精校版机泵找正方法.docx
《精校版机泵找正方法.docx》由会员分享,可在线阅读,更多相关《精校版机泵找正方法.docx(37页珍藏版)》请在冰豆网上搜索。
精校版机泵找正方法
(完整word版)机泵找正方法
编辑整理:
尊敬的读者朋友们:
这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整word版)机泵找正方法)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为(完整word版)机泵找正方法的全部内容。
泵找正方法
联轴器的找正是机器安装的重要工作之一。
找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上。
找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难。
各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因。
因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的。
从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
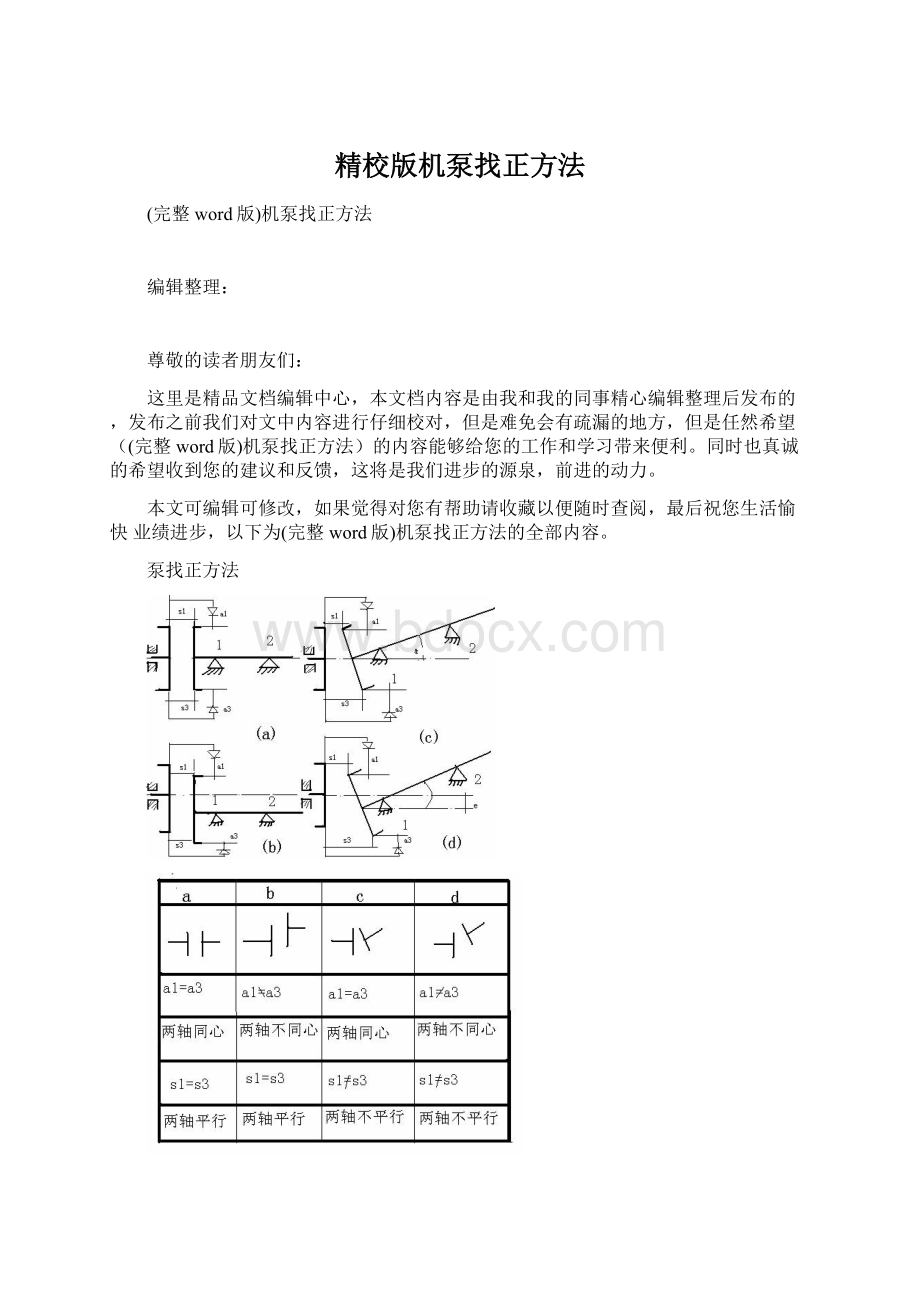
联轴器找正时两轴偏移情况的分析
机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
根据图1所示对主动轴和从动轴相对位置的分析见表1.
图1联轴器找正时可能遇到的四种情况表1联轴器偏移的分析
单表法
它是近年来国外应用日益广泛的一种联轴器找正方法.这种方法只测定联轴器轮毂外圆的径向读数,不测量端面的轴向读数,测量操作时仅用一个百分表,故称单表法.其安装,测量示意图如图8
此种方法用一块百分表就能判断两轴的相对位置并可计算出轴向和径向的偏差值.也可以根据百分表上的读数用图解法求得调整量。
用此方法测量时,需要特制一个找正用表架,其尺寸,结构由两半联轴器间的轴向距离及轮毂尺寸大小而定。
表架自身质量要小,并有足够的刚度。
表架及百分表均要求固紧,不允许有松动现象.图8便是两轴端距离较大时找正用表架的结构示意图.
单表测量的操作方法是,在两个半联轴器的轮毂外圆面上各作相隔90°的四等分标志点1a,2a,3a,4a与1b,2b,3b,4b。
先在“B”联轴器上架设百分表,使百分表的触头接触在“A”联轴器的外圆面上的1a点处,然后将表盘对到“0”位,按轴运转方向盘动“B”联轴器,分别测得“A”联轴器上的1a,2a,3a,4a的读数(其中1a=0),为准确可靠可复测几次。
为了避免“A”联轴器外圆面与轴不同心给测量带来误差,可同时盘动“B"与“A”联轴器。
然后再将百分表架设在“A"联轴器上,以同样方法测得“B"联轴器上1b,2b,3b,4b的读数(其中1b=0)。
测出偏差值后,利用上图所示的偏差分析示意图分析方法,可得出“A"与“B”两半联轴器在垂直方向和水平方向两轴空间相对位置的各种情况,如表2,表3所示。
表2垂直方向两轴相对位置分析
表3水平方向两轴相对位置分析
图中假设“B"轴向上平移,使Ob’与Oa'相重合,此时3b=0,而3a的读数则变为3ac,由于3ac=3a+3b(代数和),这时Oa’与Oa’’的垂直距离也就是两轴在垂直方向的偏差值3ac/2。
因此,只要测得3a与3b的数值,可以求得3ac的数值(要注意读数的正负号).水平方向的偏差分析与垂直方向相同。
单表测量时计算调整量的方法
计算前,后两支点的调整量如下图所示。
以“B”轴作基准轴,调整“A"轴时应先测定X,Y,Z之值(图(a)),若以δy与δz分别表示前后支点的调整量,从图(b)可推导出:
⊿Oa’Oa"G∽⊿EO”F
由于GO”=XFO”=YGO’=3ac/2(忽略Oa”Ob’)
所以EF=Y/X×3ac/2
δy=EF+3b/2=Y/X×3ac/2+3b/2-—-——---(1-11)
同理可得
HI=Z/X×3ac/2
δz=HI+3b/2=Z/X×3ac/2+3b/2----—-——-(1—12)
几点说明:
①δy及δz为正值,则要求增加垫片厚度;若为负值,则减少垫片厚度.
②上式为垂直方向调整的计算。
若水平方向计算调整量可用同样原理,只是调整量为支点的左右移动量,而不需增减垫片厚。
③上述方法是将两轴中心线调成一条直线(冷态联轴器对中),然后根据各转轴支点处的热膨胀量大小撤去相应厚度的垫片,以达到冷态找正的要求。
为此,首先根据3a,3b及3ac的数值判断两轴之间的空间位置,再进行计算.调整工作必须分成两步走:
先将两转轴中心线调成一条直线,再按热膨胀量大小在支点处撤去相应厚度的垫片。
单表测量法在实际操作中可以在两个半联轴器上同时装上百分表架和百分表,一个百分表指在“A”联轴器上,另一个百表指在“B”联轴器上,互相错开180°,两轴同步盘动360°,两个百分表同时记录读数。
可以免去装拆卸百分表架的麻烦,减少发生误差的可能性,加快调整速度。
当水平面内两側读数都不是零时,为方便起见,可在两側读数中分别加上一个相等到的数(包括正或负),使其中一側变为零.这种数学变换对实际偏差没有影响.应该注意的是支脚螺栓孔和螺栓之间的空隙要满足在水平方向上的调整量,否则应调整基准轴,使其它轴的位置作相称应的调整
一、水泵不出水原因分析
进水管和泵体内有空气
(1)水泵启动前未灌满足够水,看上去灌水已从放气孔溢出,但未转动泵轴交空气完全排出,致使少许空气残留进水管或泵体中.
(2)与水泵接触进水管水平段逆水流方向应用0。
5%以上下降坡度,连接水泵进口一端为最高,不要完全水平。
向上翘起,进水管内会存留空气,降低了水管和水泵中真空度,影响吸水。
(3)水泵填料因长期使用已经磨损或填料压过松,造成大量水从填料与泵轴轴套间隙中喷出,其结果是外部空气就从这些间隙进入水泵内部,影响了提水。
(4)进水管因长期潜水下,管壁腐蚀出现孔洞,水泵工作后水面不断下降,当这些孔洞露出水面后,空气就从孔洞进入民进水管。
(5)进水管弯管处出现裂痕,进水管与水泵连接处出现微小间隙,都有可能使空气进入进水管。
二、水泵转速低
(1)人为因素。
有部分用户因原配电机损坏,就随意配上另一台电动机带动,结果造成了流量小、扬程低不上水后果。
(2)水泵本身机械故障.叶轮与泵轴紧固螺母松脱或泵轴变形弯曲,造成叶轮多移,直接与泵体磨擦,或轴承损坏,都有可能降低水泵转速.
(3)动力机维修不灵。
电动机因绕组烧毁,而失磁,维修中绕组匝数、线径、接线方法改变,或维修中故障未彻底排除因素也会使水泵转速改变。
三、水泵吸程太大
有些水源较深,有些水源外围势较平坦处,而忽略了水泵容许吸程,产生了吸水少或根本吸不上水结果。
要知道水泵吸水口处能建立真空度是有限度,绝对真空吸程约为10米水柱高,而水泵不可能建立绝对真空。
真空度过大,易使泵内水气化,对水泵工作不利。
各离心泵都有其最大容许吸程,一般3-8。
5米之间.安装水泵时切不可只图方便简单。
四、水流进出水管中阻力损失过大
有些用户测量,蓄水池或水塔到水源水面垂直距离还略小于水泵扬程,但提水量小或提不上水。
其原因常是管道太长、水管弯道多,水流管道中阻力损失过大。
其原因常是管道太长、水管弯道多,水流管道中阻力损失过大。
一般情况下90度弯管比120度弯管阻力大,每一90度弯管扬程损失约0.5-1米,每20米管道阻力可使扬程损失约1米.此外,有部分用户还随意水泵进、出管管径,这些对扬程也有一定影响。
五、其它因素影响
(1)底阀打不开。
通常是水泵搁置时间太长,底阀垫圈被粘死,无垫圈底阀可能会锈死。
(2)底阀滤器网被堵塞;或底阀潜水中污泥层中造成滤网堵塞。
(3)叶轮磨损严重。
叶轮叶片经长期使用而磨损,影响了水泵性能。
(4)闸阀可止回阀有故障或堵塞会造成流量减小抽不上水.
(5)出口管道泄漏也会影响提水量。
六、常用简易设备故障诊断方法
常用简易状态监测方法主要有听诊法、触测法和观察法等。
1、听诊法
设备正常运转时,伴随发生声响总是具有一定音律和节奏.熟悉和掌握这些正常音律和节奏,人听觉功能就能对比出设备是否出现了重、杂、怪、乱异常噪声,判断设备内部出现松动、撞击、不平衡等隐患。
用手锤敲打零件,听其是否发生破裂杂声,可判断有无裂纹产生。
电子听诊器是一种振动加速度传感器。
它将设备振动状况转换成电信号并进行放大,工人用耳机监听运行设备振动声响,以实现对声音定性测量.测量同一测点、不同时期、相同转速、相同工况下信号,并进行对比,来判断设备是否存故障.当耳机出现清脆尖细噪声时,说明振动频率较高,一般是尺寸相对较小、强度相对较高零件发生局部缺陷或微小裂纹。
当耳机传出混浊低沉噪声时,说明振动频率较低,一般是尺寸相对较大、强度相对较低零件发生较大裂纹或缺陷.当耳机传出噪声比平时增强时,说明故障正发展,声音越大,故障越严重。
当耳机传出噪声是杂乱无规律间歇出现时,说明有零件或部件发生了松动。
2、触测法
用人手触觉可以监测设备温度、振动及间隙变化情况.
人手上神经纤维对温度比较敏感,可以比较准确分辨出80℃以内温度。
当机件温度0℃左右时,手感冰凉,若触摸时间较长会产生刺骨痛感.10℃左右时,手感较凉,但一般能忍受.20℃左右时,手感稍凉,接触时间延长,手感渐温.30℃左右时,手感微温,有舒适感。
40℃左右时,手感较热,有微烫感觉。
50℃左右时,手感较烫,若用掌心按时间较长,会有汗感.60℃左右时,手感很烫,但一般可忍受10s长时间。
70℃左右时,手感烫灼痛,一般只能忍受3s长时间,手触摸处会很快变红。
触摸时,应试触后再细触,以估计机件温升情况。
用手晃动机件可以感觉出0.1mm—0.3mm间隙大小.用手触摸机件可以感觉振动强弱变化和是否产生冲击,以及溜板爬行情况。
用配有表面热电偶探头温度计测量滚动轴承、滑动轴承、主轴箱、电动机等机件表面温度,则具有判断热异常位置迅速、数据准确、触测过程方便特点。
3、观察法
人视觉可以观察设备上机件有无松动、裂纹及其他损伤等;可以检查润滑是否正常,有无干摩擦和跑、冒、滴、漏现象;可以查看油箱沉积物中金属磨粒多少、大小及特点,以判断相关零件磨损情况;可以监测设备运动是否正常,有无异常现象发生;可以观看设备上安装各种反映设备工作状态仪表,了解数据变化情况,可以测量工具和直接观察表面状况,检测产品质量,判断设备工作状况。
把观察各种信息进行综合分析,就能对设备是否存故障、故障部位、故障程度及故障原因作出判断。
仪器,观察从设备润滑油中收集到磨损颗粒,实现磨损状态监测简易方法是磁塞法.它原理是将带有磁性塞头插入润滑油中,收集磨损产生出来铁质磨粒,借助读数显微镜直接用人眼观察磨粒大小、数量和形状特点,判断机械零件表面磨损程度。
用磁塞法可以观察出机械零件磨损后期出现磨粒尺寸较大情况。
观察时,若发现小颗磨粒且数量较少,说明设备运转正常;若发现大颗磨粒,就要引起重视,严密注意设备运转状态;若多次连续发现大颗粒,便是即将出现故障前兆,应立即停机检查,查找故障,进行排除.讲很详细了,这些诊断方法需要较长时期经验累积才能判断准确.
补充一下
听诊可以用改锥尖(或金属棒)对准所要诊断部位,用手握改锥把,放耳细听。
这样作可以滤掉一些杂音。
温度手感判定训练:
用一结点式温度计,测出金属表面50度,60度,70度,80度几种状态,低温时可以用描,考察手能接触时间,不同时间来断定温度。
对较高温度不能手摸时,可以淋
 升级会员
升级会员 