金属切削机床实践报告.docx
《金属切削机床实践报告.docx》由会员分享,可在线阅读,更多相关《金属切削机床实践报告.docx(10页珍藏版)》请在冰豆网上搜索。
金属切削机床实践报告
目录
1.车床调查表----------------------------------------------------------2
1.1C112实训室-------------------------------------2
1.2钣金实训室-------------------------------------2
1.3C111铣刨磨实训室------------------------------3
1.4C110车工实训室--------------------------------4
2.金属切削机床分类和编号----------------------5
2.1金属切削机床的分类------------------------------5
2.2机床型号的编制----------------------------------5
3.工件加工表面及其形成方法----------------------7
4.机床传动联系和传动原理图----------------------7
5.未来机床的发展-----------------------------------8
6.收获与体会---------------------------------------9
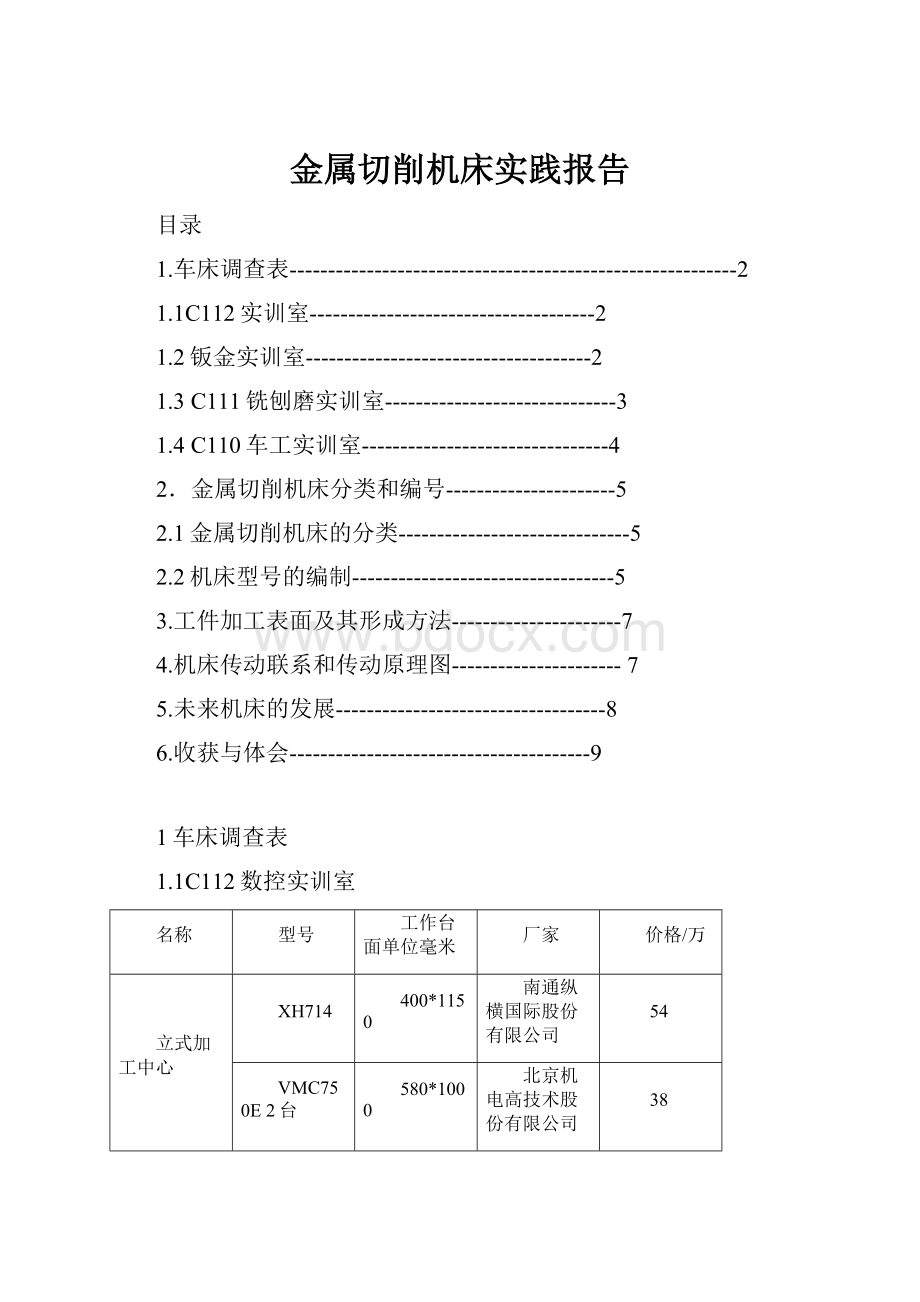
1车床调查表
1.1C112数控实训室
名称
型号
工作台面单位毫米
厂家
价格/万
立式加工中心
XH714
400*1150
南通纵横国际股份有限公司
54
VMC750E2台
580*1000
北京机电高技术股份有限公司
38
数控铣床
XKN756台
500*1050
南京第二机床厂
22.9
数控床身铣床
XKN7145台
400*900
19.8
XKA714B/A
北京第一机床厂
20
数控车床
CAK6150D
沈阳第一机床厂
17.1
斜床身全功能数控车床
CK402台
宝鸡机床
10
数控车床
SK50P8台
11
1.2B106钣金实训室
名称
型号
工作台面单位mm
厂家
价格/万
立式钻床
H5-3
最大钻孔直径25
上海第五机床厂
1.1
台式钻床
Z4012-C
最大钻孔直径12.7
北京市丰台区黄土岗公社机床厂
0.25
折边机
W62-4*2000
4*2000
黄石锻压机床厂
1.3C111铣刨磨实训室
名称
型号
工作台面单位mm
厂家
价格/万
牛头刨床
B6654台
最大刨削长度650
广西桂林第三机床厂
3.78
立式车床
C5112A
最大车削直径1250
齐齐哈尔第一机床厂
立式升降台铣床
X53K/1
400*1600
北京第一机床厂
8.28
X53K/12台
400*1700
南通科技投资集团股份有限公司
8.4
X50302台
300*1000
齐齐哈尔第二机床厂
万能升降台铣床
X62WC
320*1320
8.3
X62W2台
320*1250
北京第一机床厂
7.3
切割机床
DK7440
400*500*400
北京凝华实业有限责任公司
7.8
成形机床
NH7130NC
6.8
万能外圆磨床
M131W
长春第一机床厂
平面磨床
M7160HL
600*2000
南通第二机床有限公司
卧式车床
CW6180C
800*5000
福州机床厂
1.4C110车工实训室
名称
型号
工作台面单位mm
厂家
价格/万
数显车床
CAX61402台
直径400*1000
沈阳第一机床厂
4.8
马鞍车床
CA62502台
500*1000
6
普通车床
CA6140B
5.22
CA61502台
500*1000
5.6
CA61403台
400*1000
5.22
CA6140
沈阳第一机床厂装配分厂
5.22
CA6140
400*750
4.2
CA6140B2台
湖北应城机床厂
4.2
SK3606台
360*750
沈阳第三机床厂
C620-1
400*1000
电溪机床厂
4
L-3
450*900
上海第二机床厂
名称
型号
工作台面
厂家
价格/万
液压板料折弯机
WC67Y-125/2500
工作台长度2500mm,公称力1250N
江苏中威重工机械有限公司
16
液压闸式折弯机
QC11Y-12*2500
可剪最大板厚12mm,宽2500mm
9.5
立式钻床
Z5140
最大孔直径40mm
静海机床厂
3.2
摇臂钻床
Z3032*10
32*1000mm
中捷友谊厂
3.6
压力机
JBZ1-50
公称压力50吨
建平锻压机床
2.金属切削机床分类和编号
2.1金属切削机床的分类
2.1.1按加工性质和所用刀具分类(11类)
车床(C)、钻床(Z)、镗床(T)、磨床(M,2M,3M)、齿轮加工机床(Y)、螺纹加工机床(S)、铣床(X)、刨床(B)、刨插床、拉床(L)、其他锯床(Q)。
2.1.2按其他特征分类
按通用程度可分为通用机床(单价小批量生产)、专门化机床、专用机床(大批量)。
按加工精度可分为普通精度级机床、精密级机床、高精度级机床。
按自动化程度可分手动、机动、半自动、自动机床。
按质量和尺寸不同可分为仪表机床、中型机床、大型机床、重型机床、超重型机床
2.2机床型号的编制
2.2.1通用机床型号表示方法:
通用机床的型号由基本部分和辅助部分组成,中间用“/”隔开,读作之。
型号构成如下:
(△)○(○)△◎△(*△)(○)/(◎)(-◎)
分类通用组系主参数主轴数重大改进其他企业
类代特性代代或设计或第二顺序号特性代号
代号结构号号顺序号主参数代号
号代号
注:
有“()”的代号或数字,当无内容时,则不表示;若有内容时则不带括号。
有“○”符号者,为大写的汉语拼音字母。
有“△”符号者,为阿拉伯数字。
有“◎”符号者,为大写的汉语拼音字母或阿拉伯数字。
2.2.2专用机床的型号
专用机床的型号一般由设计单位和设计顺序号组成。
型号构成如下:
◎---------△
设计单位设计顺序
代号代号
设计单位代号包括机床生产厂和机床研究单位代号,位于型号之首。
设计顺序号按该单位的设计顺序号排列,由001开始,位于设计单位代号之后,并用“—”隔开,读作“至”
2.2.3机床自动线的型号
机床自动线的型号表示方法如下:
◎---------○△
设计单位号机床自动线号设计顺序号
由通用机床或专用机床组成的机床自动线,其代号为“ZX”,位于设计单位代号之后。
其后跟机床自动线设计顺序号,排列方法与专用机床的设计顺序号相同。
3.工件加工表面及其形成方法
3.1.被加工工件的表面形状
零件表面是由若干个表面元素组成的,这些表面元素是:
(a)平面、(b)直线成形表面、(c)圆柱面、(d)圆锥面、(e)球面、(f)圆环面、(g)螺旋面等。
3.2.工件表面的形成方法
各种典型表面都可以看作是一条线(称为母线)沿着另一条线(称为导线)运动的轨迹。
母线和导线统称为形成表面的发生线。
3.3.发生线的形成方法及所需的运动
发生线是由刀具的切削刃与工件间的相对运动得到的。
形成发生线的方法可归纳为四种。
(1)成形法;
(2)展成法;(3)轨迹法;(4)相切法
(2)零件表面成形所需的成形运动
形成表面所需要的成形运动,就是形成母线及导线所需要的成形运动的总和。
4.机床传动联系和传动原理图
4.1机床传动的组成
机床必须有执行件、运动源和传动装置三部分。
执行件是执行机床运动的的部件,其任务是装夹刀具或工件,带动它们完成一定形式的运动,并保证其运动轨迹的准确性。
运动源是为执行件提供运动和动力的装置。
传动装置是传递运动和动力的装置,通过它把执行件和运动源或有关执行件之间联系起来,使执行件获得一定速度和方向的运动,并使有关执行件之间保持其某种确定的相对运动关系。
还有完成变换运动性质、方向、速度的作用。
4.2机床的传动联系和传动链
传动链:
构成一个传动联系的一系列顺序排列的传动件
外联系传动链是联系运动源和机床执行件之间的传动链,使执行件得到运动,而起能改变运动速度的大小和方向,但不要求运动源和执行件之间有严格的传动比关系。
它只影响主轴转速的快慢,不影响加工表面的形成。
内联系传动链是为完成复合成形运动,必须用传动链把现实这些单元运动的执行件与执行件之间联系起来,并使其保持确定的运动关系。
要求有严格的传动比,保证被加工表面的性质。
4.3传动原理图
机床的传动系统图是表示机床全部运动关系的示意图。
在传动系统途中,各传动链中的运动元件是按照运动传递的先后顺序,以展开图的形式画出来的。
分析一台机床的传动系统时,首先应以传动原理图所表达的各条传动链为依据,大致可按下列步骤进行:
①确定传动链两端件
②根据两端件的相对运动要求确定计算位移
③写出传动链的传动路线表达式
④列出运动平衡式
5机床未来的发展
伴随中国汽车、船舶、工程机械、航空航天等行业的快速发展,对机床行业提供了巨大的需求,中国机床行业的长期发展被看好。
预计国内的机床消费将保持15%以上快速增长,而数控机床将保持30%左右的增速,数控机床每年将超过普通金属切削机床发展速度20个百分点以上,数控机床发展前景宽广。
将来的部件及整机噪声可能会象汽车尾气一样被治理。
但是,在大批量生产的场合,例如汽车行业,则会是另外一个极端,机床的种类会越分越细,就像人类的社会分工一样;这种大批量的生产方式讲究的是分工与同步,分得越细,单件节拍就会越短,效率就越高。
发展空间当然大,专机效率高,成本低,精度好,速度快,优点太多了。
但然,专用机床的投资风险比普通机床大,不易被转让,造价高也是需要考虑的。
初期,各机床制造厂都有各自的通用部件标准。
通用部件按功能可分为动力部件、支承部件、输送部件、控制部件和辅助部件五类。
动力部件是为组合机床提供主运动和进给运动的部件。
主要有动力箱、切削头和动力滑台。
支承部件是用以安装动力滑台、带有进给机构的切削头或夹具等的部件,有侧底座、中间底座、支架、可调支架、立柱和立柱底座等。
输送部件是用以输送工件或主轴箱至加工工位的部件,主要有分度回转工作台、环形分度回转工作台、分度鼓轮和往复移动工作台等。
控制部件是用以控制机床的自动工作循环的部件,有液压站、电气柜和操纵台等。
辅助部件有润滑装置、冷却装置和排屑装置等。
为了使组合机床能在中小批量生产中得到应用,往往需要应用成组技术,把结构和工艺相似的零件集中在一台组合机床上加工,以提高机床的利用率。
这类机床常见的有两种,可换主轴箱式组合机床和转塔式组合机床。
组合机床未来的发展将更多的采用调速电动机和滚珠丝杠等传动,以简化结构、缩短生产节拍;采用数字控制系统和主轴箱、夹具自动更换系统,以提高工艺可调性;以及纳入柔性制造系统等。
6收获与体会
通过这一段时间的实习,我们学到很多课本上没有的知识,通过参观实习,我们也亲身体会到,工人师傅们对待工作一丝不苟的精神,就如同我们应该对待学习一样,容不得半点虚的,特别是我们学工科,知识的掌握不允许有一点马虎,否则,后果不堪设想。
通过实习,我们对现代加工方法有了一定的认识,与传统的加工方法相比,提高了加工生产效率,大大减少了劳动力,减轻了劳动工人的作业强度。
也让我们真正认识到科学技术是第一生产力的重要性。
同时,我们也认识了机械方面的先进技术和高科技领域,使我们以后从事机械方面的发展有了新的认识。
本次实习,开阔了我们的视野,使我们的理论和实践结合在一起,也使我们对课本一些比较模糊的概念、抽象的原理有了一个崭新的认识和理解。
使我们对以往所学的知识有了更进一步的巩固,对以前没接触过的知识有了深刻地了解,让我们对所设计的课程的具体结构有了深入认识。
同时,我们对工艺有了更深一不得了解,为我们以后从事工艺方面的工作打下了坚实的基础。
本次实习为我们毕业设计提供了一些新的思想和发展空间,同时也为我们以后的工作打下了良好的基础。
 升级会员
升级会员 