仓储货架作业指导书.docx
《仓储货架作业指导书.docx》由会员分享,可在线阅读,更多相关《仓储货架作业指导书.docx(11页珍藏版)》请在冰豆网上搜索。
仓储货架作业指导书
作业指导书汇编
JW-ZY-2015
编制人:
企管部
审核人:
韩光海
审批人:
韩光海
发布时间:
2015年11月8日
实施时间:
2015年11月8日
天津佳维仓储设备制造有限公司
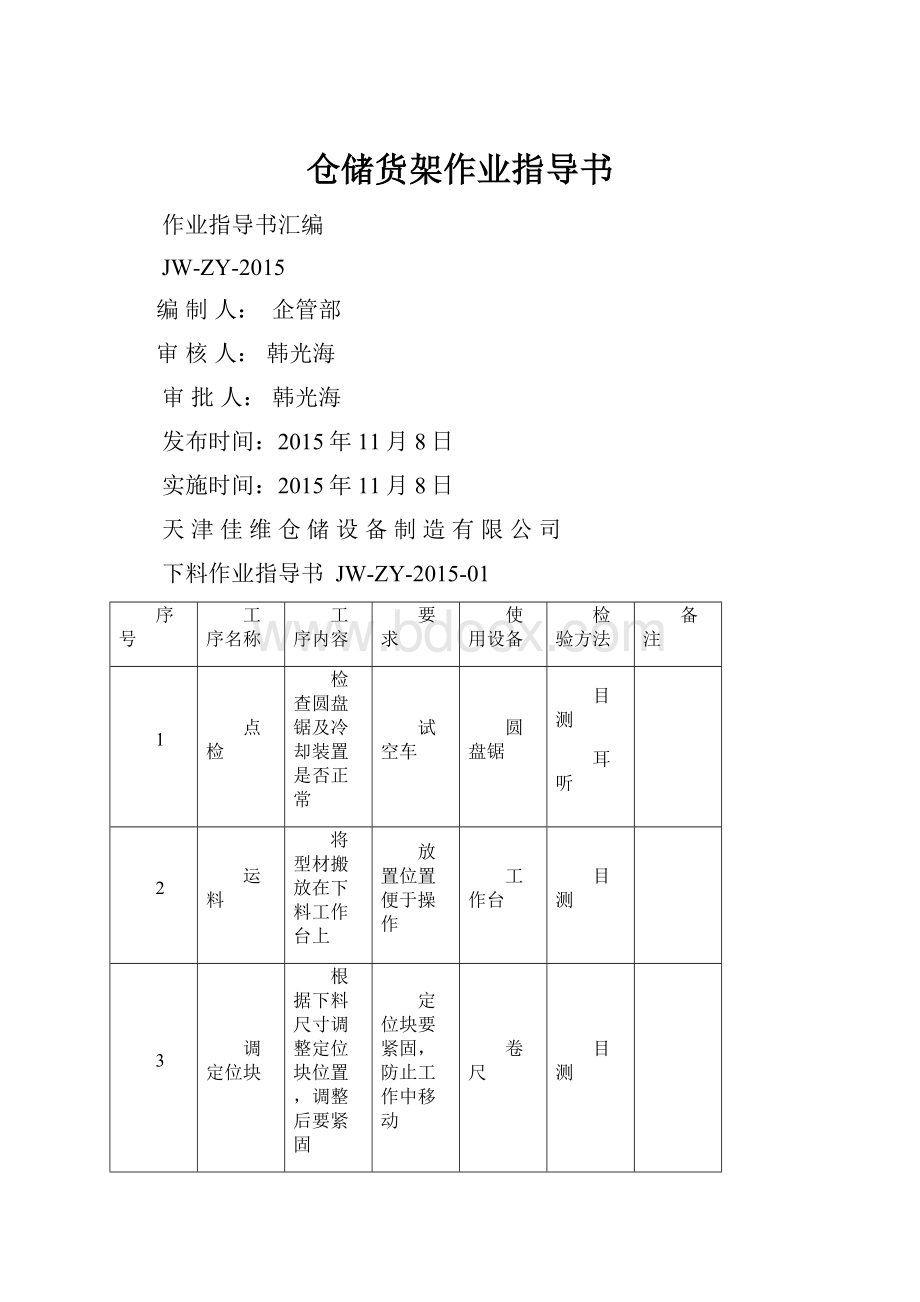
下料作业指导书JW-ZY-2015-01
序号
工序名称
工序内容
要求
使用设备
检验方法
备注
1
点检
检查圆盘锯及冷却装置是否正常
试空车
圆盘锯
目测
耳听
2
运料
将型材搬放在下料工作台上
放置位置便于操作
工作台
目测
3
调定位块
根据下料尺寸调整定位块位置,调整后要紧固
定位块要紧固,防止工作中移动
卷尺
目测
4
锯断
将型材放在圆盘锯紧固钳中,靠紧定位块,夹紧型材,启动开关,下压锯盘,进行切割。
(下料前先锯掉料头)
型材应放平,保证切口断面与平面垂直
圆盘锯
目测
5
检验
首件应检验尺寸、切口等是否符合要求,合格后再进行正式生产。
并且定时自检,发现误差及时调整
长度误差不得超过
mm;断面与水平面垂直度不得超过0.3mm
卷尺
角尺
目测
冲孔作业指导书JW-ZY-2015-02
序号
工序名称
工序内容
要求
使用设备
检验方法
备注
1
点检
检查冲床设备运转是否正常,加注润滑油
试空车
冲床
目测
耳听
2
安装模具
按要求选择合适的冲孔模具,并且调整好位置将其固定
选择适合的模具
做好固定
模具
目测
3
运料
将需冲孔的钢管用专用小车运至冲床旁边便于操作的位置
冲孔前要验证管材尺寸是否正确
专用小车
卷尺
4
冲孔
启动开关,端平钢管,使冲孔面向上进行冲孔。
首件必须进行检验,合格后方可正式生产,生产过程中应定时进行自检,发现误差及时调整
孔位置误差不得超过0.3mm
冲床
卡尺
5
冲压孔形
首先将冲压孔形的模具装好,并且调整好位置将其固定;然后启动开关,端平钢管进行冲压孔形操作。
使孔边向外翻。
孔边需向外翻
冲床
目测
6
检验
首件应检验孔形等是否符合要求
首件检验合格后方可正式生产,生产过程中应定时进行自检,发现误差及时调整
冲压出的孔形应光滑,无明显的拉伤,
/
目测
焊接作业指导书JW-ZY-2015-03
序号
工序名称
工序内容
要求
使用设备
检验方法
备注
1
点检
确定设备各部分连接正确后,闭合焊机处电源供电开关,打开焊机电源开关。
/
焊机
目测
2
选片头/丝堵/封头
根据钢管的截型选择合适型号的片头/丝堵/封头
片头钢管截型配套
/
目测
手试
3
点焊
将片头置于钢管端口处,用磁铁将其固定、调平。
然后用氩弧焊将其点焊
电流要适当
氩弧焊设备
目测
4
加固焊
将已点焊片头的钢管用小车运至焊接工作台便于操作位置,用氩弧焊对其完全焊接。
丝堵和封头焊接与片头焊接相同。
焊缝均匀一致,外表整齐、光滑、无焊瘤、焊渣
氩弧焊设备
目测
5
检验
首件应检验焊缝等是否符合要求,合格后再进行正式生产。
并且定时自检,发现误差及时调整
无裂纹、气孔及未焊透和烧穿等缺陷
/
目测
喷涂作业指导书JW-ZY-2015-04
序号
工序名称
工序内容
要求
使用设备
检验方法
备注
1
打磨
将烘干后的成品放在打磨工作台上,用砂布顺向打磨,发现高点,明显的毛刺可用小锉刀修磨掉,严重的可用角膜机打磨,将打磨完的产品放在指定处。
工作台面铺布垫,以防出现划伤。
打磨后应当滑,无毛刺,无高点,无死角。
工作台
砂布
小锉刀
角膜机
目测
手摸
2
挂件
在打磨完的产品进出水口处拧上专用挂钩
挂钩螺纹至少拧三圈
专用挂钩
目测
3
吹气(清理)
用吹尘枪将挂在挂件上的产品进行吹气清理,清理后摘下产品挂在喷涂输送机上,自动送至喷房,进行喷涂。
清理干净不得存有灰尘及各种污物
吹尘枪
气泵
目测
4
喷涂
首先检查回收装置及喷涂设备是否能正常进行运转。
用喷枪将粉末涂料喷在产品上,在静电作用下将粉末涂料附着在产品上,喷后用木锤敲一下(用力适当)将多余的粉末涂料震动下来。
操作人员戴好面具
喷涂全面
不留死角
喷枪
喷房
回收装置
粉末涂料
目测
序号
工序名称
工序内容
要求
使用设备
检验方法
备注
4
固化
工件喷涂后随输送机自动进入固化炉进行固化
要求固化炉温度185-200℃
固化时间
20-30分钟
固化炉
观察
仪表
5
检验
首件应检验喷涂结果是否符合要求,合格后再进行正式喷涂。
并且定时自检,发现误差及时调整
涂层应牢固、外观应平整、美观、色泽一致
产品涂层的边角线应整齐清晰
/
目测
手摸
折弯作业指导书JW-ZY-2015-05
1)开机前必须排除折弯机周围任何不安全因素,在折弯机各润滑点加注润滑油。
检查紧固螺丝是否将刀模及下模紧固在折弯机上,防止刀、模具的跌落而发生事故,后方可开机。
2)折弯机工作台、车上堆放的产品重量应在工作台、车的承重范围内,不能过载及偏载,防止倒塌而发生安全事故或工用具的损坏。
拿原材料或上一道工序的半成品时,必须检查开料尺寸或上一道工序的半成品是否符合生产要求,不符合要求的或其它质量问题要第一时间找到质检或班长反应情况,经核实解决后方可生产。
3)作业前必须仔细询问师傅怎样定位,材料方向,折弯先后顺序,以及如何安全操作等等,毛刺方向一般应在产品内部,对于正反面都有毛刺的,应遵循毛刺从多原则,对于有反刀折弯的,一定要注意第一刀的折弯方向。
师傅在折弯样品后,必须由质检按图纸确认合格后,员工方可上岗并在师傅的指导下按照样品进行操作,并保留样品。
4)作业员应自检:
小件产品:
开料尺寸小于600*600毫米的,折弯50件应自检一次,大件产品:
开料尺寸大于600*600毫米的,冲制20件应自检一次。
检查项目包括:
a)外形尺寸、上一道工序有无漏冲、折弯时有无卷边、本工序尺寸、角度、外观是否符合样品技术规定要求。
b)折弯表面是否平整光滑,有无明显压痕及缺陷,毛刺方向等。
c)注意观测V型槽中是否有金属杂物,特别是中拉条,防止压坏刀具、V型槽如需清理应停机后用废料将其清除。
d)折弯过程中的不良品应拿出来、不要蒙混过关,应不放过,严禁流入到下一道工序。
对于连续超过3件不良品的,应告知检验员、组长,待查明原因并解决后方可继续生产。
5)检验员每10~25分钟对产品进行巡检,巡检数量不得少于3~5件,在巡检过程中产品质量发生变化情况下,检验员及时通知操作工,并有权停机对产品采取纠正措施。
6)折弯全过程中,操作员身体的任何部位始终不能放入刀具和V型槽之间模,在单次折弯中脚迅速的踩下脚踏开关并离开,不允许将放在开关上,防止误踩而发生安全事故
7)在生产的全过程中,任何物件都必须轻拿轻放,堆放的数量不要过多,防止产品变形,不能因个人的情绪拿
产品或作业工具来发泄。
8)在生产的全过程中,如发觉折弯机有不正常的噪音,应立即停机防止故障扩大化,并告知师傅或组长,待由
专业技术人员检修后方可继续生产。
9)在生产的全过程中,三检(自检、互检、专检)必须到位。
a)自检就作业员对自己所生产的产品,按照图纸、工艺或合同中规定的技术标准自行进行检验,并作出是否合格的判断。
这种检验充分体现了作业员必须对自己生产产品的质量负责。
b)互检就是作业员相互之间进行检验。
互检主要有:
下道工序对上道工序流转过来的产品进行抽检;同一机床、同一工序轮班交接时进行的相互检验;小组质量员或班组长对本小组工人加工出来的产品进行抽检等。
这种检验不仅有利于保证加工质量,防止疏忽大意而造成成批地出现废品,而已有利于搞好班组团结,加强工人之间良好的群体关系。
c)专检就是由专业检验人员进行的检验。
10)加工好的本工序产品应整齐摆放在指定的待检位置并作好标示,由检验员检验合格后送交下一班组,特别是中拉条,一定要区分好,哪些攻过牙,哪些没有攻的,严控各工序以防止混淆,各种产品进仓前必须又质检员确认后方可进仓,操作工不得自行入库。
11)未经师傅调试及同意不得将过小的材料放入V型槽中折弯。
12)每日下班前将上刀模下降到V型槽中后切断机床所有电源,整理好工作台、车,折弯机周围现场必须保持文明清洁,废料经质检确认统计后放入费料堆,关灯后方可下班。
 升级会员
升级会员 