钢制压力容器的焊接.docx
《钢制压力容器的焊接.docx》由会员分享,可在线阅读,更多相关《钢制压力容器的焊接.docx(17页珍藏版)》请在冰豆网上搜索。
钢制压力容器的焊接
钢制压力容器的焊接
压力容器是典型的焊接结构,主要的制造方法就是焊接,焊接质量直接关系到设备的质量。
有必要在这里了解一下,基本的焊接知识。
5.1焊接接头
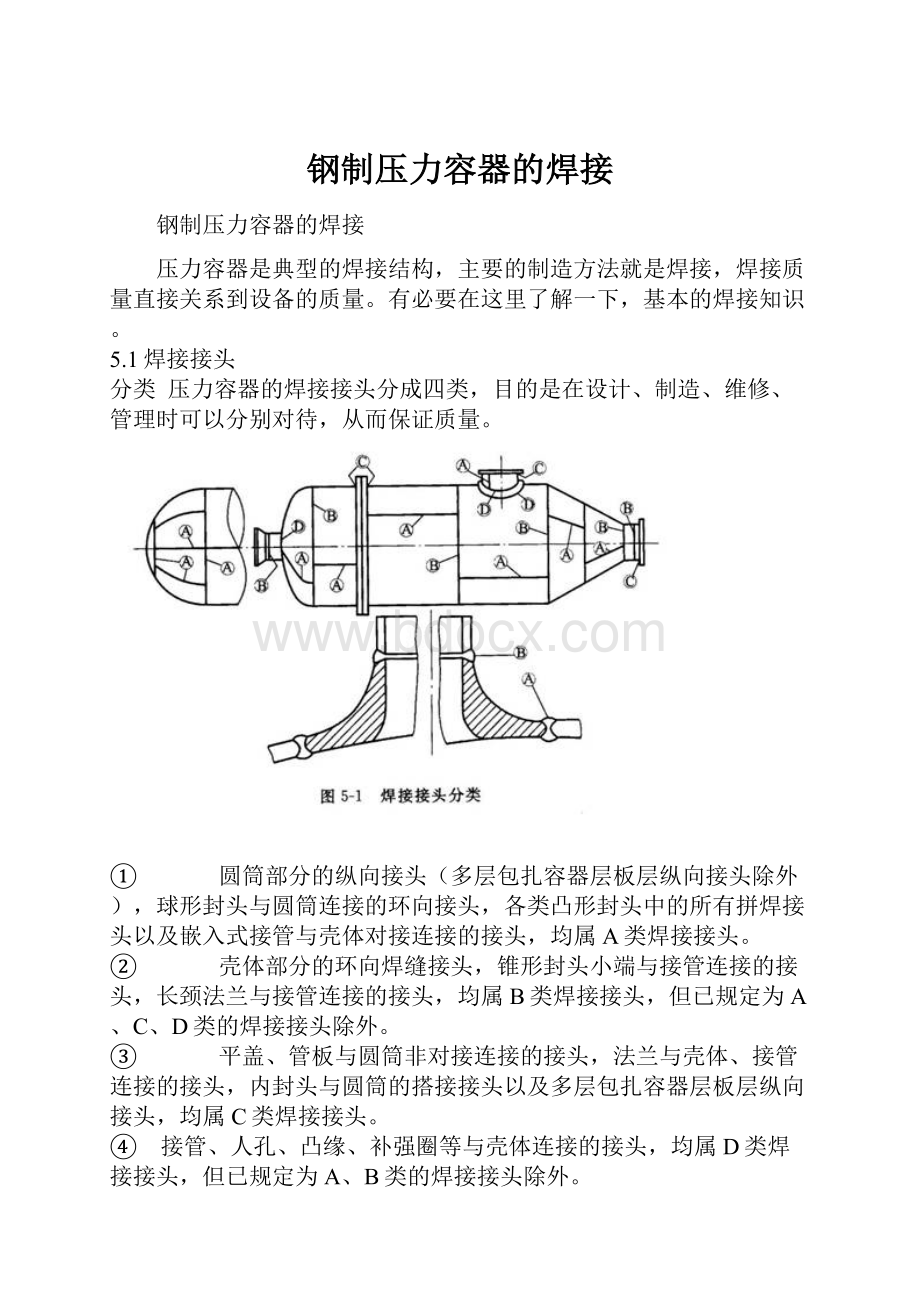
分类 压力容器的焊接接头分成四类,目的是在设计、制造、维修、管理时可以分别对待,从而保证质量。
① 圆筒部分的纵向接头(多层包扎容器层板层纵向接头除外),球形封头与圆筒连接的环向接头,各类凸形封头中的所有拼焊接头以及嵌入式接管与壳体对接连接的接头,均属A类焊接接头。
② 壳体部分的环向焊缝接头,锥形封头小端与接管连接的接头,长颈法兰与接管连接的接头,均属B类焊接接头,但已规定为A、C、D类的焊接接头除外。
③ 平盖、管板与圆筒非对接连接的接头,法兰与壳体、接管连接的接头,内封头与圆筒的搭接接头以及多层包扎容器层板层纵向接头,均属C类焊接接头。
④ 接管、人孔、凸缘、补强圈等与壳体连接的接头,均属D类焊接接头,但已规定为A、B类的焊接接头除外。
A类焊缝是容器中受力最大的接头,因此一般要求采用双面焊或保证全焊透的单面焊缝;
B类焊缝的工作应力一般为A类的一半。
除了可采用双面焊的对接焊缝以外,也可采用带衬垫的单面焊;
在中低压焊缝中,C类接头的受力较小,通常采用角焊缝联接。
对于高压容器,盛有剧毒介质的容器和低温容器应采用全焊透的接头。
D类焊缝是接管与容器的交叉焊缝。
受力条件较差,且存在较高的应力集中。
在后壁容器中这种焊缝的拘束度相当大,残余应力亦较大,易产生裂纹等缺陷。
因此在这种容器中D类焊缝应采取全焊透的焊接接头。
对于低压容器可采用局部焊透的单面或双面角焊。
接头的基本形式 有对接接头、T形(十字形)接头、角接
头和搭接接头
对接接头是最基本的一种接头形式,其强度可以达到与材相同,受力均匀,筒体与封头等重要部件的连接均采用对接
接头。
厚度小时不开坡口,当厚度超过8mm是要有坡口。
从图5-3可以看到,对接接头中的应力分布比较复杂,焊缝与母材交界处有应力集中现象。
应力集中系数的大小和焊缝的几何尺寸相关,如果通过打磨将余高磨平,应力的分配情况就有明显改善。
实际上,一些重要设备也确实是如此。
以前叫余高为加强高是从受力横断面面积增大角度考虑的。
T形接头(十字形接头、丁字形接头)有如图5-4所示的几种形式:
要注意工作焊缝和联系焊缝的不同。
这种接头形式的力流线扭曲很大,应力分布很不均匀见图5-5c是一条工作焊缝的力流线图。
从应力分析结果看:
开坡口的要好一些。
角接接头的形式比较多,图5-6的各种形式都有使用,多半用于管接头与壳体的连接。
要注意图h所示的是不正确的结构。
搭接接头如图5-7所示。
主要用于非受压部件与受压壳体的连接。
Eg(支座+壳体)由于搭接接头的形状变化大,应力集中的情况比对接接头复杂得多,见图5-8。
搭接接头存在着两种焊缝:
正面焊缝和侧面焊缝。
正面焊缝中的应力集中系数和焊缝的几何形状有关,两条正面焊缝之间的距离要大于板厚的4倍。
侧面焊缝中的应力集中、应力分布更为复杂(即有正应力又有剪应力,侧面焊缝的长度越长应力分布越不均匀)因此,规定侧面焊缝的长度不大于焊脚高度的50倍。
坡口的基本形式 是否开坡口与开何种坡口不仅取决于材质,而且取决于焊接方法:
手工电弧焊时熔深较浅6mm以上的就开V型;而埋弧自动焊熔深较深,20mm以下不开坡口。
手工电弧焊和气体保护焊相比前者坡口的张开角较大,因其焊条粗;熔渣厚。
而气体保护焊焊缝表面无熔渣,焊丝细所以张开角小。
坡口的基本形式和尺寸已经有国家标准:
GB985和GB986。
表5-1列出坡口的六个主要尺寸符号。
表5-2列出坡口加工时主要尺寸的允许偏差值。
各种坡口在图纸上是以各种符号表示的,基本符号(表5-4)表示的是焊缝截面形状的符号(坡口、焊接之前);
辅助符号(表5-5)表示的是焊缝表面形状的符号,焊接以后的表面形状;
顾名思义,补充符号是对使用了前两种符号仍无法表达清楚的内容进行补充。
见表5-6、7。
5.2常用焊接方法及其焊接工艺
最常用的焊接方法不外乎以下三种:
①手工电弧焊②埋弧自动焊③气体保护焊。
①手工电弧焊的特点是设备简单,工艺灵活,对工作场地无特殊要求可以全方位施焊、因为焊条要皮品种齐全,所以对钢材的适应性强(几乎所有的钢种C、低合、不锈、耐热)。
其缺点是焊接速度慢。
下图就是手工电弧焊的系统简图:
设备就是焊机、焊钳、电缆。
1焊接电源 2地线 3工件 4焊接电弧 5焊条 6焊钳 7电缆
焊机有交流的和直流之分,如果焊缝重要,要求较高就要选择直流电源,因其电弧稳定;能保证焊接质量。
焊钳和电缆的选择主要从要求的电流密度出发。
焊条由药皮和焊芯组成,具体牌号有国家标准规定,见表5-12
焊接规范及其选择焊接规范主要包括:
焊接电流、焊接电弧电压、焊接速度、焊接线能量、焊条直径、焊接预热温度和冷却时间。
一般情况下首先是根据工件的厚度选择焊条的直径,见表5-14。
确定了焊条直径以后就可以根据焊条直径确定焊接电流的范围。
焊接电流的选择对于手工电弧焊来说是非常重要的:
太小了加热不够,容易焊不透产生一些缺陷。
太大了,焊条温度过高,药皮失效,也会带来一系列的麻烦。
焊接电弧电压由电弧的长度决定,倾向于采用短弧焊接,长度一般是2~6mm。
焊接速度影响生产效率,所以在保证焊缝熔透的前提下,尽量采用较大的焊接速度。
②埋弧自动焊是一种利用在焊剂层下光焊丝和焊件之间燃烧的电弧产生的热量来熔化焊丝、焊剂和母材金属而形成焊缝的方法,是压力容器等焊接结构的重要焊接方法之一,它的焊缝质量优良,因为埋弧焊的电弧是在焊剂下的一个封闭空间燃烧,并且焊缝在焊剂的保护下冷却,可以充分地进行冶金反应,不用换焊条熔深大。
它的自动化程度比较高,生产效率高、质量好,比较适合于大规模的现代化生产。
按它只能俯焊。
设备:
埋弧焊电源和埋弧焊焊机
电源也有直流和交流之分:
直流电源电弧稳定,多用在对焊接工艺参数要求较高设备焊接上。
焊机有半自动焊机和全自动焊机。
两者的不同之处就是前者的焊接速度需操作者(焊工)控制,后者焊丝、焊剂进给、启动停止、焊接速度调节全部自动完成。
图5-19是常见的埋弧自动焊焊机的形式,最常见的是a和e两种;
图5-20是焊车的构造简图,其中比较关键的部分的是1、20、21、18件。
[xzn1]
凡事有一利必有一弊,埋弧自动焊的高效、快捷是需要有大量的辅助设备保证的图5-22是一种最常见的工件变位设备----滚轮架,用来焊接环焊缝。
图5-23是一种焊机变位设备─—平台式焊接操作机。
实际工作中两种设备常常配合使用。
埋弧自动焊时代替焊条的是焊丝和焊剂,所不同的是焊丝和焊剂是分离的,焊丝和焊剂的配合可以灵活掌握。
随着焊丝的进给,焊机自动供给焊剂,多余的可以回用。
我国常用的焊丝是实心的,尺寸如表5-17所示。
常用的焊剂及其配用的焊丝见表5-18。
焊接规范:
从图5-26和5-27知道焊缝的熔深几乎与焊接电流成正比,随电弧电压增高,焊缝熔宽显著增大而熔深和余高略有减少。
焊丝不同,焊接规范也不同,有资料可以参考。
③气体保护电弧焊
国内最常用的气体保护电弧焊是钨极氩弧焊(简称氩弧焊)和氩气、二氧化碳气体保护焊。
钨极氩弧焊电极是钨、钍钨合金、铈钨合金,保护气体通常有氩气、氦气、氩氦混合气和氩氢混合气。
钨的熔点是3410℃沸点是5900℃所以很适合作为不熔化电极,也因此钨极可以采用较大的电流,电弧仍然稳定集中,效率高。
设备系统见图5-29,由电源、控制箱、气瓶、电缆、气管、焊枪、工件构成,没画出焊丝。
关于钨极氩弧焊,本教科书上的资料比较齐全:
从表5-27到5-29给出常用的设备情况。
表5-30到5-33用来确定焊接规范:
焊接电流的种类、极性、大小,钨极的几何形状、尺寸,保护气体等等。
熔化极气体保护电弧焊电极是可熔化的焊丝。
表5-38中将熔化极气体保护电弧焊进行了分类。
其中应用最多的是氩弧焊和CO2气体保护焊。
熔化极气体保护电弧焊的设备组成见图5-39,这里所示的是半自动焊,因为焊枪是手握式的,全自动焊的焊枪类似于埋弧自动焊,有一套机械装备的。
保护气体和焊丝直径见表5-39和表5-40。
与氩弧焊相比CO2气体保护焊成本低许多,主要因为CO2气来源广、价格低。
但它只用于低碳钢、低合金钢等金属材料的一般结构焊接,重要焊接结构很少采用。
因为CO2属于弱氧化气体,能烧损有益元素;另外飞溅严重,电弧不稳。
表5-41和图5-41显示了焊丝、电流、电弧电压的情况。
5.3常见焊接缺陷的成因及其防止方法
①形状缺陷──外观质量粗糙,鱼鳞波高低、宽窄发生突变;焊缝与母材非圆滑过渡。
主要原因是操作不当,返修造成。
危害是应力集中,削弱承载能力。
②焊缝尺寸缺陷
尺寸不符合施工图样或技术要求。
主要原因是施工者操作不当
危害:
尺寸小了,承载截面小;
尺寸大了,削弱了某些承受动载荷结构的疲劳强度。
③咬边
原因:
⒈焊接参数选择不对,U、I太大,焊速太慢。
⒉电弧拉得太长。
熔化的金属不能及时填补熔化的缺口。
危害:
母材金属的工作截面减小,咬边处应力集中。
④弧坑
由于收弧和断弧不当在焊道末端形成的低洼部分。
原因:
焊丝或者焊条停留时间短,填充金属不够。
危害:
⒈减少焊缝的截面积;
⒉弧坑处反应不充分容易产生偏析或杂质集聚,因此在弧坑处往往有气孔、灰渣、裂纹等。
⑤烧穿
原因:
⒈焊接电流过大;
⒉对焊件加热过甚;
⒊坡口对接间隙太大;
⒋焊接速度慢,电弧停留时间长等。
危害:
⒈表面质量差
⒉烧穿的下面常有气孔、夹渣、凹坑等缺陷。
⑥焊瘤
熔化金属流淌到焊缝以外未熔化的母材上所形成的局部未熔合。
原因:
焊接参数选择不当
坡口清理不干净,电弧热损失在氧化皮上,使母材未熔化。
危害:
表面是焊瘤下面往往是未熔合,未焊透;
焊缝几何尺寸变化,应力集中,管内焊瘤减小管中介质的流通界面计。
⑦气孔
原因:
⒈电弧保护不好,弧太长;
⒉焊条或焊剂受潮,气体保护介质不纯;
⒊坡口清理不干净。
危害:
从表面上看是减少了焊缝的工作截面;更危险的是和其他缺陷叠加造成贯穿性缺陷,破坏焊缝的致密性。
连续气孔则是结构破坏的原因之一。
⑧夹渣
焊接熔渣残留在焊缝中。
易产生在坡口边缘和每层焊道之间非圆滑过渡的部位,焊道形状突变,存在深沟的部位也易产生夹渣。
原因:
⒈熔池温度低(电流小),液态金属黏度大,焊接速度大,凝固时熔渣来不及浮出;
⒉运条不当,熔渣和铁水分不清;
⒊坡口形状不规则,坡口太窄,不利于熔渣上浮;
⒋多层焊时熔渣清理不干净。
危害:
较气孔严重,因其几何形状不规则尖角、棱角对机体有割裂作用,应力集中是裂纹的起源。
⑨未焊透当焊缝的熔透深度小于板厚时形成。
单面焊时,焊缝熔透达不到钢板底部;双面焊时,两道焊缝熔深之和小于钢板厚度时形成。
原因:
⒈坡口角度小,间隙小,钝边太大;
⒉电流小,速度快来不及熔化;
⒊焊条偏离焊道中心。
危害:
工作面积减小,尖角易产生应力集中,引起裂纹。
⑩未熔合
熔焊时焊道与母材之间或焊道与焊道之间未能完全熔化结合的部分。
原因:
⒈电流小、速度快、热量不足;
⒉坡口或焊道有氧化皮、熔渣等,一部分热量损失在熔化杂物上,剩余热量不足以熔化坡口或焊道金属。
⒊焊条或焊丝的摆动角度偏离正常位置,熔化金属流动而覆盖到电弧作用较弱的未熔化部分,容易产生未熔合。
危害:
因为间隙很小,可视为片状缺陷,类似于裂纹。
易造成应力集中,是危险性较大的缺陷。
最后一种也是危害最大的一种焊接缺陷──焊接裂纹
在焊接应力及其它致脆因素共同作用下,材料的原子结合遭到破坏,形成新界面而产生的缝隙称为裂纹。
它具有尖锐的缺口和长宽比大的特征,易引起
较高的应力集中,而且有延伸和扩展的趋势,所以是最危险的缺陷。
裂纹形成的原因及防止措施
⒈热裂纹形成及防止
常见的热裂纹有两种:
结晶裂纹、液化裂纹
结晶裂纹是焊接熔池初次结晶过程中形成的裂纹,是焊缝金属沿初次结晶晶界的开裂。
而液化裂纹是紧靠熔合线的母材晶界被局部重熔,在收缩力
的作用下而产生的裂纹。
焊接时,熔池在电弧热的作用下,被加热到相当高的温度,而受热膨胀,而母材却不能自由收缩,于是高温的熔池受到一定的压力。
当熔池开始冷却时,就以半融化的母材为晶核开始处结晶。
最先结晶的是纯度较高的的合金。
最后凝固的是低熔点共晶体。
低熔点共晶物的多少取决于焊缝金属中C、S、L等元素的含量。
当含量较少时,不足以在初生晶粒间形成连续的液态膜。
焊接熔池的冷却速度极快,低熔点共晶物几乎与初析相同时完成结晶。
因此连续冷却的金属熔池虽然受到收缩应力的作用也不至于产生晶间裂纹。
当低熔点共晶体量较多时,情况就不同了,初次结晶的偏析程度较大,并在初次结晶的晶体之间形成晶间液膜,当熔池冷却收缩时,被液膜分割的晶体边界就会被拉开就形成了裂纹,这是主要原因,另有两个其它原因:
一是焊缝金属所经受的应变增加速度大于低熔点共晶物凝固的速度;
另外,初生晶体的张大方向和残留低熔共晶体的相对位置的影响。
如果焊接熔池如图方式结晶,则低熔点共晶物会夹在正在长大的柱状晶体之间,或者在从两面相对增长的晶面之间。
在这种情况下,使得正在结晶的焊缝金属很容易被收缩应力拉开而形成裂纹。
如按左图所示方式结晶,则低熔共晶体被长大的晶体推向熔池表面,不可能嵌在柱状晶体之间,这种形状的焊缝就不易裂纹。
可见,关键的措施就是:
a应严格控制焊缝金属中C、S、P和其它易形成低熔点共晶体的合金成分的含量,这些元素和杂质的含量越低,焊缝金属的抗裂纹能力越大。
当焊缝中C>0.15%,S>0.04%就可能有裂纹出现,如果母材中含碳量很高,就要控制焊接材料的成分,以使混合后的碳含量降下来。
B改变焊缝横截面的形状也就改变了焊接熔池的结晶方向,使之有利于将低熔点共晶体推向不易产生裂纹的位置。
液化裂纹产生的原因:
焊接时紧靠熔合线的母材区域被加热到接近钢熔点的高温,此时母材晶体本身未发生熔化,而晶界的低熔点共晶物则已完全熔化。
当焊接熔池冷却时,焊缝应变速度较高。
如果这些低熔点共晶物未完全重新凝固之前,接合区就已受到较大应变,则在这些晶界上就会出现裂纹。
晶间液层的熔点越低,凝固时间越长,则液化裂纹的倾向越大。
液化裂纹的成因归于母材晶粒边界的低熔点共晶物,因此液化裂纹多产生于C、S、P杂质较高的母材与焊缝的熔合边界。
可采取的措施:
a对需用大规范埋弧焊的钢板进行筛选,采用S、P含量较低的钢板。
B对于直边不开坡口的对接接头,加大接缝间隙至4_5mm,这样可在较小的焊接电流下完成全焊头的焊缝。
C将对接焊缝开成V形坡口,采用低规范多道埋弧自动焊。
以上工艺方法会降低焊接生产率,只是在无法更换材料时才用。
根本办法还是选用含C、S、P较低的材料。
含C0.2%以下,S,P在0.03%以下就不会再出现近缝区的液化裂纹。
⒉冷裂纹形成及防止
焊接接头的冷裂纹主要在屈服极限大于300MPa的低合金钢
中产生。
钢材的强度越高,焊接产生冷裂纹的可能性越大,
在低碳钢的焊接接头中一般不出现冷裂纹。
关于这种裂纹的形成机理可以如下解释:
在不利的条件下焊接时,焊接熔池中溶解了较多的氢,焊缝金属快速冷却后,大部分氢快速过饱和溶剂与焊缝金属中。
在焊接残余应力作用下,氢逐渐向产生应力与应变集中的热影响区扩散,并在某些微区聚集。
而低合金钢热影响区又往往存在马氏体淬硬组织,他的塑性变形能力很低。
当氢的浓度达到某一临界值时,变脆的金属即使是微小的应变也经受不起,而在残余应力的作用下就会开裂。
危险的是这些开裂面会进一步扩展,而且在裂纹的端部会有氢凝聚导致新的开裂,最终发展成宏观裂纹。
防止的措施
a控制近缝区的冷却速度,使之不易形成淬硬组织;
b将工件预热(降低冷却速度);
c建立低氢的焊接条件。
冷裂纹是一种最危险的缺陷,具有延迟性。
有的甚至在焊缝无损探伤后才形成,而造成不可弥补的漏检。
⒊在热裂纹
最常见的再热裂纹是焊后热处理过程中形成的裂纹,所以又叫“消除应力处
理裂纹”。
产生于具有沉淀硬化倾向的低合高强钢和奥氏体不锈钢中。
其中Cr-Mo-V,Cr-Mo-V-B,Mn-Ni-Mo-V型等低合金钢对再热裂纹由最高的敏感性。
措施
选用对这种裂纹不敏感的材料制造压力容器。
Mn钢、Mn-Mo钢、Mn-Ni-Mo钢一般无再热裂纹倾向。
其次可适当的改变工艺条件。
 升级会员
升级会员 