课程设计CA6140滤油器孔加工机械加工工艺过程卡和工序卡.docx
《课程设计CA6140滤油器孔加工机械加工工艺过程卡和工序卡.docx》由会员分享,可在线阅读,更多相关《课程设计CA6140滤油器孔加工机械加工工艺过程卡和工序卡.docx(31页珍藏版)》请在冰豆网上搜索。
课程设计CA6140滤油器孔加工机械加工工艺过程卡和工序卡
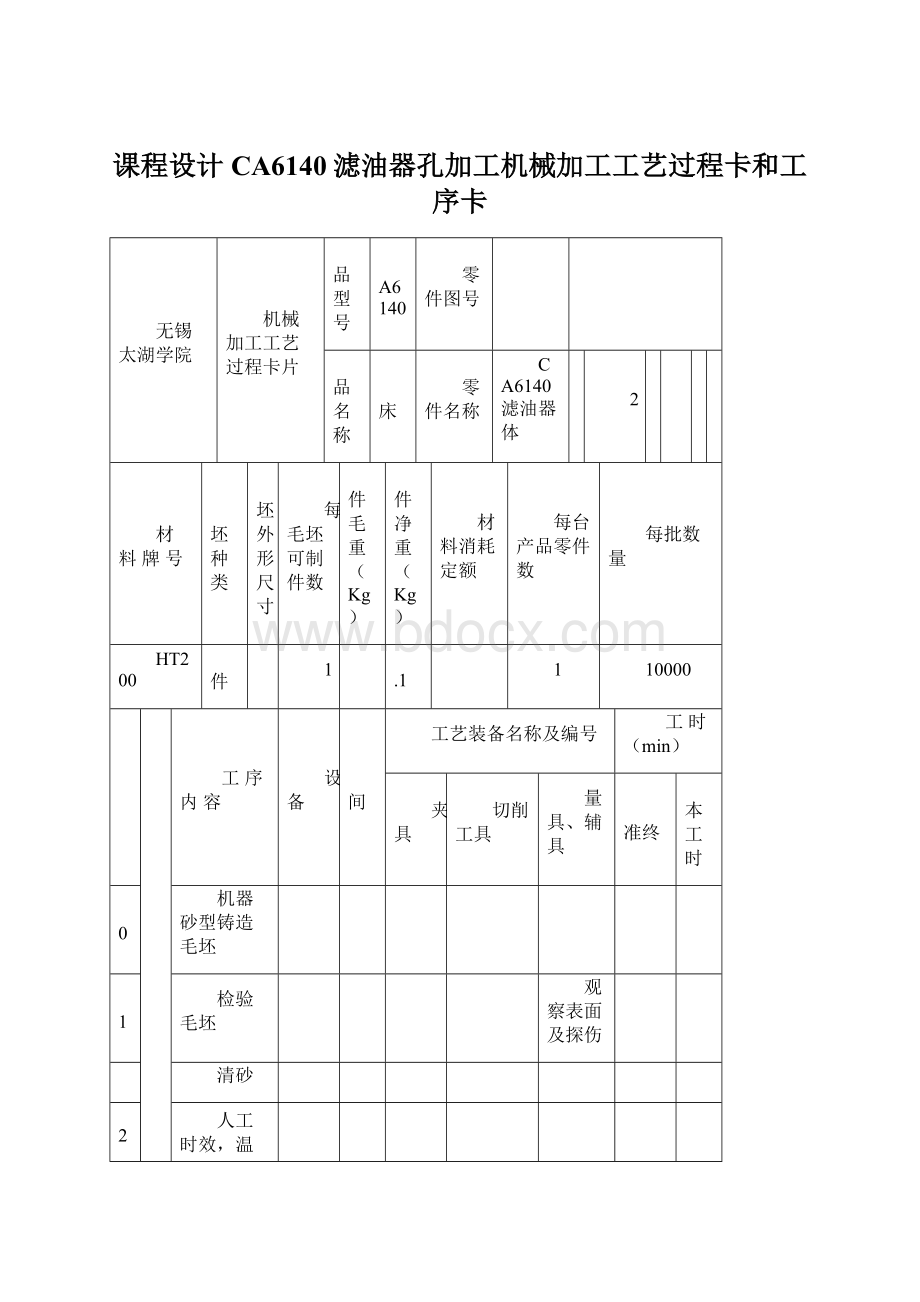
无锡太湖学院
机械加工工艺过程卡片
产品型号
CA6140
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
2
页
第
1
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
HT200
铸件
1
1.1
1
10000
工
序
工序内容
设备
车间
工艺装备名称及编号
工时(min)
夹具
切削工具
量具、辅具
准终
基本工时
00
机器砂型铸造毛坯
01
检验毛坯
观察表面及探伤
清砂
02
人工时效,温度
03
粗车左端面,保长105.3mm
C620-1
三爪自定心卡盘
YG6
端面车刀
游标卡尺
0.3
04
锪
30内孔,保长73.3mm
Z535
专用夹具
YG8平面锪钻
游标卡尺
0.02
粗扩
38内孔,扩内孔至
33.7,保长68.3mm
Z535
专用夹具
YG8扩孔钻
游标卡尺
0.42
05
粗车
48外圆,外圆车至
52.4
C620-1
专用夹具
YG6
外圆车刀
游标卡尺
0.18
切退刀槽3
0.5mm
C620-1
专用夹具
YG6切槽刀
游标卡尺
0.20
06
精扩
38内孔,扩内孔至
38,保长68.3mm
Z535
专用夹具
YG8扩孔钻
游标卡尺
0.55
内孔倒角1
07
精车
48外圆,外圆车至
48.1
C620-1
专用夹具
YG6
外圆车刀
游标卡尺
0.36
08
钻3-
9通孔
Z525
专用夹具
标准麻花钻
游标卡尺
0.08
09
精磨左端面,保长102mm
M7150
专用夹具
SiC砂轮
游标卡尺
0.04
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2014.1
标记
处数
更改文件号
签字
日期
无锡太湖学院
机械加工工艺过程卡片
产品型号
CA6140
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
2
页
第
2
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
零件毛重(Kg)
零件净重(Kg)
材料消耗定额
每台产品零件数
每批数量
HT200
铸件
1
1.1
1
10000
工
序
工序内容
设备
车间
工艺装备名称及编号
工时(min)
夹具
切削工具
量具、辅具
准终
基本工时
10
锪
26沉头孔,加工出与孔轴线垂直的平面即可
Z535
专用夹具
YG8平面锪钻
游标卡尺
钻
11孔,孔深32mm
Z525
专用夹具
高速钢麻花钻
游标卡尺
0.07
扩
16孔,深18mm
Z525
专用夹具
YG8扩孔钻
游标卡尺
0.08
攻螺纹M18
1.5,螺纹深度12mm
Z525
专用夹具
高速钢机动丝锥
螺纹塞规
0.025
11
锪
26沉头孔,加工出与孔轴线垂直的平面即可
Z535
专用夹具
YG8平面锪钻
游标卡尺
钻
11孔,孔深32mm
Z525
专用夹具
高速钢麻花钻
游标卡尺
0.07
扩
16孔,深18mm
Z525
专用夹具
YG8扩孔钻
游标卡尺
0.08
攻螺纹M18
1.5,螺纹深度14mm
Z525
专用夹具
高速钢机动丝锥
螺纹塞规
0.027
12
钳工去毛刺
13
精磨
48外圆
M1432
专用夹具
SiC砂轮
千分尺
0.08
14
检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2014.1
标记
处数
更改文件号
签字
日期
无锡太湖学院
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
15
页
第
1
页
车间
工序号
工序名称
材料牌号
00
机器砂型铸造毛坯
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
机器砂型铸造毛坯
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2014.1
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
无锡太湖学院
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
15
页
第
2
页
车间
工序号
工序名称
材料牌号
01
清砂、毛坯检验
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
清砂
2
按图造型并按二级精度检验
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2014.1
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
无锡太湖学院
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名称
车床
零件名称
CA6140滤油器体
共
15
页
第
3
页
车间
工序号
工序名称
材料牌号
02
热处理
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
人工时效,温度
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
2014.1
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
无锡太湖学院
机械加工工序卡片
产品型号
CA6140车床
零件图号
产品名
 升级会员
升级会员 