工序卡.docx
《工序卡.docx》由会员分享,可在线阅读,更多相关《工序卡.docx(42页珍藏版)》请在冰豆网上搜索。
工序卡
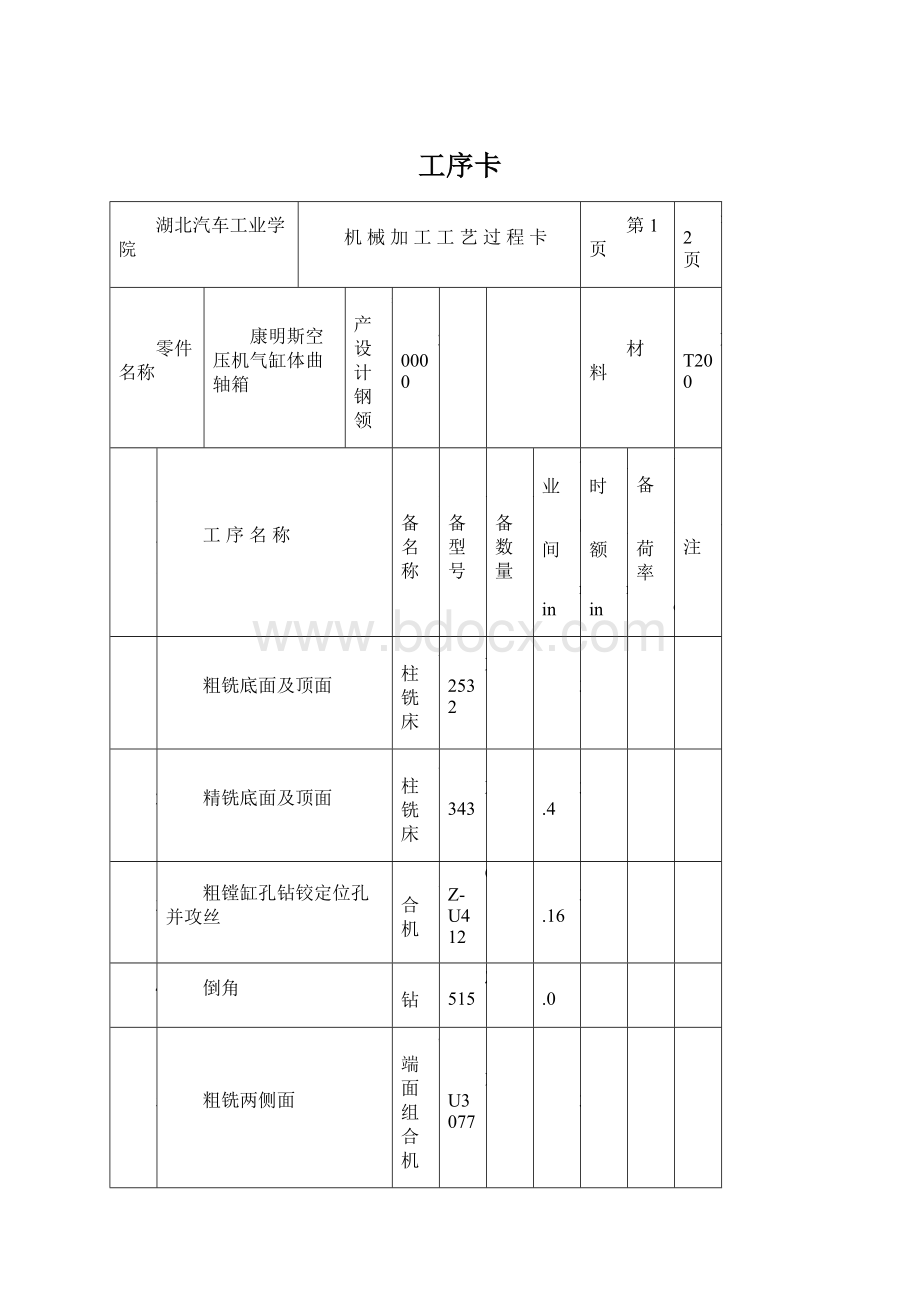
湖北汽车工业学院
机械加工工艺过程卡
第1页
共2页
零件名称
康明斯空压机气缸体曲轴箱
年产设计钢领
20000
材料
HT200
工
序
号
工序名称
设备名称
设备型号
设备数量
作业
时间
min
工时
定额
min
设备
负荷率
%
备注
1
粗铣底面及顶面
双柱铣床
X2532
1
3
2
精铣底面及顶面
双柱铣床
X343
1
3.4
3
粗镗缸孔钻铰定位孔并攻丝
组合机
CZ-U412
1
3.16
4
倒角
台钻
Z515
1
1.0
5
粗铣两侧面
铣端面组合机
DU3077
1
3
6
镗两侧孔钻孔并攻丝
组合机
CZ-U413
1
2.8
7
粗精镗铜套底孔
端面金刚镗床
T740KA
1
1.5
8
钻铆钉孔
台钻
Z4116
1
1.8
9
钻φ4斜孔
台钻
ZQ4116
1
1.8
10
钻孔攻螺纹
立钻
Z5125A
1
3.2
11
压衬套
压床
TJ-42
1
1.5
12
精镗轴承孔、镗缸孔、铣大端面
加工中心
XH754/754-1/RFMH50
1
6.0
13
钻螺纹底孔
立钻
Z525
1
3
14
攻螺纹
立钻
Z5125/1
1
3
15
精铣小端面
立式铣床
X5032B
1
2.5
16
锪止口去毛刺
经济数控钻
ZKJ5140B
1
3.4
17
锪止口
经济数控钻
ZKJ5140B
1
2
18
镗止口、倒角
金刚镗床
T760
1
1.5
湖北汽车工业学院
机械加工工艺过程卡
第2页
共2页
零件名称
康明斯空压机气缸体曲轴箱
年产设计钢领
20000
材料
HT200
工
序
号
工序名称
设备名称
设备型号
设备数量
作业
时间
min
工时
定额
min
设备
负荷率
%
备注
19
珩磨缸孔
珩磨机
Y-250-75
1
3.4
21
钻孔攻丝
立钻
Z5125A
1
3
22
清洗
清洗机
QXLT40-1
1
23
检查
24
入库,转入装配线
班级
姓名
成绩
日期
湖北汽车工业学院
机械加工工序卡
零件名称
康明斯空压机气缸体曲轴箱
切削液
共1页
工序名称
粗铣顶面及底面
工序号
10
第1页
设计
校对
修改
审核
机床夹具名称
铣床夹具
序号
工序内容
设备型号
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/min
切削
深度
mm
切削
长度
mm
基本
时间
min
1
粗铣顶面及底面,保证尺寸:
顶面到底面距离【1】195,
顶面到基准孔参考尺寸【2】136.5
两面表面粗糙度:
【3】Ra6.3,【4】Ra6.3
去尖角毛刺
双柱铣床X2532
φ160×75°端铣刀
卡尺
(0—125;0.02)
630
315
200
3
300
1.5
湖北汽车工业学院
机械加工工序卡
零件名称
康明斯空压机气缸体曲轴箱
切削液
共1页
工序名称
精铣顶面及底面
工序号
20
第1页
设计
校对
修改
审核
机床夹具名称
铣床夹具
序号
工序内容
设备型号
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/min
切削
深度
mm
切削
长度
mm
基本
时间
min
1
精铣顶面及底面,保证尺寸:
顶面到底面距离【1】192.5-191.7,
顶面到基准孔距离【2】135.2-134.8
两面表面粗糙度:
【3】Ra3.2,【4】Ra3.2
两面平面度:
【5】0.05,【6】0.05
去尖角毛刺
双柱铣床X343
φ160×75°端铣刀
卡规
塞尺(0.05)
500(底面)
251
160
2.5
300
2
630(顶面)
300
湖北汽车工业学院
机械加工工序卡
零件名称
康明斯空压机气缸体曲轴箱
切削液
水质切削液
共2页
工序名称
粗镗缸孔钻铰定位孔并攻丝
工序号
30
第1页
设计
校对
修改
审核
机床夹具名称
序号
工序内容
设备型号
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
切削
深度
mm
切削
长度
mm
基本
时间
min
1
粗镗缸孔,保证尺寸
孔径【Ⅱ-1】φ72.8-73,
孔深【Ⅱ-2】95
表面粗糙度【Ⅱ-3】Ra12.5
组合机CZ-U412
YG8L=70镗刀
卡尺
190
43.9
0.11
2
100
1.85
湖北汽车工业学院
机械加工工序卡
零件名称
康明斯空压机气缸体曲轴箱
切削液
水质切削液
共2页
工序名称
粗镗缸孔钻铰定位孔并攻丝
工序号
30续
第2页
设计
校对
修改
审核
机床夹具名称
序号
工序内容
设备型号
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
切削
深度
mm
切削
长度
mm
基本
时间
min
2
钻四个阶梯孔,保证尺寸
【Ⅲ-1】4-φ6.75通,【Ⅲ-6】位置度φ0.25
【Ⅲ-2】沉孔2-φ8.2深10【Ⅲ-3】沉孔2-φ8.5深6
表面粗糙度【Ⅲ-7】Ra6.3
工艺保证四孔位置尺寸:
【Ⅲ-5】75,【Ⅲ-4】75【Ⅲ-5】75,【Ⅲ-4】75
组合机CZ-U412
45BD1-8/24阶梯钻
45BD1-8/25阶梯钻
卡尺
520
13.9
0.11
100
3
铰两定位孔至尺寸【Ⅳ-1】φ8.5-φ8.525深【Ⅳ-2】9
表面粗糙度【Ⅳ-3】Ra1.6
45D1-413硬质合金铰刀
塞规
卡尺
220
5.9
0.11
0.15
9
4
4孔攻螺纹:
【Ⅴ-1】M8-6H,通孔
M8-H2丝锥
螺纹塞规
160
4
1.25
30
湖北汽车工业学院
机械工程系
机械加工工序卡
零件名称
康明斯空压机气缸体曲轴箱
切削液
共1页
工序名称
倒角
工序号
40
第1页
设计
校对
修改
审核
机床夹具名称
序号
工序内容
设备型号
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
切削
深度
mm
切削
长度
mm
基本
时间
min
倒四角,保证尺寸:
【1】1.5×45°
去尖角毛刺
台钻Z515
D20×90°锥面锪钻
卡尺
480
100
0.6
湖北汽车工业学院
机械工程系
机械加工工序卡
零件名称
康明斯空压机气缸体曲轴箱
切削液
共1页
工序名称
粗铣两侧面
工序号
50
第1页
设计
校对
修改
审核
机床夹具名称
铣床夹具
序号
工序内容
设备型号
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
切削
深度
mm
切削
长度
mm
基本
时间
min
粗铣两侧面,保证尺寸:
【1】115.8-116.1,
大端面到中心线距离尺寸:
【2】54.4-54.2
两面表面粗糙度:
【3】、【4】Ra6.3
去尖角毛刺
铣端面组合机DU3077
φ125精切密齿铣刀
卡尺
200
100
200
3
300
1.5
湖北汽车工业学院
机械工程系
工艺附图
零件号
共3页
零件名称
康明斯空压机气缸体曲轴箱
第1页
工序号
60
工序名称
镗两侧孔钻孔攻丝
设计
核对
标准化
审核
朱桂芳
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
日期
签字
湖北汽车工业学院
机械工程系
机械加工工艺卡
零件号
切削液
共2页
零件名称
康明斯空压机气缸体曲轴箱
负荷%
第2页
工序号
60
工序名称
序号
工序内容
设备型号
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/r
切削
深度
mm
切削
长度
mm
基本
时间
min
Ⅰ
左动力头钻螺纹底孔保证尺寸
[Ⅱ-1]4-φ6.75,[Ⅱ-8]深21.7,倒角120°[Ⅱ-10]深3.2,粗糙度Ra12.5位置度[Ⅱ-9]φ0.25;
位置尺寸[Ⅱ-2]69,[Ⅱ-3]83
右动力头扩孔[Ⅱ-6]φ32,[Ⅱ-4]φ50,
[Ⅱ-5]9.6-9.8,[Ⅱ-8]Ra12.5;[Ⅱ-7]135.5-134.95
组合机CZ-U413
6.75×18.5阶梯钻
45D1-370
扩孔复合钻
万能检测
500
11
0.104
40
1.2
180
18
 升级会员
升级会员 