维修电工技师复习资料论述部分.docx
《维修电工技师复习资料论述部分.docx》由会员分享,可在线阅读,更多相关《维修电工技师复习资料论述部分.docx(11页珍藏版)》请在冰豆网上搜索。
维修电工技师复习资料论述部分
论述题
1.试述数控机床日常电气维修项目的内容?
2.试述龙门刨床V5系统常见电气故障的分析方法?
3.液压系统排队电气故障的基本步骤。
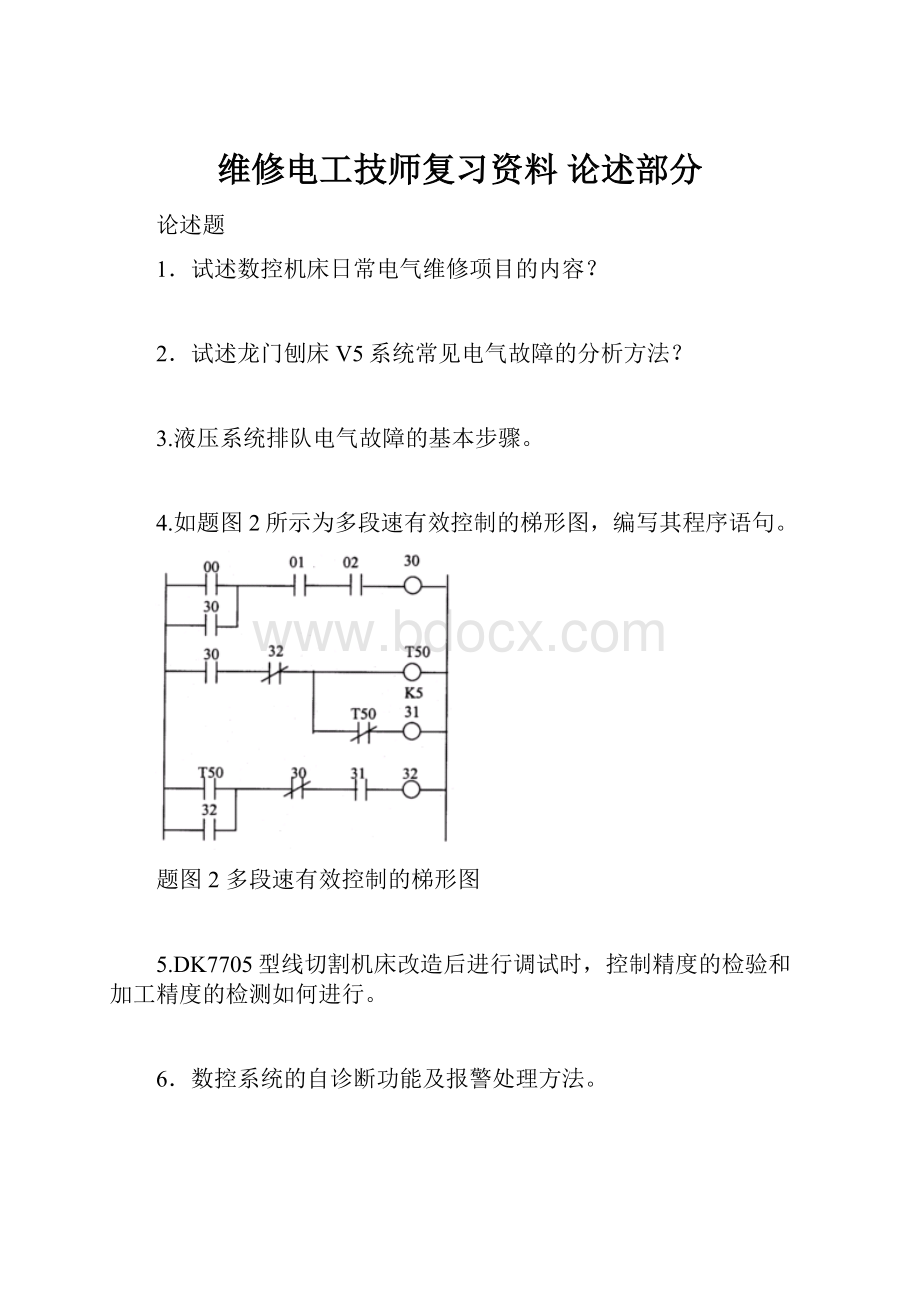
4.如题图2所示为多段速有效控制的梯形图,编写其程序语句。
题图2多段速有效控制的梯形图
5.DK7705型线切割机床改造后进行调试时,控制精度的检验和加工精度的检测如何进行。
6.数控系统的自诊断功能及报警处理方法。
7.如题图6所示:
某装置顺序控制的梯形图,请编写其程序语句。
题图6某装置顺序控制的梯形图
8.编写一张电气设备修理的大修工艺卡。
9.数控机床零件的加工精度差时应从哪几方面分析和解决?
10.继电器一接触器,控制系统设计的基本步骤。
11.要求三台电动机按M1、M2、M3顺序启动,按M3、M2、M1顺序停止,设计出电气控制原理图。
(按钮控制)
12.数控机床零件的加工精度差时应从哪几方面分析和解决?
13.继电器-接触器,控制系统设计的基本步骤。
14.如图所示,双面印制电路板虚线为电路板正机,实线为印制电路板反面,根据图中所示器件名称或参数,绘制出原理图。
论述题答案
1.答:
数控机床日常电气维修项目包含以下内容:
(1)数控系统控制部分的检修日常检修的项目包括:
1)检查各有关的电压值是否在规定的范围内,应按要求调整。
2)检查系统内各电气元件连接是否松动。
3)检查各功能模块的风扇运转是否正常,清除风扇及滤尘网的尘灰。
4)检查伺服放大器和主轴放大器使用的外接式再生放电单元的连接是否可靠,并清除灰尘。
5)检查各功能模块存储器的后备电池电压是否正常,一般应根据厂家要求进行定期更换。
(2)伺服电动机和主轴电动机的检查与保养对于伺服电动机和主轴电动机,应重点检查噪声和温升。
若噪声和温升过大,应查明是轴承等机械问题还是与其相配的放大器的参数设置问题,并采取相应的措施加以解决,还应该检查电动机的冷却风扇运转是否正常并清扫灰尘。
(3)测量反馈元件的检查和保养数控系统采用的测量元件包括编码器、光栅尺、感应同步器、磁尺、旋转变压器等,应根据使用环境定期进行检查和保养,检查检测元件连接是否松动,是否被油液或灰尘污染。
测量反馈元件的重新安装应严格按规定要求进行,否则可能造成新的故障。
(4)电气部分的维护保养电气部分包括电源输入电路、继电器、接触器、控制电路等,可按下列步骤进行检查:
1)检查三相电源电压是否正常。
如果电压超出允许范围,则应采取措施。
2)检查所有电气元件连接是否良好。
3)借助数控系统CRT显示的诊断画面或输入/输出模块上的LED指示灯,检查各类开关是否有效,否则应更换。
4)检查各接触器、继电器工作是否正常,触点是否良好。
可用数控语言编制功能试验程序,通过运行该程序帮助确认各控制部件工作是否完好。
5)检查热继电器、电弧抑制器等保护元件是否有效。
以上的检查应每年进行一次。
另外,还要特别注意电气控制柜的防尘和散热问题。
2.答:
龙门刨床V5系统常见电气故障的分析方法
(1)在处理故障之前,对各部分电气设备的构造、动作原理、调节方法及各部分电气设备之间的联系,应作到全面了解,心中有数。
(2)对于一些故障现象,不能简单地进行处理,应根据这些现象产生的部位,分析产生的原因,经过逐步试验,确定问题之所在,排除故障后再通电试车。
切忌贸然行事,使故障扩大,或造成人身、设备事故。
(3)机床性能方面的故障,大体可分为两大类:
一是设备不能进行规定的动作,或达不到规定的性能指标;二是设备出现了非规定的动作,或出现了不应有的现象。
对于前者,应从原理上分析设备进行规定动作以及达到规定性能指标应满足的条件,检查这些条件是否全部满足,查找没有满足的条件及原因。
对于后者,则应分析产生故障需满足的条件,并检查此时出现了哪些不应有的条件,从而找出误动作的原因。
总之,应从设备动作原理着手分析,首先查找产生故障的大范围,然后逐级检查,从粗到细,直到最终找到故障点,并加以排除。
(4)龙门刨床V5系统是属于模拟量控制系统,由大量的集成电路、晶体管、电阻、电容等电子元器件组成,除了一些明显的故障外,一般像元器件的损坏、性能变差等,从外表是看不出来的。
因此,往往需要根据信号传递的流向,采用带电测量、模拟动作的方法,逐步确定故障区间,根据每级电路的动作原理查找故障电路,最后在故障电路里确定故障点或故障元器件。
3.答
(1)全面了解故障状况 处理故障前应深入现场,向操作人员询问设备出现故障前后的工作状况和异常现象,产生故障的部位,了解过去是否发生过类似情况及处理经过。
(2)现场试车观察,如果设备仍能动作,并且带病动作不会使故障范围扩大,应当启动设备,操作有关控制机构,观察故障现象及各参数状态的变化,与操作人员提供的情况联系起来进行比较,分析。
(3)查阅技术资料 对照本次故障现象,查阅《液压系统工作原理图》以及《电气控制原理图》,弄清液压系统的构成,故障所在的部位及相关部分的工作原理,元件的结构性能,在系统中的作用以及安装位置。
同时,查阅设备技术档案,看过去是否发生过同类或类似现象的故障,是否发生过与本次故障可能相关联的故障,以及处理的情况,以帮助故障判断。
(4)确诊故障 根据工作原理,结合调查了解和自己观察的现象,作出一个初步的故障判断,然后根据这个判断进行一步的检查,试验,肯定或修正这个判断,直至最后将故障确诊。
(5)修理实施阶段 应根据实际情况,本着“先处后内,先调后拆”的原则,制订出修理工作的具体措施和步骤,有条不紊地进行修理。
(6)总结经验 故障排除后,总结有益的经验和方法,找出防止故障发生的改进措施。
(7)记载归档 将本次故障的发生,判断,排除或修理的全过程详细记载后归入设备技术档案备查。
4.答:
语句号 指令 元素
1LD00
2OR30
3AND01
4AND02
5OUT30
6LD30
7ANI 32
8OUTT50
9K5
10ANIT50
11OUT31
12LDT50
13OR32
14ANI30
15AND31
16OUT32
17END
5.答
(1)控制精度的检验控制精度是指机床三个坐标轴在数控系统的控制下,运动所能达到的位置精度,并以此判断加工零件时所能达到的精度,检测工具有光学尺,量块,千分尺等,测量仪器的精度等级必须比被测的精度高1~2个等级,然后依照国家标准GB/T7926-1987《电火花线切割机精度》对机床的定位精度,重复定位精度,失动量等指标进行检测。
(2)加工精度的检测在国家标准GB/T7926-1987《电火花线切割机精度》中也规定了加工精度的标准。
需要强调的是机床的工作环境应符合规定,工件选择热处理变形小,淬透性好的材料(如Cr12,Cr12Mov),仪器及量具均在检定的有效期内,检验者应熟悉量具的使用及标准的含义,改造的系统故障明显减少,稳定性,加工精度,加工效率明显提高,机床的功能比过去更多。
6.答:
(1)开机自检数控系统通电时,系统内部自诊断软件对系统中关键的硬件和控制软件逐一进行检测,一旦检测通不过,就在CRT上显示报警信息,指出故障部位,只有开机自检项目全部正常通过,系统才能进入正常运行准备状态。
开机自检一般可将故障定位倒电路或模块上,有些甚至可定位到芯片上,但在不少情况下只能将故障原因定位在某一范围内,需要通过进一步的检查,判断才能找到故障原因并矛以排除。
(2)实时自诊断数控系统在运行时,随时对系统内部,伺服系统,I/O接口以及数控装置的其他外部装置进行自动测试检查,并显示有关状态信息,若检测有问题,则立即显示报警号及报警内容,并根据故障性质自动决定是否停止动作或停机。
检查时,维修人员可根据报警内容,结合实时显示的NC内部关键标志寄存器及PLC的操作单元状态,进一步对故障进行诊断与排除。
故障排除以后,报警往往不会自动消除,根据不同的报警,需要按“RESET”或“STOR”软键来消除,或者需要电源复位或关机重新启动的方法消除,恢复系统运行。
7.答:
语名号指令元素
1LD00
2OUT100
3LD03
4AND31
5OR32
6ANI33
7AND100
8OUT33
9LD04
10AND32
11ANI34
12AND100
13OUT34
14END
8.答:
一张电气设备修理的大修工艺卡将包括设备名称、型号、制造厂名、出厂年月、使用单位、大修编号、复杂系数、总工时、设备进场日期、技术人员、主修人员、序号、工艺步骤、技术要求、使用仪器、仪表、本工序定额、备注等方面的内容编程表格绘制成卡片。
9.答:
(1)零件的加工精度差,一般是由于安装调整时,各轴之间的进给动态跟踪误差没调好,或由于使用磨损后,机床各轴传动链有变化(如丝杠间隙,螺距误差变化,轴向窜动等),可经重新调整及修改间隙补偿量来解决,当动态跟踪误差过大而报警时,可检查伺服电动机转速是否过高;位置检测元件是否良好;位置反馈电缆接插件是否接触良好;相应的模拟量输出锁存器,增益电位器是否良好;相应原伺机服驱动装置是否正常。
(2)机床运动时超调引起加工精度不良好,可能是加,减速时间太短,可适当延长速度变化时间;也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
(3)两轴联动时的圆度超差。
(A)圆的轴向变形,这种变形可能是机械未调整好造成的轴的定位精度不好,或是丝杠间隙补偿不当,导致过象限时产生圆度误差。
(B)斜椭圆误差(45度方向上的椭圆)这时应首先检查各轴的位置偏差值,如果偏差过大,可调整位置环增益来排除,然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。
10.答:
通常的设计步骤如下:
(1)设计各控制单元环节中拖动电动机的启动,正反移动转,制动、调速、停机的主电路和执行元件的电路。
(2)设计满足各电动机运转功能和与工作状态相对应的控制电路。
(3)连接各单元环节,构成满足整机生产工艺要求,实现加工过程自动、半自动和调整的控制电路。
(4)设计保护连锁、检测、信号和照明等环节的控制电路。
(5)全面检查所设计的电路,特别要注意电气控制系统在工作过程中不会因误动作和突然失电等异常情况发生事故,力求完善整个控制系统的电路。
11.答:
设计的电路图如题下图所示。
12.答:
(1)零件的加T精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有变化(如丝杠间隙,螺距误著变化,轴向窜动等),可经重新调整及修改间隙补偿量来解决.当动态跟踪误差过大而报警时,可检查伺服电动机转速是否过高;位置检测元件是否良好;位置反馈电缆接插件是否接触良好;相应的模拟量输出锁存器,增益电位器是否良好;相应的伺服驱动装置是否正常.
(2)机床运动时超调引起加工精度不良好,可能是加、减速时间太短,可适当延长速度变化时间;也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
(3)两轴联动时的圆度超差.
a.圆的轴向变形.这种变形可能是机械未调整好造成的轴的定位精度不好,或是丝杠间隙补偿不当,导致过象限时产生圆度误差.
b.斜椭圆误著(45度方向上的椭圆)这时应首先检查各轴的位置偏著值.如果偏差过大,可调整位置环增益来排除,然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适.
13.答:
(1)零件的加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有变化(如丝杠间隙,螺距误差变化,轴向窜动等),可经重新调整及修改间隙补偿量来解决,当动态跟踪误差过大而报警时,可检查伺服电动机转速是否过高;位置检测元件是否良好;位置反馈电缆接插件是否接触良好;相应的模拟量输出锁存器,增益电传器是否良好;相应的伺服驱动装置是否止常。
(2)机床运动时超调引起加工精度不良好,可能是加、减速时间太短,可适当延长速度变化时间;也可能是伺服电动机与丝杠之间的连接松动或刚性太差,可适当减小位置环的增益。
(3)两轴联动时的圆度超差.
a.圆的轴向变形,这种变形可能是机械未调整好造成的轴的定位精度不好,或是丝杠间隙补偿不当,导致过象限时产生圆度误差。
b.斜椭圆误差(45度方向上的椭圆)这时应首先检查各轴的位置偏差值,如果偏差过大,可调整位置环增益来排除,然后检查旋转变压器或感应同步器的接曰板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。
14.答:
 升级会员
升级会员 