电大《数控编程技术》综合题.docx
《电大《数控编程技术》综合题.docx》由会员分享,可在线阅读,更多相关《电大《数控编程技术》综合题.docx(48页珍藏版)》请在冰豆网上搜索。
电大《数控编程技术》综合题
数控编程技术试题(试卷代号:
2430)汇编
综合题(共25分)
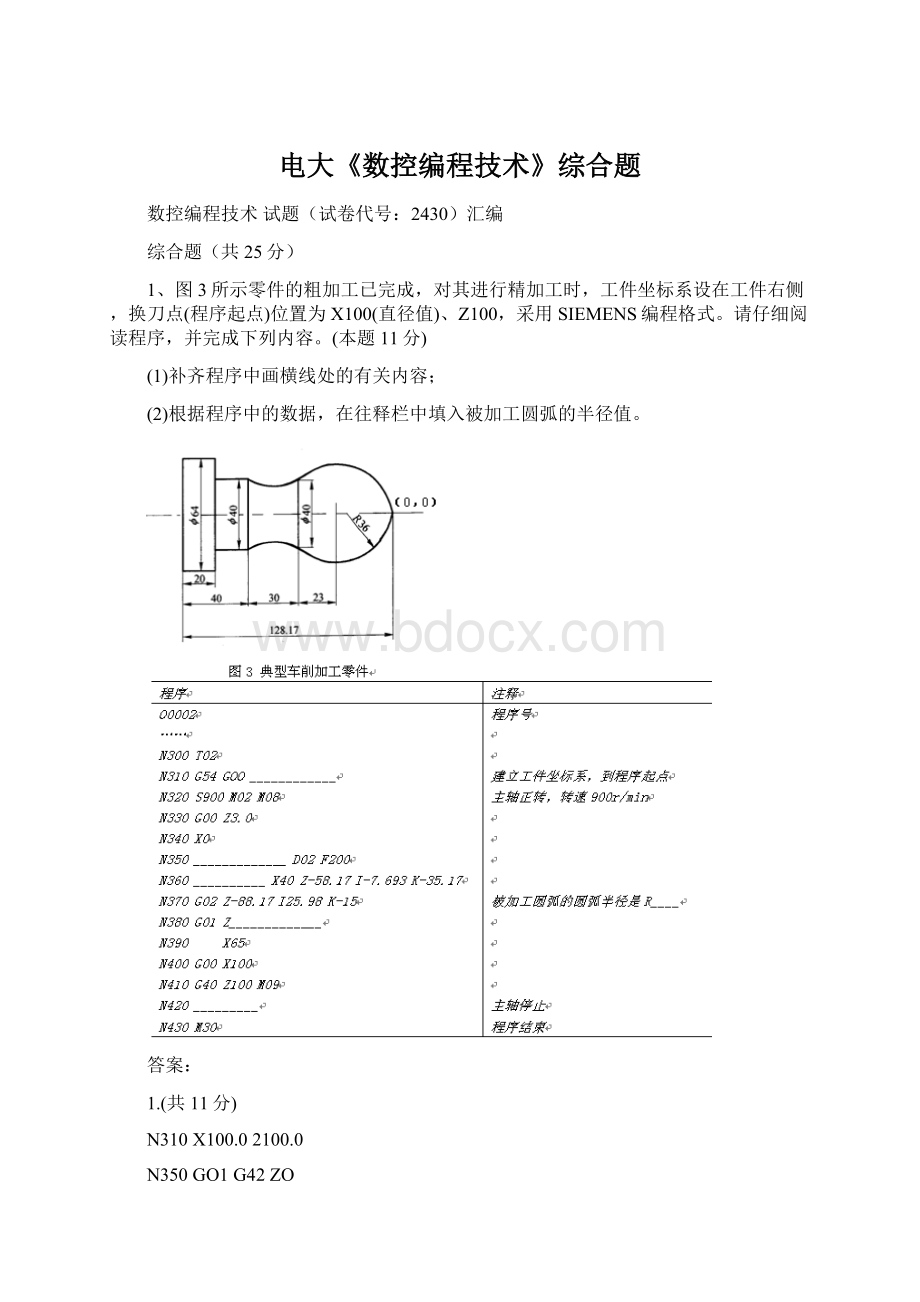
1、图3所示零件的粗加工已完成,对其进行精加工时,工件坐标系设在工件右侧,换刀点(程序起点)位置为X100(直径值)、Z100,采用SIEMENS编程格式。
请仔细阅读程序,并完成下列内容。
(本题11分)
(1)补齐程序中画横线处的有关内容;
(2)根据程序中的数据,在往释栏中填入被加工圆弧的半径值。
答案:
1.(共11分)
N310X100.02100.0
N350GO1G42ZO
N360G03
N370R30
N380Z-108.17
N420M05
2、零件如图4所示,使用加工中心对该零件进行加工,刀具及切削参数见下表。
根据己知条件补齐孔加工程序,并解释有关语句。
(14分)
切削用量
主轴转速S/r.min-1
进给速度f/mm.min-1
刀具及加工内容
T03(H01)7mm的钻头
400
50
T04(H02)12mm的锪钻
500
60
T05(H03、D3)6mm轮廓键槽铣刀
1800
300
O0012
G90G49G80G40G17T03;(G80指令含义:
)
M06T04;(指令含义:
)
GOOG54X0Y0Z100;
S________M____________M08
G43H__________Z50;(建立刀具长度补偿)
G99G73X8.0Y-22.0Z-28.0R3.0Q5.0F50;(Q指令含义:
)
X92.0
Y22.0
X8.0
G80M09
G00G49Z100M05
G28X0Y0(返回参考点)
M06
S500M03M08
G99G82X8.0Y-22.0Z______________R3.0P1000F60
X92.0
Y22.0
G98X8.0(指令含义:
)
G80M09
GOOX0Y0
G49Z100M05
M30
答案:
(1)G80取消固定循环
(2)换3号刀,准备4号刀
(3)S400M03
(4)H01
(5)Q为每次钻削深度5mm
(6)Z-6.0
(7)惚钻加工X8.0,Y22.0的孔,然后返回初始平面。
综合题(共25分)
28.被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。
若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:
不允许只填写选中程序段的相应编号。
答案:
2014年7月
28.被加工零件如图2所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。
若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:
不允许只填写选中程序段的相应编号。
答案:
29.被加工零件如图3示。
零件四周的60×80尺寸、上下表面及内腔槽已加工到尺寸,准备加工上凸台的外形轮廓,采用Φ8立铣刀,工件坐标系设定:
X。
、Y。
在零件的左下角,Z。
在工件的上表面。
利用刀具长度补偿和半径补偿功能,编写凸台外形轮廓加工程序,仔细阅读图纸,在程序空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。
答案:
28.被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。
若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:
不允许只填写选中程序段的相应编号。
答案:
29.被加工零件如图2示。
零件外形四周的60×80尺寸、上下表面及内腔槽已加工到尺寸,准备加工上凸台的外形轮廓,采用Φ8立铣刀,工件坐标系原点X。
、Y。
定义在零件的左下角,Z。
在工件的上表面。
仔细阅读图纸,在程序空缺处补齐(从备选程序段中选择,直接填在空格上)加工程序。
答案:
28.被加工零件如图1所示,毛坯为φ60×80mm的45#钢棒料,φ56尺寸及左端各尺寸已加工完毕,现二次装夹工件左端,径向以φ40外圆定位,轴向以B面定位,加工零件的右端各要素,加工内容包括外轮廓粗精车、切槽和螺纹切削。
若工件坐标系原点设在零件右端面得回转中心处,请仔细阅读图纸和给定的程序,将程序中的空缺语句用右边合适的程序段不齐,注意:
不允许只填写选中程序段的相应编号。
答案;
综合题(共25分)
28.加工零件如图3所示。
材料为¢65的45#钢棒料,左端面和¢62尺寸已加工完毕,现装夹¢62尺寸加工零件的右端各要素,工件坐标系原点在零件右端面的回转中心处,粗车吃刀深度1.5mm,单边余量O.2mm。
请仔细阅读图纸及程序,补齐程序。
(本题13分)
答:
01001
N2G21G90G95;
N4T0101S700M03:
N6G54G00X70.0Z5.0M08;
N8G71U1.5Rl.0;
N10G71P12Q32U0.4W0.2F0.3;
N12G00G42X22.0Z2.0;(建立刀具半径补偿)
N14G01X30.0Z-2.0F0.l2;
N16Z-24.0;
N18X34.0;
N20(G01)X40.0Z-34.0;
N22Z-41.0;
N24G02X46.0Z-44.0R3.0;
N26G0lX50.0:
N28G03X60.0Z-49.OR5.0;
N30Z-54.0;
N32X65.0:
N34G70P12Q32;
N3SG40G00X100.0Z80.0M09;
N38M05:
N40T0303S600M03;
N42G55GOOZ-24.OM08:
N44X38.0;
N46G01X26.GFO.08;
N48G04P1300;
N50G00X40.0;
N52X100,0Z80.0M09;
N54M05:
N56T0404S500M03;
N58G56GOOX36.0Z5.0M08
N60G92X29.2Z-22.0F1.5;
N62X28.6;
N64X28.2;
N66X28.04;
N68G00X100.0Z80.0M09;
N70M05;
N72M30;
29.用毛坯尺寸为102mm×62mmx12mm板料,加工成如图4所示的盖板零件。
用¢lOmm的立铣刀加工外轮廓,主轴转速为1000r/min,进给速度为120mm/min。
工件坐标系原点(Xo、Yo)设定在¢40mm的孔中心位置,其Z坐标定在毛坯上表面,起刀点在(O,0,100)位置,从A点切入(图中左下角),采用顺铣方式加工,利用刀具半径补偿功能(刀具半径补偿值放在D2中),编写外轮廓加工程序。
(本题共13分)
图4盖板零件图
解:
参考程序:
G92X0Y0Z100.0;(或G54GOX0Y0Z100.0)
SlOOOM03;
GoOX-50.0Y-50.o;
Z3;
G01Z-12.5F500M08;
G4lY-35.0D2F120;
Y-15.0:
X-40.0;
G03X-25.0Y0R15.0;(或G03X-25.0Yo10J15.0)
G02X25.0R25.0;(或G02X25.0125.0J0)
G03X40.0Y-15.0R15.0;(或G03X40.0Y-15.0115.0J0)
G01X50.0;
Y-35.0;
X-50.0
G40X-60.0;
GOOZ100.0;
X0Y0M09M05;
M30:
28.某数控车床配置FANUC数控系统,用外径粗加工复合循环加工一典型零件。
工件坐标系设置在右端面,循环起始点在A(100,3),切削深度为2.Omm,X方向精加工余量为O.4mm(直径值),Z方向精加工余量为O.2mm。
零件的部分形状已给出,其中点划线部分为工件毛坯。
请仔细阅读程序,完成下列内容。
(1)根据程序中的尺寸数据,画出该零件的几何图形并标注尺寸,画出零件的工件坐标系。
(2)填空:
执行该程序,粗加工时的主轴转速为_____________,进给速度为_____________;精加工时的主轴转速为_____________,进给速度为_____________。
(本题共12分)
解:
28.
(1)图形如下图所示。
(2)500r/rain、0.3mm/r;800r/min、0.1mm/r。
29.加工零件如图3所示。
零件四周的80×60尺寸、上下表面及孔已加工完毕,用立式加工中心,准备加工上凸台的外形轮廓,采用Ф8立铣刀,工件坐标系原点Z0、Y0定义在零件的左下角,Z0在工件的上表面。
仔细阅读图纸及程序,填空、补齐加工程序。
(本题13分)
解:
O1002
G17G40G49G80
T02;
G28G91Z0;
M06;
G54G90G00X6.0Y-9.0;(该程序段的含义:
建立工件坐标系,绝对尺寸,快速移动到下刀点位置)
S1000M03;
G43Z2.0H02;(快速下刀到R平面,与工件上表面的距离为2mm,并建立刀具长度补偿)
G01Z—6.0F300M08;
G41Y0D01F200;
Y36.0;
X20.0Y54.0;
X32.0
G03X62.0I15.0J0;
G01X74.0;
Y14.0;
G02X66.0Y6.0R8.0;
G01X6.0;
G40X0;
G01G49Z2.0F1000M09;
G00Z100.0M05
M30;
28.加工零件如图2所示。
材料为Φ105的45#钢棒料,左端面和Φ100尺寸已加工完毕,现装夹Φ100尺寸加工零件的右端各要素,请仔细阅读图纸及程序,然后根据已知条件(表1),补齐程序。
(本题13分)
表1零件右端加工刀具及切削用量表
图2车削零件图
01201
N2G21G90G95;
N4TO1015600M03;
N6G54G00X120.0Z5.0M08;
N8G71UU2.0_Rl.0;
N10G71P12Q28LTO.5W0.25_F0.3;
N12G00G42_X36.0Z2.0;(建立刀具半径补偿)
Nl4GO1X44.0Z-2.0F0.12;
Nl6Z-29.0;
N18X58.0;
N20(G01)X80.0Z-48.0;
N22Z-59.0;
N24G02X90.0Z-64.0R5.0
N26GOIX96.0;
N28
 升级会员
升级会员 