变速器换挡叉工艺工序卡.docx
《变速器换挡叉工艺工序卡.docx》由会员分享,可在线阅读,更多相关《变速器换挡叉工艺工序卡.docx(13页珍藏版)》请在冰豆网上搜索。
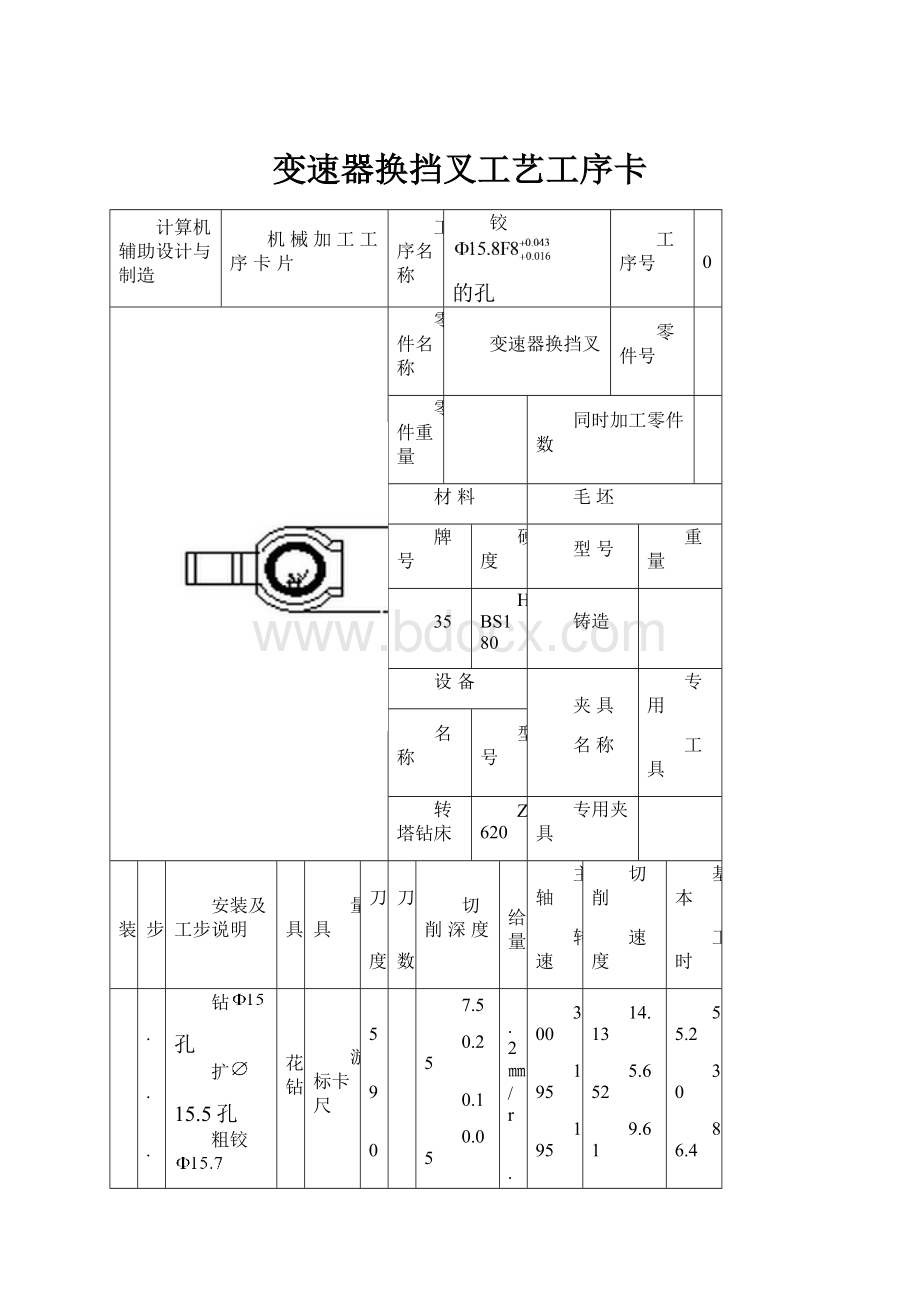
变速器换挡叉工艺工序卡
计算机辅助设计与制造
机械加工工序卡片
工序名称
铰
的孔
工序号
10
零件名称
变速器换挡叉
零件号
1
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
转塔钻床
Z620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1.
2.
3.
4.
钻
孔
扩
15.5孔
粗铰
孔
精铰
孔
麻花钻
扩孔钻
铰刀
游标卡尺
55
49
50
50
1
1
1
1
7.5
0.25
0.1
0.05
0.2㎜/r
0.5mm/r
0.07mm/
r
0.07mm/r
r
300
195
195
195
14.13
5.652
9.61
9.61
55.2
30
86.4
64.2
设计者
孟斌
指导教师
武文革
共10页
第1页
计算机辅助设计与制造
机械加工工序卡片
工序名称
粗铣叉口
两内侧面
工序号
10
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
粗铣叉口
两内侧面
硬质合金立铣刀
游标卡尺
卡板
50
1
2mm
0.15mm
450r/min
56.52m/min
10
设计者
孟斌
指导教师
武文革
共10页
第2页
计算机辅助设计与制造
机械加工工序卡片
工序名称
粗铣16x56两侧面
工序号
30
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
粗铣16x56两侧面
高速钢镶齿三面刃铣刀
游标卡尺
卡板
70
1
2mm
0.08mm/r
165r/min
20.7m/min
20
设计者
孟斌
指导教师
武文革
共10页
第3页
计算机辅助设计与制造
机械加工工序卡片
工序名称
粗铣叉口前后两侧面
工序号
40
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
粗铣叉口前后两侧面
高速钢
镶齿三
面刃
铣刀
游标卡尺
卡板
55
1
2mm
0.08mm/r
165r/min
26.7m/min
60
设计者
孟斌
指导教师
武文革
共10页
第4页
计算机辅助设计与制造
机械加工工序卡片
工序名称
切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面
工序号
50
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1.
2.
3.
4.
切槽
粗铣16.5x14.5面
铣11x9.65
铣16.5x42.9面
切槽刀
高速钢镶齿三面刃铣刀
游标卡尺
卡板
55
25
40
55
2
2
2
2
2
2
2
2
0.15mm/r
0.08mm/r
0.08mm/r
0.05mm/r
190r/min
165r/min
165r/min
165r/min
8.35m/min
20.7m/min
20.7m/min
20.7m/min
24
7
12
18
设计者
孟斌
指导教师
武文革
共10页
第5页
计算机辅助设计与制造
机械加工工序卡片
工序名称
精铣叉口两内侧面
工序号
60
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
精铣叉口两内侧面
高速钢镶齿三面刃铣刀
游标卡尺
卡板
50
1
0.2mm
0.08mm/r
115r/min
14.4m/min
20
设计者
孟斌
指导教师
武文革
共10页
第6页
计算机辅助设计与制造
机械加工工序卡片
工序名称
精铣16x56两侧面
工序号
70
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
精铣16x56两侧面
高速立铣刀
游标卡尺
卡板
70
1mm
0.2mm
0.08mm/r
/r
115r/min
14.4
26
设计者
孟斌
指导教师
武文革
共10页
第7页
计算机辅助设计与制造
机械加工工序卡片
工序名称
精铣叉口前后两侧面
工序号
80
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
精铣叉口前后两侧面
高速钢
镶齿三
面刃
铣刀
游标卡尺
卡板
55
1
0.2mmm
0.08mm/r
29.5r/min
20.8m/min
74
设计者
孟斌
指导教师
武文革
共10页
第8页
计算机辅助设计与制造
机械加工工序卡片
工序名称
精铣16.5x42.9面
工序号
90
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
卧式铣床
X620
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
精铣16.5x42.9面
高速钢
镶齿三
面刃
铣
刀
游标卡尺
卡板
55
1
0.2
0.08mm/r
115r/min
14.4m/s
30
设计者
孟斌
指导教师
武文革
共10页
第9页
计算机辅助设计与制造
机械加工工序卡片
工序名称
攻螺纹M10x1-H7
工序号
100
零件名称
变速器换挡叉
零件号
零件重量
同时加工零件数
1
材料
毛坯
牌号
硬度
型号
重量
35
HBS180
铸造
设备
夹具
名称
专用
工具
名称
型号
钳工台
专用夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
攻螺纹M10x1-H7
M10丝锥
27
1
5
1.25mm/r
190r/s
5.97m/s
86
设计者
孟斌
指导教师
武文革
共10页
第10页
 升级会员
升级会员 