上面层试验段总结.docx
《上面层试验段总结.docx》由会员分享,可在线阅读,更多相关《上面层试验段总结.docx(13页珍藏版)》请在冰豆网上搜索。
上面层试验段总结
上面层试验段总结
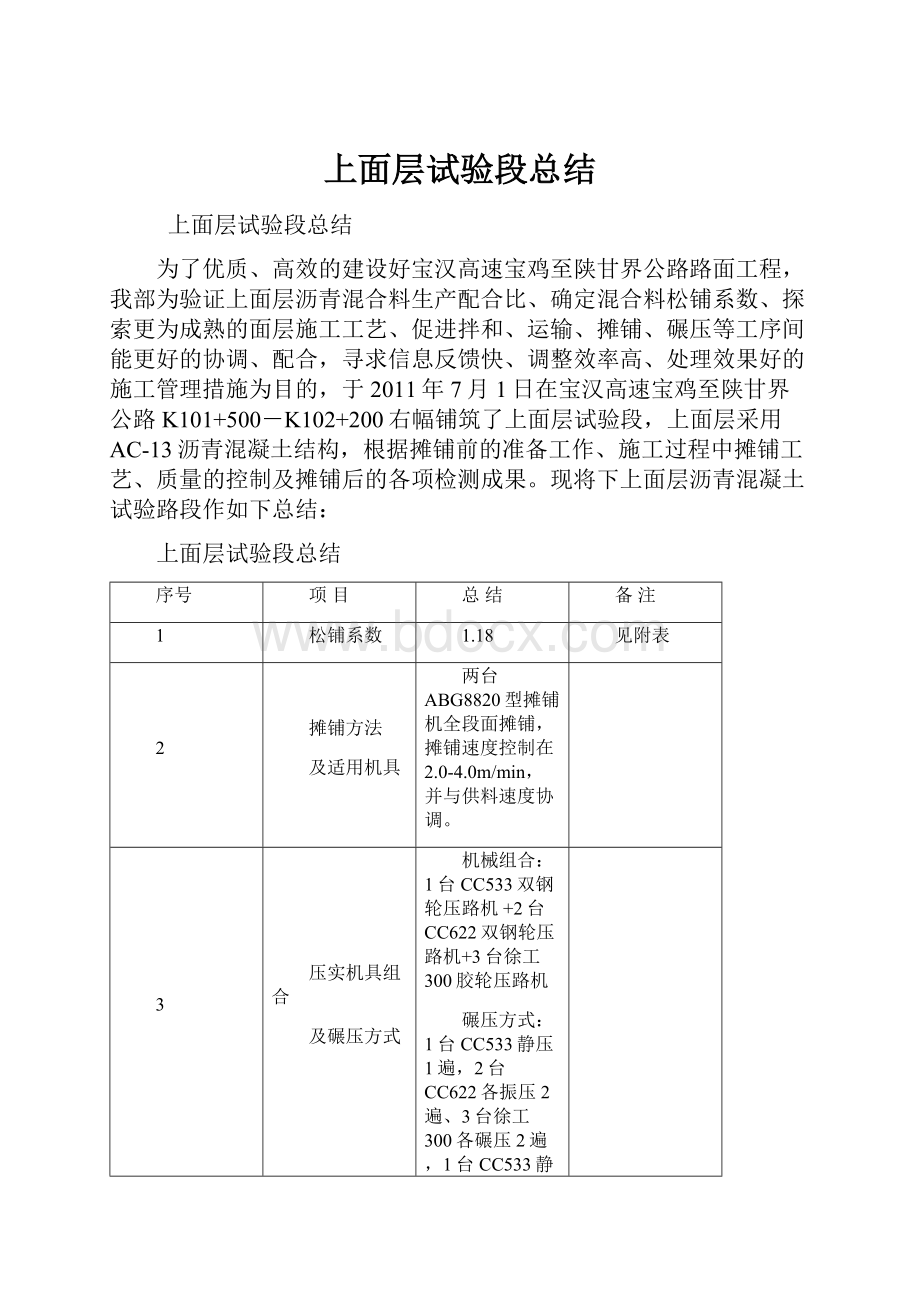
为了优质、高效的建设好宝汉高速宝鸡至陕甘界公路路面工程,我部为验证上面层沥青混合料生产配合比、确定混合料松铺系数、探索更为成熟的面层施工工艺、促进拌和、运输、摊铺、碾压等工序间能更好的协调、配合,寻求信息反馈快、调整效率高、处理效果好的施工管理措施为目的,于2011年7月1日在宝汉高速宝鸡至陕甘界公路K101+500-K102+200右幅铺筑了上面层试验段,上面层采用AC-13沥青混凝土结构,根据摊铺前的准备工作、施工过程中摊铺工艺、质量的控制及摊铺后的各项检测成果。
现将下上面层沥青混凝土试验路段作如下总结:
上面层试验段总结
序号
项目
总结
备注
1
松铺系数
1.18
见附表
2
摊铺方法
及适用机具
两台ABG8820型摊铺机全段面摊铺,摊铺速度控制在2.0-4.0m/min,并与供料速度协调。
3
压实机具组合
及碾压方式
机械组合:
1台CC533双钢轮压路机+2台CC622双钢轮压路机+3台徐工300胶轮压路机
碾压方式:
1台CC533静压1遍,2台CC622各振压2遍、3台徐工300各碾压2遍,1台CC533静压收面2遍,共13遍。
4
运输车合理数量
及运输方式
合理数量:
15台;运输方式:
自卸车装料后迅速运抵摊铺现场。
以后施工时根据运距随时增加或减少。
5
接缝处理工艺
人工铲除端头混合料,保证端头竖直平齐;下次摊铺时,压路机先横向碾压后纵压,并随时检查接头平整度,控制在3mm以内。
6
每一作业面
的合理长度
每天800-1200米
7
人员合理配置
拌和20人,摊铺37人,运输20人,交通管制8人
共计85人
一、下面层试验段施工概况
我部于2011年7月1日在K101+500-K102+200右幅进行了上面层试验段施工,施工采用2台ABG8820摊铺机摊铺作业、2台CC622和1台CC533双钢轮压路机,3台XP300胶轮压路机碾压。
施工当天天气晴朗,风力小于4级,最高气温34℃。
从试验段钻芯取样来看,碾压组合和方式比较合理。
试验段油石比控制合理,混合料级配正常、拌和、摊铺正常,温度控制较好,平整度控制较好。
主要施工设备:
玛连尼4000型沥青拌和站1套、ABG8820摊铺机2台、装载机5台、运输车15台、洒水车1台、CC622双钢轮压路机2台、CC533双钢轮压路机1台、XP300胶轮压路机3台。
施工人员:
技术员6人、试验员8人、测量员5人、施工技术工人34人。
二、配合比验证
按照生产配合比设计及最佳沥青用量进行生产拌合,铺筑沥青上面层试验段,并从现场取沥青混合料和第二天从试验段上钻取的芯样分别进行马歇尔试验和压实度等试验,试验各项指标合格,验证了生产配合比的可行性,确定以后生产用的标准配合比,并以此标准配合比作为生产上控制的依据和质量检验的标准。
上面层试验段确定的标准配合比为:
沥青
A料
B料
C料
D料
矿粉
水泥
9.5-16
4.75-9.5
2.36-4.75
0-2.36
4.7
33
12
33
18
3
1
最佳油石比:
4.7%。
三、主要人员及机械设备配置
1、主要人员分工
王怀专(项目经理):
全面负责试验段的施工,主要进行项目职能科室、各施工队间的协调管理工作。
孟志强(项目总工):
负责试验路段的技术指导及技术安排。
王华(副总工):
负责施工现场,主要是摊铺碾压机械、人员的安排、调度和混合料铺筑等。
魏波(技术负责人):
负责前场混合料到场温度、摊铺温度、碾压温度、终了温度的采集。
邓清标(试验室主任):
负责施工混合料各项试验指标及试验参数的检测、采集。
武向乾(机械工程师):
负责后场拌合设备的正常运转以及按批复的配合比拌制混合料。
尹白金(前场负责人):
负责前场具体的施工人员安排、指挥、协调。
裔刚(后场负责人):
负责后场具体的施工人员安排、指挥、协调。
2、材料准备
碎石采用凤翔县姚家沟石料厂经二次破碎生产的石灰岩碎石;石料分级为0-2.36㎜、2.36-4.75㎜、4.75-9.5㎜、9.5-16㎜四级(其中4.75-9.5㎜、9.5-16㎜均由石灰水水洗),矿粉由碎石加工而成且干燥、清洁;沥青为西安“国林”加工生产的SBS改性沥青。
3、机械设备配置
本次试验段采用的主要设备有:
玛连尼4000型自动控制的间歇式拌合楼1台(额定有效产量320t/h,试验段拌和产量设置为280~320t/h)、15t以上载重自卸汽车15台(均备有防水保温油布)、ABG8820摊铺机2台、双钢轮压路机3台(CC533和CC622)、胶轮压路机3台(XP300)、ZL50装载机5台、洒水车1台、施工管理车辆4台。
四、上面层试验段施工工艺及改进措施
施工工艺框图:
下承层准备
准备原材料
摊铺混合料
运输混合料
拌制混合料
设备准备
混合比设计
检测
交通管制
碾压
施工准备—粘层—摊铺机就位—混合料拌和—运输—摊铺—碾压--检验。
1、下承层的准备工作
下承层为沥青中面层,已经项目部与驻地办对其各项指标进行验收,各项检测指标均达到设计要求标准,可以进行下道工序的施工。
、根据中面层平整度检测结果,用3米靠尺徒步逐一检测,对变异点标示出来,用小型铣刨机铣刨。
⑵、清理下承层表面的松散物和杂质,用高压气泵吹净路面尘土,干净后喷洒SBR乳化沥青粘层,检查合格后在24小时后进行上面层的施工。
2、拌和设备的安装与调试
沥青混合料生产采用玛莲尼4000型间歇式拌和机,此拌和设备已经在监理的认可下完成安装工作。
安装完后,立即进行电子计量系统标定,标定后可先空载后负载运行。
结合其额定产量及各料斗流量曲线,确定各料斗斗门大小及调整电机的速度,对拌和机进行调试,将混合料加热烘干,经过二次筛分后,从热料仓中取料;称量后送试验室检测,与设计的配合比作对比,用对比后的结果再次调试拌和设备各冷料仓料门和皮带转速,直到满足要求为止。
按确定的生产配合比进行试生产拌和,重新做抽提试验及马歇尔试验,看是否与设计相符,如相符,则可以开始生产沥青混合料。
否则将进行重新调整,直至合格为止。
3、混合料拌和
⑴、沥青的准备
施工采用SBS改性沥青,其加热温度165-175℃。
沥青采用导热油加热,沥青温度稳定,具有足够的流动性,以能使沥青混合料拌和均匀,出厂温度符合要求,并保证沥青能源源不断地从贮罐输送到拌合机内为宜。
⑵、集料准备
粗、细集料分类堆放和供料,集料铲运方向应与其流动方向垂直,保证铲运材料均匀,避免集料离析。
每天开工前应检测集料的含水量,以便调整冷料进料速度,并确定集料加热时间和温度。
集料级配发生变化或换用新材料时,应重新进行配合比设计,确保混合料质量符合要求。
⑶、拌合
、集料和沥青应按生产配合比确定的用量送进拌合机,进入拌合机的集料温度、沥青温度及混合料出厂温度符合规范规定。
施工过程中温度要求表
序号
施工工序
施工温度
1
集料加热
190-200℃
2
改性沥青加热
165-175℃
3
混合料出厂
170-185℃(高于190℃应废弃)
4
运输到现场
≥165℃
5
摊铺温度
≥160℃
6
开始碾压温度
≥150℃
7
碾压结束表面温度
≥110℃(钢轮收面)
8
开放交通
≤50℃
②、拌和过程中,应通过现场温度测量对计算机打印的温度进行检验,并在一段连续施工的工艺流程中保证温度的均衡性,使其能够保证混合料摊铺温度和碾压温度为宜。
③、把规定数量的集料和SBS改性沥青送进拌合机后,应把这两种材料充分拌和直至所有集料颗粒完全均匀地被沥青膜裹覆,沥青材料也完全均匀分布到整个混合料中,以混合料中无花白石子、无沥青团块、乌黑发亮为宜。
对出现花白、枯黄灰暗的混合料必须废弃不用。
④、拌好的沥青混合料应进行跟踪质量抽检,检查集料级配、油石比等指标,发现问题及时检查分析原因,发现生产配合比不当应及时调整。
⑤、逐盘打印混合料用油量、各料仓集料用量及沥青混合料重量,绘制油石比波动图。
4、运输
⑴、为保证沥青混合料源源不断地运至摊铺现场,必须配备足够的运输车辆,每小时运力必须大于拌和机产量。
运送沥青混合料的运输车载重宜30吨以上。
料车应有紧密、清洁、光滑的金属底板,底板应涂一薄层油水混合液(植物油和水的比例可为1:
3),以防止混合料粘到底板上。
装车前,运输车底板应排干积水,每台车都必须配备一个保温蓬布,其大小应能覆盖整个车厢,以保证混合料不受下雨或低温影响。
⑵、施工前应对全体驾驶员进行培训,加强对汽车保养,避免运料途中汽车抛锚,导致混合料冷却受损。
装料时汽车应按照前、中、后的顺序移动,避免混合料离析。
⑶、混合料装车后应及时测试温度,发现温度过高(高于190℃),混合料烧焦失粘现象应予废弃;温度合格的混合料称重后,签发一式三份运料单(一份存拌合场,一份交司机,一份交摊铺现场负责人,并分别归档备查)。
为减少运输过程中温度散失,料车应用帆布进行覆盖,并准备棉被备用,便于运输车辆中途抛锚时使用。
⑷、沥青混合料运至摊铺地点后应凭运料单接收,并检查拌和质量,不符合温度要求,或已经结成团块、已遭雨淋湿的混合料不得铺筑在道路上。
⑸、运料车辆应行驶在平整坚实的道路上,减轻车辆颠簸,对行驶路线的坑槽应及时维修,以免混合料离析或运料车中途抛锚。
⑹、施工过程中摊铺机前方应有运料车在等候卸料,开始摊铺时在施工现场等候卸料的运料车不宜少于3辆,也不宜多余5辆,以保证连续摊铺为宜。
5、混合料的摊铺
⑴、沥青上面层摊铺施工采用双机梯队联铺作业,两台摊表机间距保持5-10m,单机组装宽度为8m和7m,采用平衡梁控制厚度及平整度的方法进行摊铺。
⑵、在起始位置,将摊铺机熨平板拉线调直,在熨平板底面两侧垫塞方木或木板,方木厚度4.8cm(按预定松铺系数1.2计算松铺厚度),全面检查熨平板,在其下面拉线校测,保证熨平板的平整度,使用前预热熨平板,温度控制在100℃为宜。
检查摊铺机全部的振捣夯具,使摊铺的混合料达到最大的摊铺密度。
⑶、当摊铺机前的运料车达到3-5车时,进行混合料摊铺。
在开始受料前,在摊铺机料斗内涂刷少量植物油,以防止粘料。
卸料速度与摊铺速度相协调,两台摊铺机速度保持一致。
摊铺过程中根据最初10米的铺筑效果,及时调整熨平板的振动频率及振幅,调整好后,在连续施工时不作变动。
⑷、摊铺机在摊铺过程中保证供料充足,保证上一车料卸完后,下一车料能及时供料,不致中途停机待料;混合料摊铺速度应与拌和机供料速度协调,保持匀速不间断地摊铺,不得中途停机,摊铺速度设置为2.5米/分,最低不得小于2米/分,最高不得大于4米/分。
施工中摊铺机螺旋送料器要不停地转动,保证两侧混合料不小于送料器高度2/3。
摊铺机缓慢连续均匀地行走。
随时检查摊铺层厚度及路拱、横坡,摊铺机摊铺不到的部位要用人工及时摊铺。
混合料摊铺前,插入式温度计测量其温度,不得低于160℃;发现有不合格的混合料时,作废弃处理,不能铺到路面上。
6、碾压
无论初压、复压都尽可能在高温下进行。
初压采用1台双钢轮压路机前进时静压、后退时振压,速度以不使混合料产生推移、发裂为准。
复压采用1台双钢轮振动压路机振压1遍后3台XP300胶轮压路机各碾压两遍,终压两遍,先振压一遍,再静压收面使表面无轮迹为止。
⑴、初压紧跟摊铺机后碾压,不分段落。
复压按照30~40米一个碾压段进行,摊铺后应立刻开始进行碾压作业,按预先确定的压实设备的组合及程序进行充分、均匀地压实。
拟采用碾压机械组合、方式表
碾压阶段
初压(静压)
复压(振压)
终压(静压)
机械组合和遍数
机械组合和遍数
机械组合和遍数
碾压方式
静压1遍
振压1遍+3台XP300胶轮各碾压2遍
振压1遍、静压收面1遍
⑵、试验路段压实分初压、复压和终压。
压路机碾压的适宜速度符合表1的规定。
压路机碾压的适宜速度表1
碾压阶段
初压(静压)
复压(振压)
终压(静压)
Km/h
Km/h
Km/h
压路机类型
双钢轮压路机
2~3
胶轮压路机
3~5
双钢轮压路机
静压4~6
⑶、混合料摊铺后,应紧跟摊铺机进行初压;初压温度不低于150℃,温度计插入摊铺层中,至温度不上升为准;压实后的沥青混合料应符合压实度及平整度的要求,不可过分提高平整度指标而放松压实度的要求。
复压、终压互相紧跟进行,测其终压表面温度不得低于110℃。
⑷、碾压时应将驱动轮面向摊铺机,由低向高均匀地进行,碾压路线及碾压方向不应突然改变而导致混合料产生推移。
压路机起动、停止必须减速缓慢进行;振动压路机倒车时应先停止振动,并在向另一方向运动后再开始振动,以免混合料鼓包。
⑸、压路机不得停留在温度高于70℃的已经压过的混合料上。
同时,采取有效措施防止油料、润滑脂、汽油或其它杂质落在路面上。
、压路机的碾压段长度以摊铺速度平衡为原则,一般以30-40米为宜。
气温高,风速小时,碾压段宜长;气温低,风速大时宜短;气温低于20℃时,压路机可以紧跟摊铺机碾压。
、压路机每次应由两端折回的位置阶梯形的随摊铺机向前推进,使折回处不在同一断面上,在摊铺机连续摊铺的过程中,压路机不得随意停顿,不得在未碾压成型的路段上转向、调头或停车等候。
振动压路机在已成型的路面上行驶时应关闭振动。
7、检测
⑴、松铺厚度:
按设定松铺厚度(4.8cm)架设摊铺机,现场技术员严格检测符合要求后方可开始摊铺,开始阶段用钢钎及钢卷尺检测松铺厚度是否与设计松铺厚度一致,发现异常及时进行调整。
五、关键工序质量控制
在施工过程中,面层现场质量检测组进行跟踪检测,保证整个施工过程中的材料、操作、工艺符合要求。
1、温度控制
对混合料拌合温度及出厂温度、运输到场温度、摊铺温度、碾压温度都进行检测,有专人分别在拌合站和摊铺现场对每一车混合料进行了温度检测和记录,发现异常,及时汇报。
严格按照部颁标准中规定的数据及总监办批复的控制温度进行控制,保证施工温度得到有效控制。
2、矿料及级配控制
每天拌合楼开始拌料前应进行热料试拌,试验室对热料仓料进行取样筛分,检查矿料实际级配,若与设计级配线偏差过大,及时对热料仓配比进行调整,直至满足批准的生产配合比为止;拌料过程中,取混合料在试验室进行抽提和筛分试验,以检查混合料的级配。
试验段证明,试验路段的矿料级配符合规范要求。
3、厚度控制
要保证上面层的厚度,主要做好中面层的平整度和上面层施工厚度控制。
对中面层平整度变异点进行铣刨,上面层施工厚度控制主要从以下几方面控制:
检查非接触式平衡梁的准确性、灵敏性,保证设备正常有效运转;及时清理平衡梁前散落的石子、杂物等,保证摊铺前中面层基准面的真实性;按照确定的松铺系数进行摊铺,经常检查松铺高程,保证松铺厚度和压实厚度。
4、压实度的控制
首先要保证材料按照配合比的要求固定料场和料源;混合料的拌合严格按照配合比的要求进行配料;其次,沥青混凝土的出厂温度、摊铺温度、碾压温度等温度控制,只有在规范规定的温度内进行碾压,才能保证碾压的压实度;第三,碾压应紧跟、及时,要求初压应紧跟摊铺机,尽量减少温度散失,复压、终压应尽快完成,减少碾压时间。
第四,按照试验段确定的机械组合、碾压方式碾压。
5、平整度的控制
影响上面层平整度的因素很多,首先要保证混合料的级配在规定的范围内。
其次,施工工艺方面:
摊铺时,摊铺机应缓慢、连续、匀速前进,不得停机,并有一定的初始压实度,保证碾压时推移较少;卸料过程中运料车挂空档,靠摊铺机推动前进,严禁料车碰击摊铺机;初压时压路机的吨位应静压且速度尽量减慢,以免推移过大,碾压两端折回的位置成阶梯形。
最后,在施工过程中,派专人用3米靠尺跟踪检测,发现平整度偏差较大处,用粉笔标划出,并用小型压路机碾压,边碾压边用靠尺检查。
特别是横向接缝处的处理,先用压路机斜向45°碾压,然后再按正常方式碾压,并用3米靠尺随时检测接缝处的平整度,以便及时进行处理调整。
6、混合料离析的控制
首先,拌和站产量控制在标准产量的80%以内,拌和时应连续均匀,上料不得出现混料、空料现象,拌和站出料时应在备满一储存仓后才进行卸料;其次,装车时运输车应前后移动,以减少混合料离析,卸料时料斗应慢慢升起,升到一半时先停下,等到把混合料基本摊完后再上升,减少卸料产生的离析;第三、摊铺过程中应保持分料镙旋连续匀速的旋转并保证混合料的送料高度不小于摊铺机螺旋送料器的2/3,以减少混合料的离析;最后、对摊铺后出现的窝、条、带等离析现象及时进行处理,一般用10*10筛筛撒细料,严重处应挖出换填新料;第四、做好温度控制,特别是碾压温度控制,碾压应及时,减少温度下降引起的温度离析
7、结论
通过检测证明,试验路段中采用的机械组合和各种施工参数,能够满足路面上面层施工要求的标准,得出的数据准确可靠,方案可行,达到了试验路段预期的目的,可以按试验路段得出的参数进行标准段的施工。
 升级会员
升级会员 