冲压工艺常用的参数.docx
《冲压工艺常用的参数.docx》由会员分享,可在线阅读,更多相关《冲压工艺常用的参数.docx(41页珍藏版)》请在冰豆网上搜索。
冲压工艺常用的参数
4.1冲压工艺常用的参数
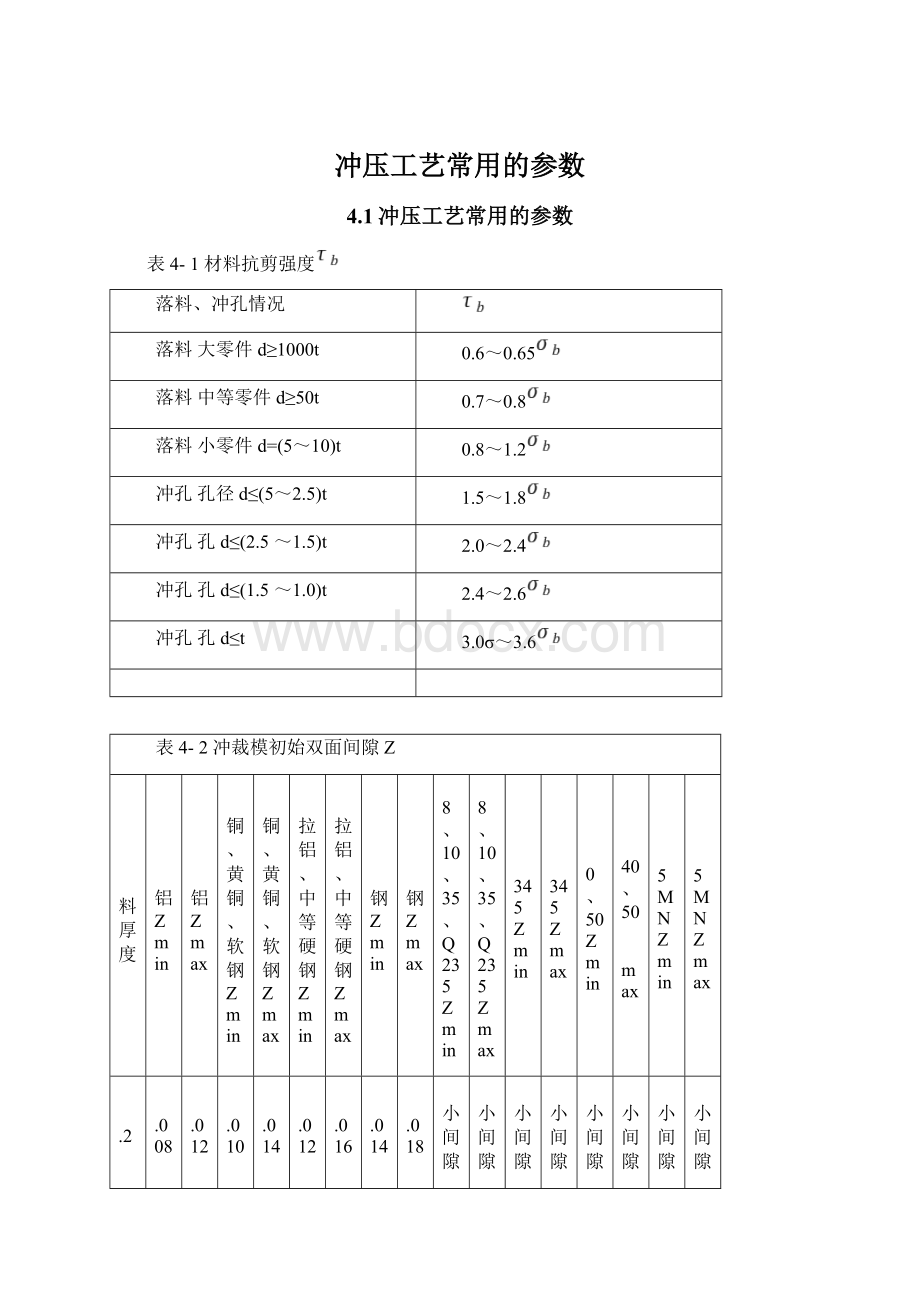
表4-1材料抗剪强度
落料、冲孔情况
落料大零件d≥1000t
0.6~0.65
落料中等零件d≥50t
0.7~0.8
落料小零件d=(5~10)t
0.8~1.2
冲孔孔径d≤(5~2.5)t
1.5~1.8
冲孔孔d≤(2.5~1.5)t
2.0~2.4
冲孔孔d≤(1.5~1.0)t
2.4~2.6
冲孔孔d≤t
3.0σ~3.6
表4-2冲裁模初始双面间隙Z
材料厚度
软铝Zmin
软铝Zmax
纯铜、黄铜、软钢Zmin
纯铜、黄铜、软钢Zmax
杜拉铝、中等硬钢Zmin
杜拉铝、中等硬钢Zmax
硬钢Zmin
硬钢Zmax
08、10、35、Q235Zmin
08、10、35、Q235Zmax
Q345Zmin
Q345Zmax
40、50Zmin
40、50
Zmax
65MNZmin
65MNZmax
0.2
0.008
0.012
0.010
0.014
0.012
0.016
0.014
0.018
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
0.3
0.012
0.018
0.015
0.021
0.018
0.024
0.021
0.027
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
0.4
0.016
0.024
0.020
0.028
0.024
0.032
0.028
0.036
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
极小间隙
0.5
0.020
0.030
0.025
0.035
0.030
0.040
0.035
0.045
0.040
0.060
0.040
0.060
0.040
0.060
0.040
0.060
0.6
0.024
0.036
0.030
0.042
0.036
0.048
0.042
0.054
0.048
0.072
0.048
0.072
0.048
0.072
0.048
0.072
0.7
0.028
0.042
0.035
0.049
0.042
0.056
0.049
0.063
0.064
0.092
0.064
0.092
0.064
0.092
0.064
0.092
0.8
0.032
0.048
0.040
0.056
0.048
0.064
0.056
0.072
0.072
0.104
0.072
0.104
0.072
0.104
0.064
0.092
0.9
0.036
0.054
0.045
0.063
0.054
0.072
0.063
0.081
0.090
0.126
0.090
0.126
0.090
0.126
0.090
0.126
1.0
0.040
0.060
0.050
0.070
0.060
0.080
0.070
0.090
0.100
0.140
0.100
0.140
0.100
0.140
0.090
0.126
1.2
0.050
0.084
0.072
0.096
0.084
0.108
0.096
0.120
0.126
0.180
0.132
0.180
0.132
0.180
1.5
0.075
0.105
0.090
0.120
0.105
0.135
0.120
0.150
0.132
0.240
0.170
0.240
0.170
0.240
1.8
0.090
0.126
0.108
0.144
0.126
0.162
0.144
0.180
2.0
0.100
0.140
0.120
0.160
0.140
0.180
0.160
0.200
0.246
0.360
0.260
0.380
0.260
0.380
2.2
0.132
0.176
0.154
0.198
0.176
0.220
0.198
0.242
2.5
0.150
0.200
0.175
0.225
0.200
0.250
0.225
0.275
0.360
0.500
0.380
0.540
0.380
0.540
2.8
0.168
0.224
0.196
0.252
0.224
0.280
0.252
0.308
3.0
0.180
0.240
0.210
0.270
0.240
0.300
0.270
0.330
0.460
0.640
0.480
0.660
0.480
0.660
3.5
0.245
0.315
0.280
0.350
0.315
0.385
0.350
0.420
0.540
0.740
0.580
0.780
0.580
0.780
4.0
0.280
0.360
0.320
0.400
0.360
0.440
0.400
0.480
0.610
0.880
0.680
0.920
0.680
0.920
4.5
0.315
0.405
0.360
0.450
0.405
0.490
0.450
0.540
0.720
1.000
0.680
0.960
0.680
0.920
5.0
0.350
0.450
0.400
0.500
0.450
0.550
0.500
0.600
6.0
0.480
0.600
0.540
0.660
0.600
0.720
0.660
0.780
1.080
1.440
0.840
1.200
1.140
1.500
7.0
0.560
0.700
0.630
0.770
0.700
0.840
0.770
0.910
8.0
0.720
0.880
0.800
0.960
0.880
1.040
0.960
1.120
1.200
1.680
9.0
0.870
0.990
0.900
1.080
0.990
1.170
1.080
1.260
1.75
0.220
0.320
0.220
0.320
0.220
0.320
2.1
0.260
0.380
0.280
0.400
0.280
0.400
2.75
0.400
0.560
0.420
0.600
0.420
0.600
5.5
0.940
1.280
0.780
1.100
0.980
1.320
10.0
0.900
1.100
1.000
1.200
1.100
1.300
1.200
1.400
6.5
0.940
1.300
表4-3规则形状(圆形、方形)冲裁凸模、凹模的极限偏差
基本尺寸
凸模极限下偏差δp
凸模极限上偏差δp
≤18
-0.020
+0.020
>18~30
-0.020
+0.025
>30~80
-0.020
+0.030
>80~120
-0.025
+0.035
>120~180
-0.030
+0.040
>180~260
-0.030
+0.045
>260~360
-0.035
+0.050
>360~500
-0.040
+0.060
>500
-0.050
+0.070
表4-4金属材料冲裁间隙分类
类别
剪切面特征
塌角高度R
光亮带高度B
断裂带高度F
毛刺高度h
断裂角a
平面度
尺寸精度 (落料件)
尺寸精度 (冲孔件)
模具寿命
冲裁力
卸,推料力
冲裁功
适用场合
Ⅰ
(4%~7%)t
(35%~55%)t
小
一般
4°~7°
稍小
接近凹模尺寸
接近凸模尺寸
较低
较大
较大
较大
冲件断面质量,尺寸精度要求高时,采用小间隙.冲模寿命较短
Ⅱ
(6%~8%)t
(25%~40%)t
中
小
>7°~8°
小
稍小于凹模尺寸
稍大于凸模尺寸
较长
小
最小
小
冲件断面质量,尺寸精度一般要求时,采用中等间隙.因残余应力小,能减少破裂现象,适用于继续塑性变形的工件
Ⅲ
(8%~10%)t
(15%~25%)t
大
一般
>8°~11°
较大
小于凹模尺寸
大于凸模尺寸
最长
最小
小
稍小
冲件断面质量,尺寸精度要求不高时,应优先采用大间隙,以利于提高冲模寿命
表4-5金属材料冲裁间隙值
材料
抗剪强度τb/MPa
Ⅰ类初始间隙(单边间隙)
Ⅱ类初始间隙(单边间隙)
Ⅲ类初始间隙(单边间隙)
低碳钢 08F、10F、10、20、Q235-A
≥210-400
3.0-7.0
>7.0-10.0
>10.0-12.5
中碳钢45 不锈钢1Cr18Ni9Ti、4Cr13 膨胀合金4J29
≥420-560
3.5-8.0
>8.0-11.0
>11.0-15.0
高碳钢 T8A、T10A、65Mn
≥590-930
8.0-12.0
>12.0-15.0
>15.0-18.0
纯铝1060、1050A、1035、1200 铝合金(软态)3A21 黄铜(软态)H26纯铜(软态)T1、T2、T3
≥65-255
2.0-4.0
4.5-6.0
6.5-9.0
黄铜(硬态)H62铅黄铜HPb59-1 纯铜(硬态)T1、T2、T3
≥290-420
3.0-5.0
5.5-8.0
8.5-11.0
铝合金(硬态)2A12锡磷青铜QSn4-4-2.5 铝青铜QAl7铍青铜QBe2
≥225-550
3.5-6.0
7.0-10.0
11.0-13.0
镁合金 MB1、MB8
≥120-180
1.5-2.5
电工硅钢 D21、D31、D41
190
2.5-5.0
>5.0-9.0
表4-6精冲件尺寸公差等级和几何形状公差
料厚/mm
内形IT等
 升级会员
升级会员 