弯曲模具设计带全套cad图.docx
《弯曲模具设计带全套cad图.docx》由会员分享,可在线阅读,更多相关《弯曲模具设计带全套cad图.docx(21页珍藏版)》请在冰豆网上搜索。
弯曲模具设计带全套cad图
模具课程设计说明书
——弯曲模课程设计
学校:
学院:
专业:
姓名:
学号:
指导教师:
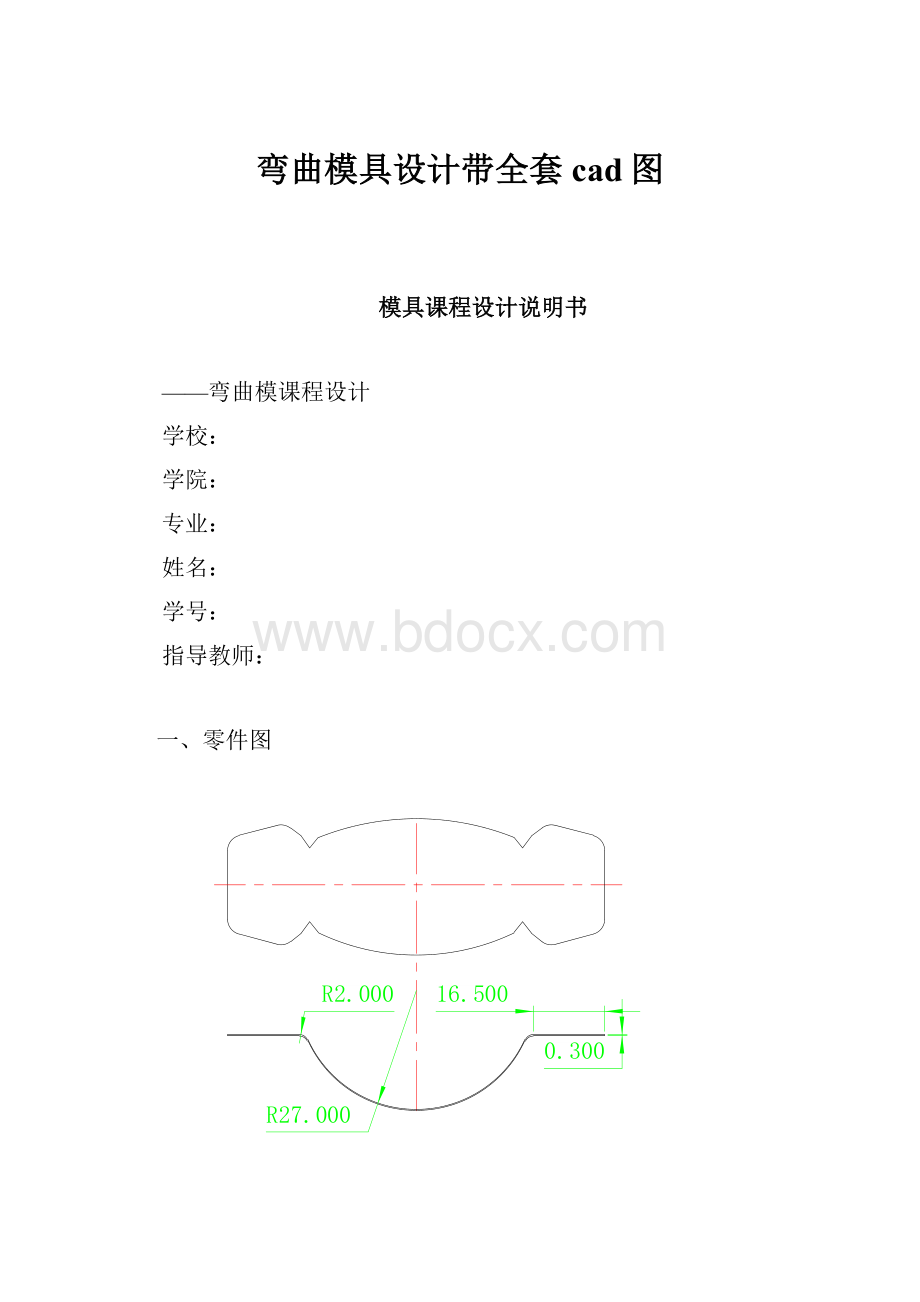
一、零件图
二、工艺设计
1.弯曲工序安排原则
工序安排的原则应有利于坯件在模具中的定位;工人操作安全、方便;生产率高和废品率最低等。
弯曲工艺顺序应遵循的原则为:
①先弯曲外角,后弯曲内角。
②前道工序弯曲变形必须有利于后续工序的可靠定位;并为后续工序的定位做好准备。
③后续工序的弯曲变形不能影响前面工序已成形形状和尺寸精度。
④小型复杂件宜采用工序集中的工艺,大型件宜采用工序分散的工艺。
⑤精度要求高的部位的弯曲宜采用单独工序弯曲,以便模具的调整与修正。
制订工艺方案时应进行多方案比较。
2.形状简单的弯曲件
如V形、U形、Z形件等,可采用一次弯曲成形。
3.弯曲件展开尺寸计算。
(1)中性层位置的确定
弯曲中性层位置并不是在材料厚度的中间位置,其位置与弯曲变形量大小有关,应按下式确定:
P=r+kt
式中P----弯曲中性层的曲率半径;
r----弯曲件内层的弯曲半径;
t----材料厚度;
k----中性层位移系数,板料可有表3-9查得,圆棒料由表3-10查得。
(2)弯曲件展开尺寸计算
计算步骤:
1)将标注尺寸转换成计算尺寸即将工件直线部分与圆弧部分分开标注,
2)计算圆弧部分中性层曲率半径及弧长中性层曲率半径为P=r+kt,则圆弧部分弧长为:
s=Pa
式中a----圆弧对应的中心角,以弧度表示。
3)计算总展开长度
L=L1+L2+S
L=∑L直+∑S弧
4.回弹
弯曲成形是一种塑性变形工艺。
回弹的表现形式:
1)弯曲回弹会使工件的圆角半径增大,即r2>rp,则回弹量可表示为
△r=r2-rp
2)弯曲回弹会使弯曲件的弯曲中心角增大,即a>ap.则回弹量可表示为
△a=a-ap
影响弯曲回弹的因素:
1.材料的力学性能。
2.材料的相对弯曲半径r/t。
3.弯曲制件的形状。
4.模具间隙。
5.校正程度。
弯曲板件时,凸模圆角半径和中心角可按下式计算:
Rp=r/(1+3Asr/Et)
ap=ra/rp
式中r----工件的圆角半径;
Rp----凸模的圆角半径;
a----工件的圆角半径r对弧长的中心角;
ap----凸模的圆角半径rp所对弧长的中心角;
t----毛坯的厚度;
E----弯曲材料的弹性模量;
A----弯曲材料的屈服点
减小回弹的措施:
1)在弯曲件的产品设计时
①弯曲件结构设计时考虑减少回弹,在弯曲部位增加压筋连接带等结构。
②在选材时考虑回弹问题,尽量选择弹性模量E较大的材料。
2)在设计弯曲工艺时
①在弯曲前安排退火工序。
②用校正弯曲代替自由弯曲。
③采用拉弯工艺。
2)在模具结构设计时
1在模具结构设计中作出相应的回弹补偿值。
2集中压力,加大变形压应力成分。
3合理选择模具间隙和凹模直壁的才深度。
4使用弹性凹模或凸模弯曲成形。
5.弯曲模工件部分尺寸计算
(1)凸模圆角半径rp
rp=r≥rmin
(2)凹模圆角半径rd
当t<2时rd=(3~6)t
当t=2~4时rd=(2~3)t
当t>4时rd=2t
6.凹模深度
弯曲U形件凹模的m值
材料厚度t
m
材料厚度t
m
≤1
3
>5~6
10
>1~2
4
>6~7
15
>2~3
5
>7~8
20
>3~4
6
>8~10
25
>4~5
8
弯曲U形件凹模深度L0值
弯曲件边长L
材料厚度t
≤1
>1~2
>2~4
>4~6
>6~10
≤50
15
20
25
30
35
>50~75
20
25
30
35
40
>75~100
25
30
35
40
45
>100~150
30
35
40
50
50
>150~200
40
45
55
65
65
7.凸、凹模间隙
弯曲U形件时凸、凹模单边间隙z一般可按下式计算:
Z=tmax+xt=t+△+xt
式中z----弯曲模凸、凹模单边间隙
t----工件材料厚度
△----工件材料厚度的正偏差,可查附录F得到;
x----间隙系数,可查3-22选取
8.凸、凹模工作部分尺寸与公差
外形尺寸标注的弯曲件:
1)当工件为双向偏差时,凹模尺寸为Ld=(L-0.5△)+δd0
2)当工件为单向偏差时,凹模尺寸为Ld=(L-0.75△)+δd0
凸模尺寸均为:
Lp=(Ld-2z)0-δp
9.弯曲压力的计算
1)自由弯曲的弯曲力计算
U形件弯曲力的计算公式
Fz=0.7KBt
ab/(r+t)
式中Fz----自由弯曲力;
B-----弯曲件的宽度;
t-----弯曲件材料厚度;
r-----弯曲件的圆角半径;
ab-----材料的抗拉强度;
K-----安全系数,一般去K=1.3
2)校正弯曲的弯曲力计算
Fj=qA
式中Fj----校正弯曲力;
q-----单位面积上的校正力,按表3-25选取;
A-----工件被校正部分的投影面积。
弯曲时总的弯曲力为自由弯曲力与校正弯曲力之和,即
F=Fz+Fj
式中F----总弯曲力
校正弯曲时,由于校正弯曲力比自由弯曲力打很多,故Fz可以忽略,而Fj的大小取决于压力机的调整。
3)顶件力或压料力
对于设有顶件装置或压料装置的弯曲模,其顶件力Fd或压料力Fy可近似取自由弯曲力Fz的30%~80%,即
Fd(或Fy)=KFz
式中Fd----顶件力;
Fy----压料力
K----系数,可查表3-26
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
凸模
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成102X62X32mm
锻造车间
冲床
钢尺
2
热处理
退火
热处理车间
3
铣
铣六面
铣床车间
铣床
千分尺
4
钳工
划线、钻、铰孔φ10
钳工车间
钻床、铰刀
台虎钳
高度游标卡尺
5
热处理
淬火、回火、保证HRC60~64
热处理车间
6
磨削
磨各个面
磨床车间
万能磨床
千分尺
7
线切割
线切割加工外形,保证尺寸和粗糙度
线切割车间
线切割
8
钳工
磨各配合面达要求
钳工车间
9
检验
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
凹模
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成104X62X42mm
锻造车间
冲床
钢尺
2
热处理
退火
热处理车间
3
铣
铣六面
铣床车间
铣床
千分尺
4
钳工
划线、钻、铰孔φ10
钳工车间
钻床、铰刀
台虎钳
高度游标卡尺
5
热处理
淬火、回火、保证HRC60~64
热处理车间
6
磨削
磨各个面
磨床车间
万能磨床
千分尺
7
线切割
线切割加工外形,保证尺寸和粗糙度
线切割车间
线切割
8
钳工
磨各配合面达要求
钳工车间
9
检验
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
上模座
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成252X202X33mm
锻造车间
冲床
钢尺
2
热处理
调质
热处理车间
3
铣
铣六面
铣床车间
铣床
千分尺
4
磨削
磨上下两平面
磨削车间
磨床
千分尺
5
铣
铣螺钉孔、导柱配合孔
铣床车间
铣床
内孔百分表
6
检验
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
下模座
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成252X202X33mm
锻造车间
冲床
钢尺
2
热处理
调质
热处理车间
3
铣
铣六面
铣床车间
铣床
千分尺
4
磨削
磨上下两平面
磨削车间
磨床
千分尺
5
铣
铣螺钉孔、导套配合孔
铣床车间
铣床
内孔百分表
6
检验
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
垫板
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成142X102X10mm
锻造车间
冲床
钢尺
2
热处理
调质
热处理车间
3
铣
铣六面
铣床车间
铣床
千分尺
4
磨削
磨上下两平面
磨削车间
磨床
千分尺
5
钻孔
钻φ10φ12孔
钳工车间
钻床
高度百分表
6
检验
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
凸凹模固定板
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成142X102X20mm
锻造车间
冲床
钢尺
2
热处理
调质
热处理车间
3
铣
铣六面
铣床车间
铣床
千分尺
4
磨削
磨上下两平面
磨削车间
磨床
千分尺
5
铣
铣凸凹模配合形腔
铣床车间
铣床
内孔百分表
6
钳工
磨各配合面达要求
钳工车间
7
钻孔
钻φ8、M10螺纹孔
钳工车间
钻床
高度百分表
8
检验
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
定位块
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成47X47X42mm
备料车间
锯床
钢尺
2
热处理
调质
热处理车间
3
铣
铣六面
铣床车间
铣床
千分尺
4
磨削
六面
磨削车间
磨床
千分尺
5
线切割
线切割加工外形,保证尺寸和粗糙度
线切割车间
线切割
5
钻孔
钻M10螺纹孔孔
钳工车间
钻床
高度百分表
6
检验
模具1324
加工工艺卡
产品名称
弯曲模
图号
标准
零件名称
导柱导套
数量
材料种类
材料成分
毛坯尺寸
第页
共页
工序号
工序名称
工序内容
车间
设备
工具
计划时间
操作时间
夹具
工量刃具
1
备料
将毛坯锻成φ25X180、φ30X180
备料车间
锯床
钢尺
2
热处理
调质
热处理车间
3
车
车端面、外圆、内孔、退刀槽
普车车间
普车
千分尺
4
磨削
磨外圆、内孔
磨削车间
磨床
千分尺
5
检验
弯曲模具装配图
 升级会员
升级会员 