测量中心模具检测规范.docx
《测量中心模具检测规范.docx》由会员分享,可在线阅读,更多相关《测量中心模具检测规范.docx(16页珍藏版)》请在冰豆网上搜索。
测量中心模具检测规范
1.详细测量标准及要求
1.1来料检验
1.1.1模坯来料检验内容及方法
(1)外观检验:
目视检验模坯外观是否有生锈、划伤、刀痕、表面粗糙等缺陷.
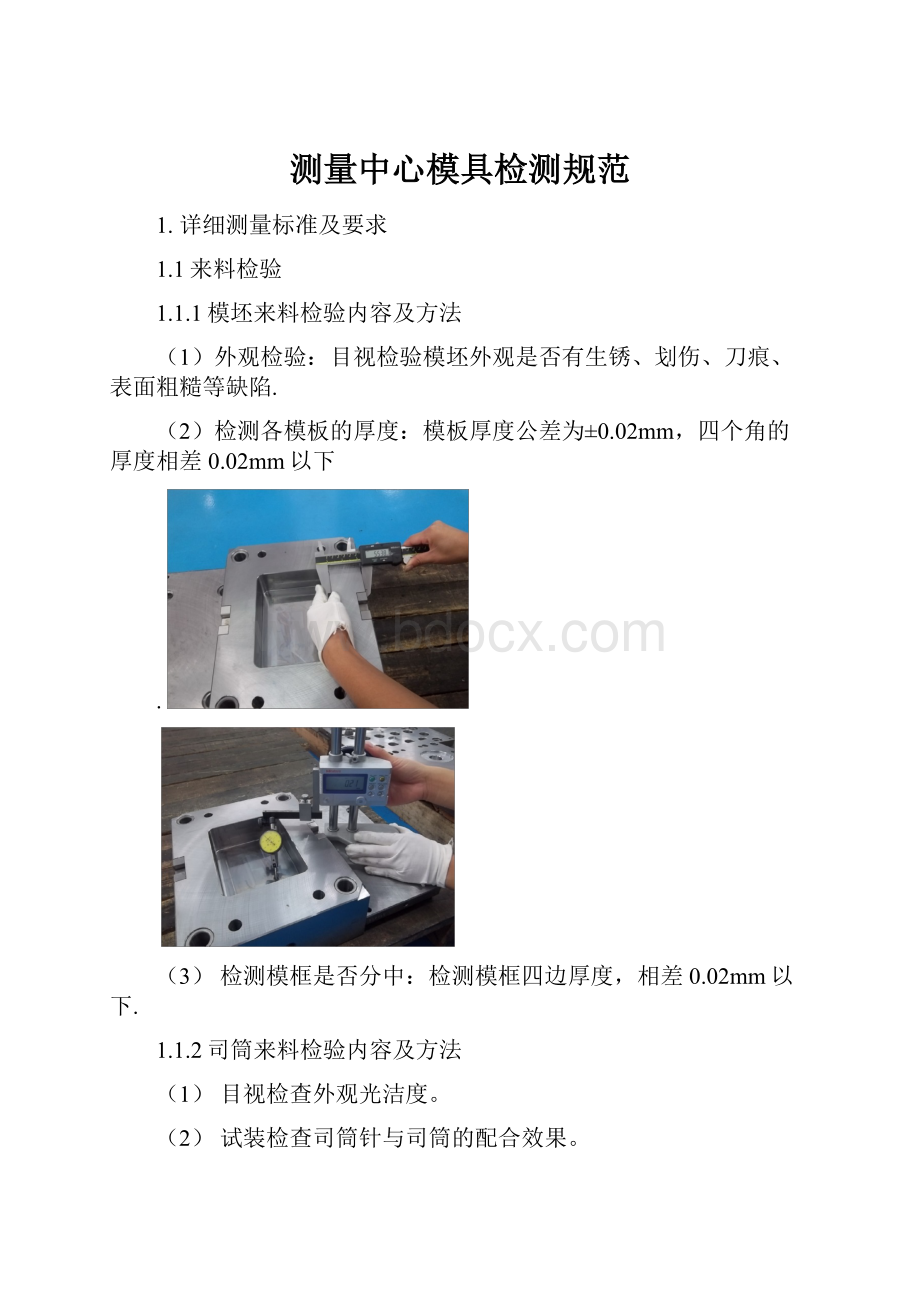
(2)检测各模板的厚度:
模板厚度公差为±0.02mm,四个角的厚度相差0.02mm以下
.
(3)检测模框是否分中:
检测模框四边厚度,相差0.02mm以下.
1.1.2司筒来料检验内容及方法
(1)目视检查外观光洁度。
(2)试装检查司筒针与司筒的配合效果。
(3)检测司筒针及司筒的直径与长度。
(4)检测司筒的同心度,未注公差为∮0.02mm。
(5)按图检查司筒内孔的避空长度
1.1.3精加工钢材来料检验内容及方法
(1)检查钢料是否做有明确标识(仓管员收货验收检查)。
(2)精料尺寸公差为+0.2mm。
(3)毛料尺寸公差为+1mm
(4)平行度及垂直度0.02mm以下。
(5)外观不可有划伤、打痕、生锈、钝角等缺陷。
(6)硬度按指定钢材的硬度标准进行检测与判定。
1.1.4热处理来料检验内容及方法
(1)检测材料硬度,并按标准硬度要求进行判定。
(2)注意多测几个位置,以确认材料硬度是否均匀。
2.过程检验
2.1铣床加工检验
(1)铣床开框,检测模框大小、深度及中心位置。
(2)运水,检查运水孔大小,公差±0.2mm;检查运水孔位置,公差±0.5mm。
(3)螺丝孔,检查螺丝孔大小,公差±0.2mm;检查螺丝孔位置,公差±0.2mm;按图纸检查螺丝孔深度,再用螺丝试配检验。
(4)顶针避空孔,检查避空孔直径,避空0.5mm,公差±0.2mm;检查避空孔位置,公差±0.2mm。
(5)斜导柱孔,孔大小公差±0.2mm;孔位置公差±0.2mm;按图纸要求检查孔斜度。
2.2车床加工检验
(1)按图纸要求检测加工部位。
(2)检查外观是否有弹刀现象及刀纹的粗细程度。
2.3磨床加工检验
(1)按图纸要求检测加工部位。
(2)注意磨切烧坏及表面纹路粗糙度。
(3)
磨床送检测工件前确认工艺
(4)磨床送检工件检测前确认
清理碰数面、基准面杂物
每次工件加工前必须确认清楚基准面、碰数面等,并将基准面、碰数面的披锋、突点、杂物等祛除。
⑸工作台确认
平整工作台
每次工件检测前必须确认工作台平整,干净。
⑹工件基准摆整测量⑺工件直角确认
每次工件检测一定要确认是否直角.
2.4线切割检验内容及方法
(1)确认加工部位与图纸是否相符。
(2)检测加工部位尺寸,慢走丝、中走丝按图纸公差进行检测;要注意线割纹过粗。
(4)EDW送检测工件前确认工艺
每件工件检测前都要必须第一时间确认工艺卡要求加工内容,合对3D图档,对工艺卡要求加工内容进行检测.
⑸工件顶针孔确认
每次工件顶针孔都要用针规试孔确认
⑹工件镶件孔确认
每次工件镶件孔都要上下打点确认是否加工到数.。
2.5CNC加工检验
(1)确认加工部位是否与图纸相符。
(2)目视确认加工表面是否接顺、是否有撞刀现象、表面光洁度是否符合要求。
(3)确认加工部位是否加工到位,加工斜度是否正确。
(4)按图纸要求检测加工部位尺寸。
(5)CNC送检测工件前确认工艺卡
每件工件检测前都要必须第一时间确认工艺卡要求加工内容
⑹送检工件检测前确认
清理碰数面、基准面杂物、油污
⑺工件基准摆整测量
CNC测量时要确定胶位、封胶位、装配、插穿尺寸测量
⑻电极要特别注意表面刀纹、表面粗糙度。
仔细对看3D图档,有没有形状漏加工,外观有明显缺陷时提出
⑼电极要确认预留火花位是否正确,如图纸无要求,粗公单边留火花位-0.25±0.02mm,精公单边留火花位-0.07±0.02mm。
●
2.6火花机加工检验
(1)目视检查外观,加工部位是否打到火花、各电极加工部位是否接顺、加工表面是否有砂眼、电极是否清角。
(2)检查加工部位深度及长宽方向是否加工到位。
(3)按图纸检查加工部位尺寸,仔细对看3D图档,有没有形状漏加工,外观有明显缺陷
EDM每次加工完后测量必须要确定胶位、封胶位、装配、插穿尺寸测量
(插穿、碰穿面+0.02MM)
X
Y
Z
2.7斜顶加工检验方法
2.7行位加工检验方法
每次加工完后测量必须要确定胶位、封胶位、插穿尺寸测量
(插穿、碰穿面+0.02MM),仔细对看3D图档,有没有形状漏加工,外观有明显缺陷
 升级会员
升级会员 