GIS设备驻厂监造表.docx
《GIS设备驻厂监造表.docx》由会员分享,可在线阅读,更多相关《GIS设备驻厂监造表.docx(36页珍藏版)》请在冰豆网上搜索。
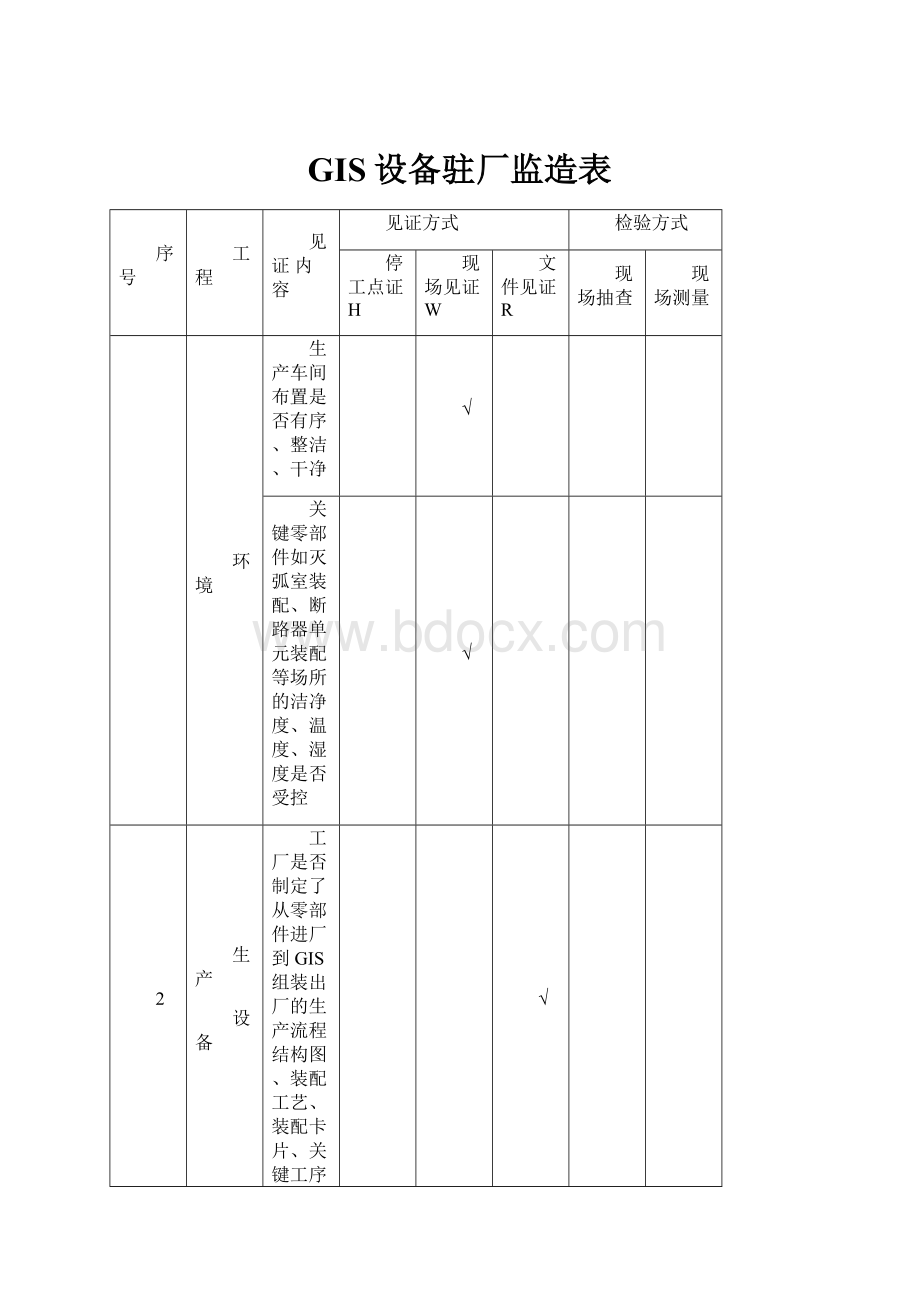
GIS设备驻厂监造表
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
环境
生产车间布置是否有序、整洁、干净
√
关键零部件如灭弧室装配、断路器单元装配等场所的洁净度、温度、湿度是否受控
√
2
生产
设备
工厂是否制定了从零部件进厂到GIS组装出厂的生产流程结构图、装配工艺、装配卡片、关键工序质量控制设置点、质量检验大纲等质量管理文件
√
生产车间是否认真执行工厂制定的有关质量管理文件
√
在半成品转移的生产过程中是否执行工厂制定的相关半成品转移流程规定,保证产品质量
√
工厂采用了哪些先进生产工艺
√
3
工装
设备
工厂装设了哪些先进的生产设备、自动化设备等
√
工厂装设了哪些大型的工装器具设备
√
生产现场是否配备了相应的量、检器具
√
4
人员
装备
生产人员是否按工厂规定着装
√
生产人员是否训练有素、操作熟练
√
生产人员工作态度是否认真、负责
√
GIS监造的主要内容和要求
、生产条件
监造人员进行监造期间,首先要检查工厂从零部件进厂到GIS组装出厂的整个流程的生产条件,并按以下方面内容进行记录。
2、外购件及委外加工件管理
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
管理
文件
工厂是否建立和健全主要外购及委外加工件的进厂管理制度和质量验收标准
√
2
执行
情况
相关部门是否认真执行工厂制定的管理制度
√
相关部门是否认真按验收标准做好进厂检验和验收工作
√
相关部门是否认真做好进厂入库工作
√
3
检验
报告
外购件及委托加工件是否有原生产厂出厂试验报告、合格证书
√
外购件及委托加工件是否有入厂检验报告(或抽查报告)、验收质量记录
√
4
核实
工作
监造人员对所监造GIS工程合同明确规定的主要零部件、配件,断路器的操作机构、绝缘拉杆、进出线套管瓷外套、密度继电器、断路器合闸电阻和并联电容的供货质量及供货厂家,应逐一核实并记录
√
3、自产零部件管理
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
管理
文件
是否建立和健全本厂自产零部件管理制度
√
是否制定自产零部件工艺流程
√
是否制定自产零部件检验标准和检验制度
√
2
执行
情况
相关车间和部门在生产过程中是否认真执行工厂制定的管理制度
√
相关车间和部门在生产过程中是否认真按照工艺流程、技术图纸要求进行生产
√
相关车间和部门在生产过程中是否认真按照检验标准、检验制度,对每道工序进行自检、专检,并在流程卡检验栏上签字确认
√
生产车间是否设置零部件合格品、不合格品存放区,不合格品应有明显标识
√
3
原材料检查
对关键的零部件如主触头、弧触头、导电杆、弹簧、盆式绝缘子、壳体等材料是否按有关标准的要求进行原材料抽检
√
4
零部件
转移
零部件转移是否执行工厂制定的管理制度,将检验合格的零部件有序转移至下一车间
√
零部件入库是否执行工厂制定的管理制度,将检验合格的零部件有序转入仓库
√
5
检验
报告
零部件成品是否按工厂检验标准进行检查,并有检验报告
√
4、原件装配
GIS的主回路是由多个元件组合而成的,各元件在回路中担负着某一特定功能,在制造上应按其各自标准和工艺要求进行。
对于元件的装配监造,除对各自关键工序进行监造外,还应按照以下“总的要求"进行
抽样检查:
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
总的
要求
检查现场工作环境是否整洁、有序;检查装配车间洁净度、温度、湿度是否符合工厂的生产要求
√
生产人员工作态度是否认真、负责
√
检查生产现场是否严格按工厂制定的装配流程、装配工艺、装配卡和技术图纸要求进行装配,是否有全过程的质量检查记录,并予以确认
√
检查装配车间是否做好装配前零部件的检查确认工作(详细检查工程见下表)
√
检查GIS装配用的所有元件是否是全新的,否则要提出异议
√
检查装配现场是否配备了相应的量、检器具,对各工序进行质量检验工作
√
对有力矩要求的紧固件、连接件,工人是否使用力矩扳手,紧固螺丝时是否对称、均匀、逐步拧紧
√
检查各道装配是否严格按技术图纸要求进行装配
√
检查GIS外壳对接或封盖时,对接或封盖面是否清洁无异物,密封胶圈是否平整
√
对发现的不合格品是否分区存放,并有明显标识
√
元件装配前,装配所需用的零部件送至装配区域,装配人员应对零部件的外观进行检查,并在装配卡上记录和确认。
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
2
装配
前零
部件
的检
查确
认工作
导体外表应无凸起、无伤痕、无异物
√
绝缘件外表应无裂纹、无气泡、无凸起、无伤痕、无异物
√
导体镀银面应光滑、无斑点
√
屏蔽罩外表应光滑、无损伤、无变形
√
密封圈、法兰密封面应无凸起、无伤痕、无异物
√
外壳筒体外观完好,筒体内部应清洁、无凸起物、无焊渣
√
除按元件装配“总的要求”进行监造外,还应对以下关键程序进行抽检,检查制造厂是否按以下要求进行装配:
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
灭弧
室装
配和
过程
检验
按技术图纸和装配技术要求,检查其关键工序装配尺寸是否符合技术图纸要求,检验结果应在装配工艺卡上记录和确认。
如:
动触头和静触头的装配尺寸、导电杆的装配尺寸、形位公差、动触头和静触头装配的同心度、拐臂、传动轴的装配尺寸
√
√
动触头和静触头装配,导电杆同心度装配等工艺是否配有专用的工装器具,保证装配质量
√
传动动作是否顺畅自如,检查结果应在装配工艺卡记录和确认
√
内部零部件装配是否正确,检查结果应在装配工艺卡记录和确认
√
再一次检查和确认内部及法兰密封面是否清洁,并在装配工艺卡上有记录
√
灭弧室装配好后,应对必要尺寸如行程、超程、开距等进行检验,其结果应符合产品技术条件要求,并在装配工艺卡上记录和确认
√
√
导电回路电阻检查(对于影响到主回路电阻的每个导电面的装配,均要进行导电回路电阻测量,各局部的回路电阻值,应符合产品技术条件要求,并在装配工艺卡上记录和确认)
√
√
√
2
操作
机构
装配
和过
程检
验
检查端子排布置是否满足运行、便于检修的要求
√
检查接线端子和端子标识是否清楚
√
检查操动机构箱是否配有加热器和温湿度控制器
√
检查操动机构箱配置的辅助开关的动断、动合触点对数是否符合技术合同的要求
√
检查关键装配工序是否符合产品技术条件要求,并在装配工艺卡上记录和确认
√
检查操动机构箱外壳是否有防锈、防腐蚀措施,并在装配工艺卡上记录和确认
√
检查箱门密封胶垫的密封是否良好,门框及手柄转动是否灵活,并在装配工艺卡上记录和确认
√
检查控制电源电压、电动机电压是否符合订货合同技术要求
√
3
断路
器单
元整
体装
配和
过程
检验
灭弧室装配、操作机构装配完毕并检验合格后,进行断路器连接的整体装配,按技术图纸和装配工艺要求,检查其关键工序装配尺寸是否符合技术图纸要求,检验结果应在装配工艺卡上记录和确认。
如:
拐臂、传动轴、连接杆的装配尺寸
√
√
检查其关键工装是否配有专用的工器具保证产品质量
√
检查机构行程与灭弧室本体行程是否相配合,检验结果应在装配工艺卡上记录和确认
√
检查所有紧固件如螺丝、销子有无漏装,有无金属物遗留在里面,检查筒体内部清洁度,检验结果应在装配工艺卡上记录和确认
√
断路器本体与操动机构装配完毕后,进行手动分、合操作5次,检查其动作是否正常、顺畅,并在装配工艺卡上记录和确认
√
检查辅助开关的触点转换是否正确,动作计数器的动作是否正常
√
测量断路器的行程、超程、开距是否满足技术要求,并在装配工艺卡上记录和确认
√
√
测量断路器主回路电阻,是否符合产品技术条件要求,并在装配工艺卡上记录和确认。
要求:
采用不低于00A直流压降法进行测量
√
√
√
检查断路器分闸、合闸指示标识是否清晰,动作指示位置是否正确
√
隔离开关和接地开关单元装配和过程检验,除按元件装配“总的要求”进行监造外,还应对以下关键程序进行抽检,检查制造厂是否按以下要求进行装配:
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
隔离
开关
和接
地开
关装
配和
过程
检验
按技术图纸和装配技术要求,检查其关键工序装配尺寸是否符合技术图纸要求,检验结果应在装配工艺卡上记录和确认。
如:
动触头和静触头的装配尺寸、导电杆的装配尺寸、形位公差、动触头和静触头装配的同心度等
√
√
检查隔离开关和接地开关与机构进行装配连接后,其关键工序如:
拐臂、传动轴、连接杆的装配尺寸、装配角度的调整,是否符合产品技术图纸和装配条件要求,并在装配工艺卡上记录和确认
√
√
动触头和静触头的装配,导电杆同心度的装配等工艺以及关键工序是否配有专用的工器具保证装配质量
√
隔离开关和接地开关的操作检查,进行手动分、合操作5次,检查其动作是否正常、顺畅;检查辅助开关的触点转换是否正确,并在装配工艺卡上记录和确认
√
导电回路电阻检查(对于影响到主回路电阻的每个导电面的装配,均要进行导电回路电阻测量,各局部的回路电阻值,应符合产品技术条件要求,并在装配工艺卡上记录和确认)
√
√
√
隔离开关和接地开关的行程、超程、开距等检验,其结果应符合产品技术条件要求,并在装配工艺卡上记录和确认
√
检查隔离开关和接地开关分闸、合闸标识是否清晰,指示是否正确
√
4.4母线和分支母线、电流互感器、电压互感器、套管、避雷器装配和过程检验
母线和分支母线、电流互感器、电压互感器、套管、避雷器装配和过程检验,除按元件装配“总的要求”进行监造外,还应对以下关键程序进行抽检,检查制造厂是否按以下要求进行装配:
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
母线和分支母线装配
和过程检验
母线接头装配尺寸及同心度是否符合技术图纸要求
√
导电杆装配尺寸、形位公差是否符合技术图纸要求
√
母线导体尺寸是否符合技术图纸要求
√
外壳筒体尺寸是否符合技术图纸要求
√
导电回路电阻检查
√
√
√
√
2
电流互感器装配和过程检验
绕组的装配顺序是否符合技术图纸要求
√
绕组与屏蔽罩之间绝缘垫是否垫好
√
绕组之间是否按装配工艺要求压紧,不得窜动
√
绕组极性、变比是否符合技术图纸和装配工艺要求
√
绕组数量、容量、准确度是否符合技术图纸要求
√
3
电压互感器装配和过程检验
导电杆装配尺寸及形位公差是否符合技术图纸要求
√
各绕组极性、变比是否符合技术图纸要求
√
母线导体尺寸符合技术图纸要求
√
外壳筒体是否清洁、无异物
√
4
套管装
和过程检验
套管外观是否完好、无裂纹
√
导电杆装配尺寸、形位公差、导电杆与套管同心度符合技术图纸和装配工艺要求
√
防水垫及排水垫装配是否正确
√
套管的泄漏比距
√
√
√
导电回路电阻
√
√
√
√
5
避雷器装配和过程检验
避雷器上部水平放置的绝缘盆屏蔽凹面是否清洁无异物
√
导电杆装配尺寸、形位公差符合技术图纸要求
√
外壳筒体内部是否清洁、无异物外壳筒体尺寸符合技术图纸要求导电回路电阻检查
√
5、总装配和过程检验
总装配包括各个单元间隔装配和多个间隔单元的总体拼装,应对以下关键程序进行抽检,检查制造厂是否按以下要求进行装配:
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
总装
配和
过程
检验
外壳筒体外观完好、筒体内部应清洁、无凸起物、无焊渣
√
对接面、法兰密封面应无伤痕、无异物
√
检查总装车间是否按照装配流程、装配工艺要求进行总装,并在装配卡上记录和确认
√
检查母线伸缩节的装配是否符合装配工艺要求,并在装配卡上记录和确认
√
在封盖前是否对GIS内部作进一步的清洁,清洁度是否符合工艺要求,并在装配卡上记录和确认
√
√
检查总装配正确性、完整性,并在装配卡上记录和确认
√
回路电阻测量
√
√
√
2
单个单元间隔装配
单个单元间隔装配是否符合装配流程、装配工艺要求,并在装配卡上记录和确认
√
装配尺寸、形位公差符合技术图纸要求
√
对接面、法兰密封面应无伤痕、无异物
√
外壳筒体外观完好、筒体内部应清洁、无凸起物、无焊渣
√
导电回路电阻检查
√
√
√
3
汇控柜的装配检验
汇控柜的装配是否满足防水、防潮、防锈、放小动物的要求
√
4
接线正确性检查
GIS完整性是否符合技术图纸要求
√
检查其一次接线是否符合技术图纸规定和要求
√
6、GIS的出厂试验工程
序号
工程
见证内容
见证方式
检验方式
停工点证H
现场见证W
文件见证R
现场抽查
现场测量
GIS
的出
厂试
验项
目
主回路电阻测量
√
机械试验
√
绝缘试验
√
局部放电试验
√
密封试验
√
SF6气体水分含量测量
√
电气连锁试验
√
完整性检查
√
密度继电器试验
√
避雷器标称放电电流残压试验
√
避雷器工频参考电压试验;
√
避雷器最大工作电压持续电流试验
√
电压互感器二次绕组的误差测定
√
电流互感器二次绕组的误差测定
√
低电压不动作试验
√
 升级会员
升级会员 