跑步机装配线操作使用.docx
《跑步机装配线操作使用.docx》由会员分享,可在线阅读,更多相关《跑步机装配线操作使用.docx(13页珍藏版)》请在冰豆网上搜索。
跑步机装配线操作使用
跑步机装配线操作使用
(说明书)
一.……………………………………….设备结构图
二.………………………………………..设备概述
三.……………………………………….各部分简述
四.……………………………………….触摸屏画面说明
五.……………………………………….设备的操作与停机
六.……………………………………….特别注意事项
七.……………………………………….设备的维修与维护
一:
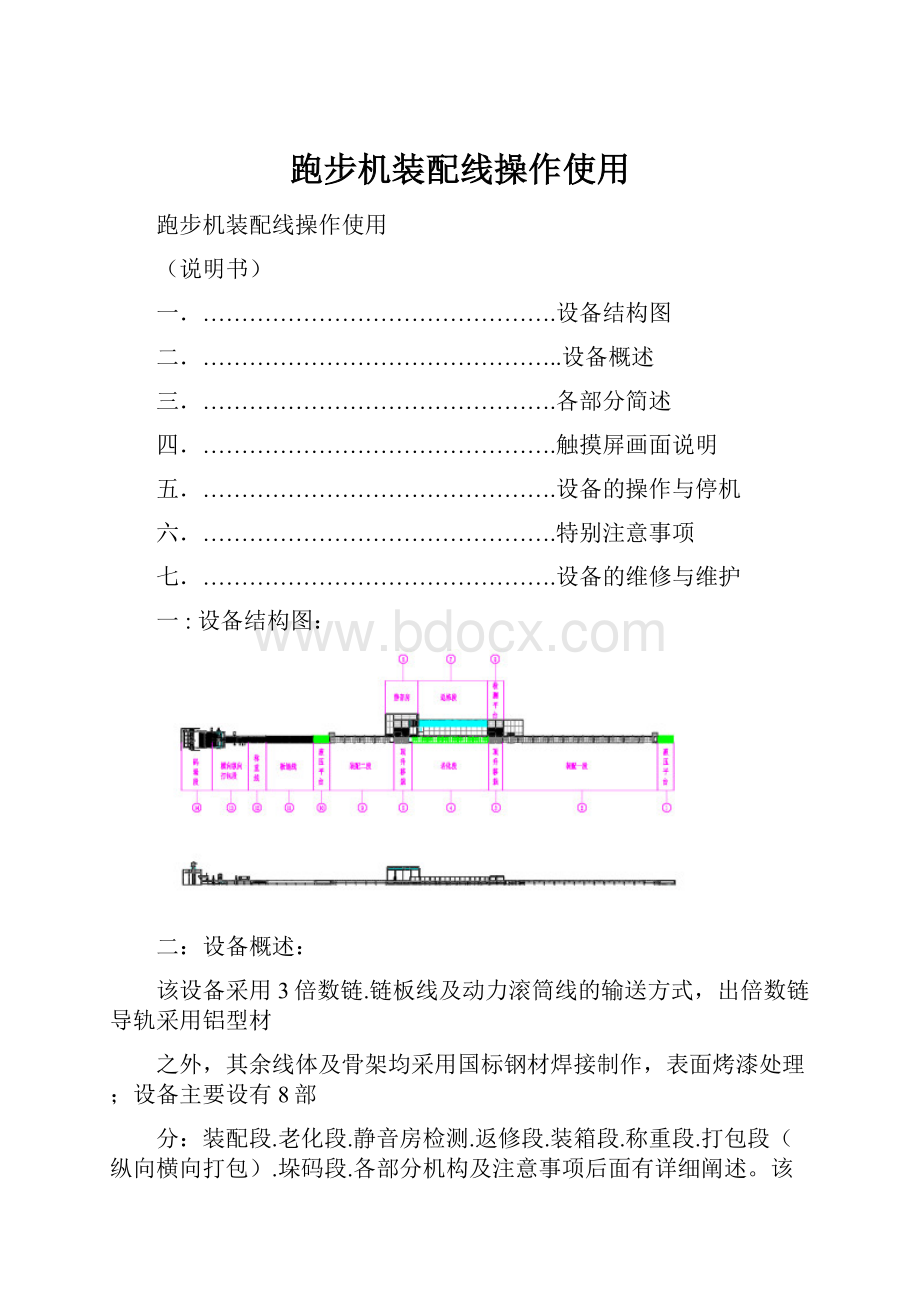
设备结构图:
二:
设备概述:
该设备采用3倍数链.链板线及动力滚筒线的输送方式,出倍数链导轨采用铝型材
之外,其余线体及骨架均采用国标钢材焊接制作,表面烤漆处理;设备主要设有8部
分:
装配段.老化段.静音房检测.返修段.装箱段.称重段.打包段(纵向横向打包).垛码段.各部分机构及注意事项后面有详细阐述。
该设备控制采用西门子PLC作为上位机对各个控制点.各动作运行进行控制:
控制方式分为3种模式:
1全自动模式.2半自动模式.3手动模式,3种模式在下面触摸屏画面讲解种有详细说明。
三:
各部分简述:
1液压平台:
①和⑩都是液压升降平台,采用单项运动方式的液压缸;即电机启动平台就上升.升到位时电机停止;需要下降时电机不会启动,只需给安装在油泵上的电磁阀通电,电磁阀打开,油缸的活塞杆在重力的作用下把缸里的液压油压回油箱以实现下降的目的。
这里要注意的是:
平台在下降的时候由于是靠自身的重力下降的,所以在平台下方不可有障碍物阻碍平台各关节及.导轨.滚筒等。
2装配一段:
装配一段设计10个工位,每个工位设有独立的放行按钮(如下图)按下该按钮,就放行在此工位的工装板。
3顶升移栽:
顶升移栽有2套,分别是结构图中的③和⑤:
其中③是作为调整跑步机用,在这里的平台上设有一组按钮盒(如下图)
由于在移栽机下设有导电轮,为保护人生安全,在此处设有安全门,在员工按下图中的进极按钮时.安全门会自动打开.顶升移栽将线上工装移至调整平台,门在工装板完全移出主线体时会自动关上,反之出极也是一样;在此如产品需要返修只需按下返修按钮,产品将自动送至返修平台,图中的关门和开门按钮在手动状态下才会有效。
注:
在移栽上面没有工装板时严禁员工打开安全门进入移栽机上。
⑤是静音房用的,在静音房也安装一组按钮盒,(如下图):
这里按钮盒与上面的是一样的功能,只是这里是控制静音房的门。
4老化段:
老化段可容纳5X工装板在上面同时老化,特别要注意的是在老化段我们设有透明护栏,这里严禁非专业人员进入,由于护栏是采用玻璃制作
的,请不要碰撞护栏,以免玻璃破碎。
5返修线:
在调试和静音房检测后如出现需要返修的产品,均可以通过设在各处的
万向桌送至返修线上,返修线是无动力线,需要人工将工装板推上去,也可通过万向桌将工装板返回到静音房或是调试平台进入主线。
6产品入箱:
产品入箱是通过安装在板链线上方的可移动电动葫芦来实现的,需要人工手动来完成。
7称重线:
称重线会自动显示出产品的重量,在静止时称重有效,称重有过重警报输出,设定好产品的标准重量后,如出现产品实际测的重量超过标准
重量时会发出警报(此时的警报只是提示超重了,不会停止线体的后续工作,线体还是会按设定的程序正常运行)称重的参数设置有专用的说明书,请参照设定各参数。
8打包段:
打包分为横向打包和纵向打包,横向打包是属于测打包方式,需要纸箱
紧靠在打包机上,在这里我们设置了纠正机构,强行将纸箱靠近打包机
横向打包可打1-8道打包带(打包道数可在触摸屏上设定;纠正机构也
可在触摸屏上屏蔽掉);纵向打包是属于低打方式,纵向打包时需要将
纸箱旋转90度,这里我们设计了旋转机构,纵向打包可1-3道,直接在
打包机上就可选择,这里不做说明了。
打包段如下图:
9码垛机:
机图
码垛机有独立的控制程序,在光幕旁边也有独立手动自动操作按钮,码垛是全自
动的,无需人员在码垛时介入,在栈板出口设有光幕,自动或是手动状态下不管是
人还是任何物体靠近光幕都会触发警报,并且会停止所有动作,下面对面板按钮做
详细说明:
按钮面板如下图:
1)复位按钮:
复位按钮有3个功能:
①复位警报:
不管是在手动还是在自动
状态下触发了警报,触发警报码垛机的各个动作将不会再有动作,此时需要
按下复位按钮消除警报方可;②码垛在完成一栈板纸箱后会回到最高处,在
员工拉出栈板重新放入空栈板后,此时要按一下复位按钮,垛码机才会重新
开始工作。
③在手动状态下按住该按钮2-3秒种,此时所有动作将回到原点
2)急停按钮:
在码垛时出现不正常情况下按下该按钮以中断各动作运行,等接
解除警报后方可打开该按钮。
3)手动/自动:
用于手动和自动之间的切换,要注意的是转向自动时必须是各
个动作均在原点位置。
4)上升/下降;托盘左行/托盘右行;档料上/档料下;平移右行/平移左行这几
个按钮是属于手动按钮,在自动状态下无效。
四触摸屏画面说明:
1)主画面(监控画面):
该画面功能有显示运行状态和警报内容.节拍设定和模式选择:
控制分为手动.半自动和全自动模式,选择那个模式只需在触摸屏轻触相对应名称即可,当选择好模式后需按下画面中的操控按钮以启动该模式,模式启动后会显示运行中的红色字样
生产节拍设定,这里的节拍实在自动状态下有效,单位是分钟,就是一个节拍需要
的时间(几分钟一个节拍);屏蔽纠正气缸:
这里的气缸是指横向打包前的纠正气缸(在需要时可屏蔽该气缸,使其不对纸箱进行纠正);复位:
这里的复位是在设备出现动作逻辑混乱时复位所有控制点(主要是码垛机的逻辑混乱);在画面左下角有3个按钮,包装线检修.参数设置和组装线检修,用手轻触这些按钮则进入相应的画面,2个检修画面是对各个动作的监控:
在手动状态下进入该画面,并按下
运行按钮即可对每个动作进行测试,每个动作都有相应的名称;参数设定画面,进入该画面需要密码(这里的密码是123456)非责任人不得进入该画面进行参数修改
在该画面主要设定参数有生产节拍设定.打包道数设定.打包延迟时间设定.打包停顿时间设定.旋转挡板延迟时间设定.码垛的层数和单层高度设定(如下图)
参数设定画面:
注意的是:
在按下参数设定按钮时会提示输入密码并出现密码输入对话框,出现对话框时在点击黄色按钮此时会弹出一个数字输入键盘,输入密码后按确定即可。
(如下图)
检修画面:
注:
要回到监控主画面或是要进入相应画面只需按下左下角相应的按钮即可。
五设备的操作与停机:
1设备操作:
良好的操作习惯能避免许多问题.减少故障率,保证顺畅的生产,具体
操作:
①员工到达各自工位后首先要检查该工位是否有异常现象,比如
输送轨道上是否有障碍物.阻挡器是否有卡头现象.液压平台是否在原
点.导电轨上是否有异物.静音房门是否在原位…...;②确定好后由责
人打开控制柜合上总电源,设置触摸屏的各项参数,选择好模式,点击
启动按钮启动设备(点击启动后设备不会立即启动,会出现5秒的启动
警报声,警报后设备自动启动);此时责任人不能立即走人,要在线体
旁观看线体是否正常启动了,如正常启动了要关好电控门方可离开。
如
发现异常要立即停止线体运行,处理好异常方可重新启动。
2设备停机:
设备停机对该设备非常重要,不能一到下班时间就立马拉下总电源,要
有专门的负责人负责来停机,我们要检测各个动作是否处在运行状态,比如液压升降平台是否升在半途.静音房门是否运行一半.旋转平台上是否还有纸箱…等,我们必须保证单个的动作是完成状态,不要运行一般
就拉闸断电,特别是在旋转平台上不能还有纸箱。
停机也不能直接拉下
总电源开关,首先要按下触摸屏上的停止按钮,等各个动作都停止
运行后才可以关闭总电源。
六特别注意事项:
由于该控制系统和各个控制点及电器元件.各点的信号采集与发出均是由
PLC上位机按一定的逻辑顺序及运算结果所发出的运动指令,并不具有智能的
识别功能:
也就是并不能对触发控制点信号的条件做出身份识别,一旦有非正
常触发到各控制点,那么PLC也会发出动作指令,这样就会打乱后面动作的执行:
因此我们要注意一下几个问题:
1不能在设备运行时去触发各行程开关和光电控制点,这里要特别注意的是板链
线以后的线,也就是称重线到码垛这段,这段是属于全自动的线;设备正常运行时严禁人员靠近线体,更不能用手触碰线体(怕触碰到光电开关)参观需站在警容黄色线外。
2由于打包机在这里会出现卡带和上带不到位的情况(打包带异常)工作人员在
调整打包机时要注意不要触碰到设在旁边的光电开关;更是要注意观察在旋转
平台上是否有纸箱,如果没有可以立即按下急停按钮,如果有就要等到纸箱旋转90度后将旋转平台的控制按钮打至手动(处理好打包机后手动将纸箱送至打
包机上,打完包后手动送至码垛启动位置方可在转向自动)。
3这里我们必须要注意一点就是在旋转台升起并旋转时不能按下急停或是将开关
打至手动,更不能拉闸断电走人,否则会造成逻辑混乱。
4在码垛机前的滚筒线上不能出现2箱纸箱并排前行(如下图这样)如出现2个
纸箱在一起,要手动分开,把旋转台上的开关开至手动状态,手动将纸箱送入
码垛机的自动感应区内(即等到平移推料板下降时,此时滚筒自动运转即可)。
出现这种现象主要是码垛机栈板上的纸箱已经码满了员工没有及时把栈板拖走,
后面的纸箱积压导致的,所以员工要及时把已码好的栈板拖走并及时放上新的
栈板,新栈板一定要放置到位(变形严重和残缺的栈板不能放上区)新栈板放到位,触摸屏的层数会自动清零,重新计数;如果放上的新栈板上已经有纸箱了,那么员工就要注意,此时触摸屏仍然会从零开始计数,所以这种情况下,员工必须要自行判断还需要码几层纸箱,到达数量后要将码垛机打至手动,手动操控各按钮将栈板拖出来,否则会出现超高警报。
5在升降移栽平台上如果没有工装板,严禁员工踩踏移栽滚筒!
七设备的维修与维护:
1设备的维修:
1液压平台不动作或升不到位:
首先我们检查平台的上升条件是否满足,即
各行程开关是否压合.是否损坏.油箱的液压油是否缺油.马达是否启动.油缸油
泵是否曾在泄露现象;并测试检修画面中对应的按钮是否有效;如都没问题请
打开控制柜查看对应的空开是否处在保护中,在检测电机是否损坏。
2升降移栽运行异常:
移栽主要异常有:
不升或升不到位.平移时走歪.移动缓慢:
请检查升降气缸是否正常,电磁阀是否得电.气压是否正常;移栽是由2排动力滚筒带动的,检查电机是否启动.主动轴上链轮键是否脱落,当然我们还是首先去检测启动条件是否满足。
3安全门的异常:
2套安全门均是由电机驱动链条拉动门的开或是关,在开
门和关门都有安装限位开关,如开关失效或损坏会造成门被拉坏,所以要定期检测开关的有效使用状况,发现异常要及时更换;如门不动:
请检查空开.电机是否损坏。
4旋转平台异常:
旋转平台主要会出现升降抖动.升起不旋转,旋转停顿.
旋转不到位等问题:
请检查顶升气缸是否松动.磁环开关是否移位.导柱
导套是否干涉,旋转齿盘是否掉齿.咬合是否正常.码盘及开关位置是否
在合适的位置.顶紧丝是否松动。
5码垛机异常:
码垛机主要异常有不回原点.托盘与滚筒线不在一平面上.
档料版不下行.托盘行走时抖动.重新放入栈板时不启动.不到设定层数时
出现报警显示超高等问题:
码垛机有独立的控制面板,在出现任何问题
时请首先将开关开至手动状态,分别操控各按钮,查看各动作是否正常
运行,如果手动情况下都正常,我们就要检查滚筒线上推料机构的各光
电开关是否有走过头;观察托盘导轨上是否有异物干涉,行走轴承是否损
坏;档料连杆关节有无干涉,拉动链条有无脱落。
总述:
设备出现问题如在机械上的直接就可以判断出,对应修复即可,出现在逻辑控制上的就要认真去分析与判断,遵循单个动作到动作的的思维方式,了解各个单体动作的运行条件与之相关联的执行条件,对应触摸屏上的检修
画面分析问题出现在那个控制点上。
维修师傅需对机械.强电.弱电.二次回路控制电路有一定的基础知识。
2设备的维护:
设备要持久切良好的运行,那维护及保养是一定要做好的,请按照
以下两个方面定期对设备做维护及保养:
1机械方面:
要定期对活动部位的螺栓进行检查,查看螺栓是否松动,安全门是否移位,活动关节是否干涉.每个月必须对各轴承.链条.导杆.滑动导轨.活动关节添加至少一次的润滑剂,每周要清理主线导轨边缘掉落的装配零碎件.残渣;每周需观察倍数链条是否松动,及时调整。
2控制方面:
要定期测试各个行程开关,光电开关的安装位置是否松动,输出是否有效;各电机是否正常运行是否有发热或噪音过大等现象;定期对电控箱内的各个接触器.继电器的触点进行检测,查看触点是否有烧黑的现象.或是否有噪音.抖动。
这里特别注意码垛机的光电的有效使用
和位置是否发生变化。
 升级会员
升级会员 