
d-8
7、卸载槽宽L2约为哥林柱直径的0.9倍,直径d2约为哥林柱直径的0.85~0.9倍。
8、不同截面过渡处的R1、R2值:
建议取过渡处较小直径的0.2倍左右
9、两端倒角应大于或等于1/2螺距
10、两端螺纹(见图三)
图三
(1)普通螺纹M1、M2公差等级采用g6,大径f6,并参照以下标准:
GB/T193《普通螺纹直径与螺距系列》
GB/T196《普通螺纹基本尺寸》
GB/T197《普通螺纹公差与配合》
GB/T197-1981内外螺纹的基本偏差
(2)梯形螺纹Tr1、Tr2参照以下标准:
GB/T5796.1梯形基本牙型尺寸
GB/T5796.2梯形直径和螺距
GB/T5796.3梯形螺距基本尺寸
GB/T5796.4梯形螺纹公差
(3)调模端一般用梯形螺纹;
当d≥Φ125时用梯形螺纹,d<Φ125时用普通螺纹,但与头部螺距不能相等。
螺距P<6时,R1max=0.125,R2max=0.25;
螺距6≤P<14时,R1max=0.25,R2max=0.5;
螺距P≥14时,R1max=0.5,R2max=1
11、调模端螺纹与调模丝母径向配合间隙
锁模力范围
径向间隙
锁模力≤260T
0.35~0.45
260T<锁模力≤600T
0.45~0.55
600T<锁模力≤1250T
0.60~0.70
1250T<锁模力≤1800T
0.70~0.80
1800T<锁模力≤2800T
0.80~0.90
12、哥林柱两端螺纹加工后要求去掉不完整牙形。
二、活塞杆
见CM/HC1-2006唧筒组件设计规范
三、导杆
1、射台导杆(见图四):
图四
a、材料为45;其化学成分及机械性能符合GB/T699-1999;
热处理方式:
调质HB225-255;
45热轧圆钢的机械性能参见下表
规格
σb(MPa)
σs(MPa)
δ5(%)
ψ(%)
硬度HB
不小于
≤100
630
370
17
40
225-255
100~200
590
345
18
35
225-255
b、df7为镀硬铬后尺寸,镀硬铬厚0.03~0.05;
c、未注表面粗糙度Ra6.3;
d、两端倒角值:
d<Φ100取2x20°,d≥Φ100取3x20°。
2、十字头导杆(见图五)
图五
a、材料为40Cr;
热处理方式:
40Cr调质HB246~286;
40Cr热轧圆钢,机械性能符合GB/T3077-1999参见下表
规格
σb(MPa)
σs(MPa)
δ5(℅)
ψ(℅)
Aku(J)
硬度HB
不小于
≤100
735
540
15
45
39
248~286
100~300
685
490
14
45
31
248~286
b、dg6为镀硬铬后尺寸,镀硬铬厚0.03~0.05;
c、未注表面粗糙度为Ra6.3
d、两端倒角:
d<Φ100取2x20°,d≥Φ100取3x20°。
3、顶针板导杆(见图六)
图六
a、材料为45#,其化学成分及机械性能符合GB/T699-1999;
热处理方式:
调质HB225~255;
45热轧圆钢的机械性能参见下表
取样部位(纵向)
规格
σb(MPa)
σs(MPa)
δ5(%)
ψ(%)
硬度HB
不小于
中心
≤50
835
525
23.5
61
225-255
中心
50~100
745
4250
25
62.5
225-255
1/3半径
100~150
600~720
360
17
——
225-255
b、df7为镀硬铬后尺寸,镀硬铬厚度0.03~0.05;
c、未注表面粗糙度为Ra6.3
d、两端倒角:
d<Ø100取2x20°,d≥Ø100取3x20°。
f、一般情况下,L1、L2、L3的取值参照下表(L3的取值见GB/T4388)
直径d(mm)
L1(mm)
L2(mm)
L3(mm)
30
20~45
16
24
35
20~45
16
29
40
20~45
20
34
50
约50
25
46
4、顶针唧筒座拉杆(见图七)
图七
唧筒座拉杆既要固定顶针唧筒,又要起顶针板导杆的作用
a、材料为45,其化学成分及机械性能符合GB/T699-1999
热处理方式:
调质HB225~255;
45热轧圆钢的机械性能参见下表
取样部位(纵向)
规格
σb(MPa)
σs(MPa)
δ5(%)
ψ(%)
硬度HB
不小于
中心
≤50
835
525
23.5
61
225-255
中心
50~100
745
4250
25
62.5
225-255
1/3半径
100~150
600~720
360
17
——
225-255
b、df7为镀硬铬后的尺寸,镀硬铬厚度0.03~0.05。
c、未注表面粗糙度为Ra6.3。
d、各退刀槽宽度尺寸取螺距的2倍,R1、R2的值取0.5个螺距。
e、两端倒角应大于或等于1/2螺距。
f、一般情况下,L1、L2、L3的取值参照下表(L3的取值见GB/T4388)
直径d(mm)
L1(mm)
L2(mm)
L3(mm)
30
20~45
16
24
35
20~45
16
29
40
20~45
20
34
50
约50
25
46
四、顶针杆(见图八)
图八
a、材料为45,其化学成分及机械性能符合GB/T699-1999;
热处理方式:
调质HB225-255
45热轧圆钢的机械性能参见下表
规格
σb(MPa)
σs(MPa)
δ5(%)
ψ(%)
硬度HB
不小于
≤100
630
370
17
40
225-255
100~150
590
345
18
35
225-255
b、df7为镀硬铬后尺寸,镀硬铬厚0.03~0.05;
c、未注表面粗糙度为Ra6.3;
d、M2按顶针活塞杆的直径取值;M1按实际情况取值,一般取M16。
一般情况下,L1、L2、L3的取值参照下表(L3的取值见GB/T4388)
直径d(mm)
L1(mm)
L2(mm)
L3(mm)
M1
30
20~45
16
24
M16
35
20~45
16
29
M16
40
20~45
20
34
M16
50
约50
25
46
M16
e、端面垂直度:
750T以下机型为0.02;
750T及以上机型为0.03。
f、倒角C1.5。
注:
镀铬仅限加铜套的主顶针杆(即为单油缸的顶针),副顶针杆为镀白锌。
说明:
1、所有镀铬轴外圆标准尺寸都为镀硬铬后尺寸。
2、镀硬铬后表面硬度HV800~1000。
五、本技术规范由东华工程中心起草。
六、引用标准:
GB/T145-2001《C型中心孔》
GB/T196《普通螺纹基本尺寸》
GB/T197《普通螺纹公差与配合》
GB/T197-1981《内外螺纹的基本偏差》
GB/T5796.1《梯形基本牙型尺寸》
GB/T5796.2《梯形直径和螺距》
GB/T5796.3《梯形螺距基本尺寸》
GB/T5796.4《梯形螺纹公差》
GB/T17017-1997《锻件用结构钢牌号和力学性能》
GB/T3077-1999《合金结构钢》
GB/T699-1999《优质碳素结构钢》
GB/T228-2002《金属材料室温拉伸试验方法》
GB/6397-86《拉伸试验试样》
第8页共8页
 升级会员
升级会员 