BGA及类似器件的底部填充和点胶封装工艺.docx
《BGA及类似器件的底部填充和点胶封装工艺.docx》由会员分享,可在线阅读,更多相关《BGA及类似器件的底部填充和点胶封装工艺.docx(26页珍藏版)》请在冰豆网上搜索。
BGA及类似器件的底部填充和点胶封装工艺
作者:
杨根林东莞市安达自动化设备有限公司
BGA及类似器件的底部填充和点胶封装工艺
摘要
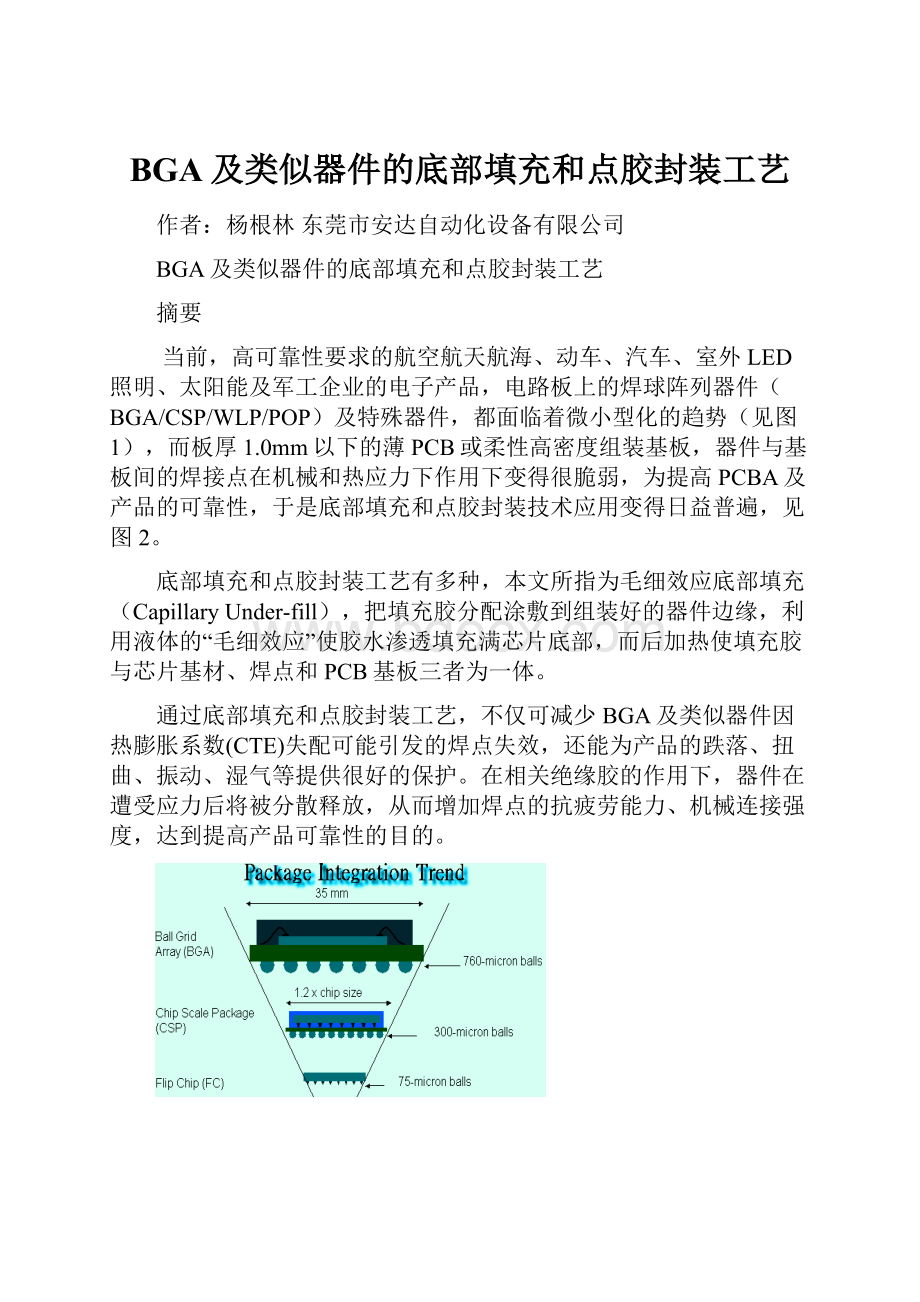
当前,高可靠性要求的航空航天航海、动车、汽车、室外LED照明、太阳能及军工企业的电子产品,电路板上的焊球阵列器件(BGA/CSP/WLP/POP)及特殊器件,都面临着微小型化的趋势(见图1),而板厚1.0mm以下的薄PCB或柔性高密度组装基板,器件与基板间的焊接点在机械和热应力下作用下变得很脆弱,为提高PCBA及产品的可靠性,于是底部填充和点胶封装技术应用变得日益普遍,见图2。
底部填充和点胶封装工艺有多种,本文所指为毛细效应底部填充(CapillaryUnder-fill),把填充胶分配涂敷到组装好的器件边缘,利用液体的“毛细效应”使胶水渗透填充满芯片底部,而后加热使填充胶与芯片基材、焊点和PCB基板三者为一体。
通过底部填充和点胶封装工艺,不仅可减少BGA及类似器件因热膨胀系数(CTE)失配可能引发的焊点失效,还能为产品的跌落、扭曲、振动、湿气等提供很好的保护。
在相关绝缘胶的作用下,器件在遭受应力后将被分散释放,从而增加焊点的抗疲劳能力、机械连接强度,达到提高产品可靠性的目的。
图1焊球阵列器件封装小型化趋势图2底部填充需求的常规定义
为让BGA及类似器件有效填充和点胶封装,作业前须选择性能较好的胶水、恰当的点胶路径和点胶针头(Needle)或喷嘴(Nozzle),并正确地设置点胶参数以控制稳定相宜的胶水流量。
点胶后,须作首件检验确认点胶和填充效果,烘烤条件需符合胶水特性及产品特点,以确保胶水完全固化。
固化后,须做外观检查和测试,确保填充效果有效可靠。
点胶和填充时须避免汽泡,固化后需避免产生空洞,形成满意的边缘角或达到特定的填充效果,降低现场失效提高产品长期可靠性。
在选择胶水时,须选用可返修的,并注意返修方法。
关键词
焊球阵列器件(BGA/CSP/WLP/POP),可靠性(Reliability),自动点胶机(AutomaticDispenser),底部填充(Under-fill),环氧树脂(Epoxyresin),高密度互连(HDI),点胶/喷胶,汽泡/空洞,声波微成像技术,可返修性(Rework-able)
1、BGA及类似器件的点胶工艺及底部填充的作用
电子产品的点胶工艺多种多样,比如摄像镜头的密封固定(LensLocking),光学镀膜防反射和红外线滤光片粘接(AR/IRFilterAttach),玻璃防护盖(GlassLid)密封固定,镜头框架(LensHolder)与基座或PCB基板粘接,影像芯片COB裸晶邦定(DieAttach),以及CCD/CMOS表面封装器件或其它组件的底部填充,见图3。
相机模块的核心器件CCD(ChargeCoupledDevice)或CMOS(ComplementaryMetalOxideSemiconductor)和其它有源器件,它们主要采用CSP、WLP或FC超小型封装方式。
图3相机模组主要的胶粘工艺 图4底部填充和非底部填充的跌落试验效果
PCB基板复杂多样,比如厚度1.0mm以下的PCB、Rigid-FlexPC、FPC、CeramicPC、MetalPC等,这些基板在SMT制程中不仅要克服PCB翘曲变形或易碎的问题,在测试组装中更要保护焊点免受外力破坏。
而BGA及类似器件的微形焊点对应力非常敏感,为解决其可靠性隐患点胶和底部填充成了必不可少的重要工艺。
有研究资料表明,产品经过底部填充和不进行底部填充的跌落试验,两者焊点遭受到的应力迥然不同,经过底部填充的器件焊点感测到的应力轻微许多,反之应力震荡变化或骤然增大,其效果差异见图4。
BGA及类似器件成为影响产品可靠性的关键因素,由于这些器件硅质基材热膨胀系数比一般性的PCB材质要低许多(资料显示硅质为2.6ppm/℃,常用的PCB材质为10-26ppm/℃或更高),在受热时两者会产生相对位移,导致焊点机械疲劳从而引起断裂失效,见图5A。
对于这些器件,采用底部填充可以有效地增强器件与基板间的机械连接,降低其现场失效问题。
总之,点胶和底部填充不仅有助于降低材料之间CTE不匹配的热应力破坏,减少基板的翘曲变形、跌落撞击、挤压和振动等机械应力造成焊点破裂失效的风险,见图5B&5C&5D。
电子产品在恶劣环境下工作的稳定性及可靠性,通过对BGA及类似器件实施点胶和底部填充是非常有效的。
5ACTE失配应力 5B产品撞击 5C器件受挤压 5D底部填充对PCB翘曲的保护作用
二、胶水的基本特性介绍与选用要求
在BGA器件与PCB基板间形成高质量的填充和灌封,材料的品质与性能至为重要。
日前用于BGA/CSP等器件的底部填充胶,是以单组份环氧树脂为主体的液态热固胶粘剂;有时在树脂中添加增韧改性剂,是为了改良环氧树脂柔韧性不足的弱点。
底部填充胶的热膨胀系数(CTE)﹑玻璃转化温度(Tg)以及模量系数(Modulus)等特性参数,需要与PCB基材、器件的芯片和焊料合金等相匹配。
通常胶水的Tg点对CTE影响巨大,温度低于Tg点时CTE较小,反之CTE剧烈增加。
模量系数的本义是指物质的应力与应变之比,胶水模量是胶水固化性能的重要参数,通常模量较高代表胶水粘接强度与硬度较好,但同时胶水固化时残留的应力会较大。
PCBA的胶材须安全无腐蚀,符合欧盟RoHS(RestrictionofHazardousSubstances)指令(关于在电子电气设备中限制使用某些有害物质)的要求,对多溴二苯醚(PBDE)和多溴联苯(PBB)在材料中的含量严格限制,对于含量超标的电子产品禁止进入市场。
同时,还需符合国际电子电气材料无卤(halogen-free)要求,如同无铅锡膏并非锡膏中不含铅而是含量限制一样,所谓无卤也并非物料中不含被管制的卤素,而是指氯或溴单项含量在900ppm以下,总卤素含量控制在1500ppm以下,即(Cl<900ppm,Br<900ppm,Cr+Br<1500ppm)。
良好的底部填充胶,需具有较长的储存期,解冻后较长的使用寿命。
一般来说,BGA/CSP填充胶的有效期不低于六个月(储存条件:
-20°C~5℃),在室温下(25℃)的有效使用寿命需不低于48小时。
有效使用期是指,胶水从冷冻条件下取出后在一定的点胶速度下可保证点胶量的连续性及一致性的稳定时间,期间胶水的粘度增大不能超过10%。
微小形球径的WLP和FC器件,胶材的有效使用期相比于大间距的BGA/CSP器件通常要短一些,因胶水的粘度需控制在1000mpa.s以下,以利于填充的效率。
使用期短的胶水须采用容量较小的针筒包装,反之可采用容量较大的桶装;使用寿命越短包装应该稍小,比如用于倒装芯片的胶水容量不要超过50ml,以便在短时间内用完。
大规模生产中,使用期长的胶水可能会用到1000ml的大容量桶装,为此需要分装成小容量针筒以便点胶作业,在分装或更换针筒要避免空气混入。
此外,使用期短的胶水易硬化堵塞针头,每次生产完需尽快清洗针管和其它沾胶部件。
BGA及类似器件的填充胶,胶水的粘度和比重须符合产品特点;传统的填充胶由于加入了较大比率的硅材使得胶水的粘度和比重过大,不宜用于细小填充间隙的产品上,否则会影响到生产效率。
经验表明,在室温时胶水的粘度低于1000mpa.s而比重在1.1~1.2范围,对0.4mm间距的BGA及CSP器件的填充效果较好。
胶水的填充流动性和固化条件,须与生产工艺流程相匹配,不然可能会成为生产线的瓶颈。
影响底部填充时间的参数有多种,一般胶水的粘度和器件越大,填充需要的时间越长;填充间隙增大、器件底部和基板表面平整性好,可以缩短填充时间。
为提高生产的效率,需综合考虑有关参数并力求优化,参考它们的关系图表6A;底部填充胶的毛细流动剖视,见图6B。
对于粘度较大流动性较差的胶水,为提高填充速率,可以将基板预热至60-90℃左右。
表面张力和温差是底部填充产生毛细流动的二个主要因素,由于热力及表面张力的驱动,填充材料才能自动流至芯片底部。
另外,填充材料都会界定最小的填充间隙,在选择时需要考虑产品的最小间隙是否满足要求。
图6A影响填充时间的参数图6B底部填充的剖视简略图
选择底部填充胶需注意什么呢?
填充胶的选择是与产品特点相关的,往往需要在工艺和可靠性间平衡。
日前市场上底部填充胶的种类很多,在选择相机模块的填充胶时,重要的是适合产品的特点。
依据PCB板质的不同,力求热膨胀系数与其匹配。
胶水的粘度和比重要适中,室温下良好的湿润性,利于针头快速出胶和快速填充;低温固化快利于固化效率。
较低的(CTE)和较高的(Tg)点,以求良好的热性能;适中的模量系数,使其兼备优良的机械强度和柔韧性。
总之,优质的胶水需具有室温快速流动和低温快速固化,与锡膏良好的兼容性,较高的粘着强度和断裂韧度,以及重工性能佳和长期可靠性等特点。
比如乐泰(Loctite)的Hysol®UF3800™是一款新型的底部填充胶水,它具有较高的Tg和较低CTE,25℃@粘度375cp,比重1.13,模量系数3080Mpa,固化条件130℃≥8分钟,这些性能参数很适合精密器件细间距BGA/CSP/WLP的填充要求。
不过这款胶水储存条件为零下20℃,生产使用前必需将冷藏的胶水在室温下解冻回温2至6小时,使胶水的温度与室温均衡才能开启使用,回温时间长短取决于不同的包装大小。
3、点胶和底部填充的路径与模式基本要求
在设计点胶路径时,不仅要考虑点胶效率和填充流动形态,为了在BGA及类似器件的边缘良好成型,还要认真考虑器件边缘溢胶区域限制。
日前的电子产品,由于其高密度组装特点,其溢胶区域通常受到限制。
某些特定区域溢胶甚至不能超过器件边沿的0.1mm,较普遍的是小于0.2mm,见图7A和7B;同时限制区域外的胶痕厚度不能高过PCB表面20um。
由此可见,对于手持式产品的高密度组装,底部填充采用何种施胶路径模式是很有讲究的,而烘烤前后的精确检验也同等重要,见图7C。
7A某影像CSP溢胶限制尺寸7B某WLCSP溢胶限制尺寸7C显微千分尺溢胶检测
BGA及类似器件的点胶和底部填充作业,其简略步骤是:
涂胶前,清洁器件底部与周边,清洗或受潮的PCB需烘烤;涂胶,需依据器件大小和填充要求调试出胶量,按选定的路径点胶;毛细填充:
按设定的路径点胶使其快速填充,要求在点胶的对边有胶溢出,四边的涂胶最低限度覆盖住器件焊球;烘烤后的检验,需确保胶量完全填充器件和基板的间隙并完全固化,见图8。
胶量的控制对于形成良好的边缘圆角非常关键,单个元器件胶水用量计算,可以依据芯片的面积、填充间隙高度、焊球的体积与数量,以及形成合格的边缘圆角,计算出器件所需理论胶量。
不过,多半情况还需以实际的填充效果,通过精密计量天平来确定胶水的用量,时下许多自动点胶机都有此功能。
图8Under-fill工艺的简要流程图9点胶针头的合理位置 图10常见的点胶模式
点胶路径是针头画胶的路线,通常由点胶设备或手工操作者来控制。
理想的点胶路径需要点胶效率和填充效果之间权衡,目标是花费较短的流动及点胶时间,得到没有空洞的完好的填充效果。
作业上控制好胶水流量的稳定,使点胶具有较高精确性和可重复性,才能形成满意的边缘圆角和填充效果。
采用合适的施胶模式,使针头沿边缘均匀移动;确保良好的填充效率和品质。
在选择点胶模式时,需依据所填充器件的面积大小和间隙高度合理选择。
采用针头点胶还需注意,针头与器件边缘,针头与基板的距离要合理,可参考图9所示。
溢胶被严格限制的器件,为了避免溢胶不良,可能需要多条填充路径涂敷,不同情况下采用不同的施胶模式。
BGA及类似器件常用的点胶模式有四种,单边角点胶、单边“I”形点胶、半“L”形和全“L”形点胶,见图10。
单边角点胶:
在器件的边角点一个点或多点,这种样式在点胶的地方残胶多,它适合于需求胶量很少的小型器件,比如小型的WLP,见图11A。
单边点胶:
面积小于3*3mm的CSP或FC等器件一条填充路径即可,胶点长度一般是器件边长的50%-125%,点胶的画线长度需适当,以免填充时产生包封气泡,见图11B。
而对大于3*3mm并小于6*6mm的器件,可采用半“L”形路径或双边“L”型涂敷方式,比如较大的CSP或uBGA,见图11C&D。
另外对于较大的BGA器件:
为确保足够胶量和填充效率,则可以考虑“U”型施胶;这种方式不用于相机模块器件。
图11AWLCSP单角点胶11B“I”Vs半“I”形点胶11CCSP“I”形点胶11DCSP半“L”形点胶
如果BGA及类似器件四周正好有足够的点胶空间,推荐使用较短的粗线,以便填料中间部分流动稍快避免产生气泡;对于周围没有太多空间的情况,有时可以在同—边同一位置陆续画多道细线来解决。
施胶时不要形成封闭图形,起始端和终端之间必需留有2mm以上的距离,以便填充和固化过程中的排气。
四、点胶的设备及基本工艺
理想的涂敷效果,离不开正确的施胶设备和工艺控制。
BGA及类似器件点胶,点胶嘴的位置控制非常重要,也就是说点胶嘴离器件的距离和距基板的高度是很关键的。
点胶嘴可尽量接近器件边缘,以便降低对器件的周边的污染;针头点胶嘴离板面高度恰到好处,以便针嘴出胶畅通。
最终效果是,使胶水快速均匀地流入器件底部,同时减少流到器件外围的胶水量。
点胶设备对涂敷填充品质更是举足轻重,小批量的生产可采用手工或半自动设备作业,不过针头点涂设备须能够精确控制出胶量;大批量生产须采用自动点(喷)胶机,每点(喷)完一次胶需自动封闭针头,避免低粘度胶水断胶后针头继续流胶或拖滴胶。
自动点(喷)胶机通常都有较为精确的定位能力以及重复精度,对于PCB送板位置偏差或模具精度不一致,可以通过基准点光学定位,因而避免了点胶或喷胶的偏位不良。
如果是厚度很薄的PCB、FPC或Rigid-FlexPC易翘曲变形,需要通过载板治具降低其基板的变形量,也需要点(喷)胶机通过高度感测针(HeightSensorProbe),准确的检测出点胶位置的高度,以便点胶针或喷胶嘴在最恰当的位置进行点胶或喷胶。
针头或喷嘴尽量接近器件封装边缘,或略低于器件顶部,可以避免胶水脏污影像器件的表面或邻近区域的COB邦定焊垫。
点(喷)胶针头需要符合器件及溢胶区域控制的要求,细间距的BGA器件须采用精密的不锈钢针头,针头或喷嘴内径范围(0.15~0.21mm),外径(0.31~0.41mm)。
一种新器件的点胶参数设定,需依据点胶填充的效果反复调试,最终确定所需胶量。
点胶或喷胶作业开始前,需依据产品器件特点,选择孔径大小合适的针头,调试出恰当的点胶参数和每个器件所需的胶量;并预先启动点胶泵对针筒以及针头排气,使胶水移动到针头的前端,以便点胶均匀。
点喷胶结束,针头或喷嘴必需停在清胶位(PurgeStation)。
日前常用的施胶方式有三种,传统的手工或半自动点胶、自动针头点胶和非接触式喷射点胶。
下面对其分别略做介绍。
1、手工或半自动点胶
手工点胶方式,是作业员手持点胶针筒进行点胶路径和滴胶量控制的一种作业方法;作业时针头需力求平稳、均衡,在器件边缘点胶见图11A。
它的缺点是,点胶停顿时针头滴胶,胶的粘度较大时拉丝,每次作业完针头会有胶水残留;因此当作业中断或停顿,对于相机模组或其精密器件的点胶,重启点胶必需清洁针头。
这种点胶方式设备投资小、作业方便灵活,点胶精度虽不高,但只要作业员熟练并掌握了一定技巧,用在类似于相机模组这样高精度点胶要求的产品上也是可行的。
这种点胶设备有两种不同的点胶模式:
一种是由定时器控制点胶量,定时定量自动出胶,多半用于单角施胶模式。
点胶时间设定范围0.07S-9.99S,自动重启间隔时间0.1S-9.9S,对于精密器件点胶通常不能采用自动循环模式。
另一种是定量出胶,脚踏开关每动作一次,针头出胶一次,出胶时间0.07S-9.99S,最小点滴量约0.01ml,这种方式较为常用,可以很方便控制点胶量。
图11B所示为半自动点胶机的操作面板,通过调节气压,设定点胶时间和选择合适的针嘴,可以满足各种器件不同胶量需要。
手动点胶方式的点胶速度、点胶路径、针头高度,以及针头与芯片的距离等,都只能依靠人工掌握控制,点胶的品质主要依赖于作业员的熟练程度。
作业员熟练度不够或控制不当,可能造成胶量偏多或不足、溢胶甚或胶水粘到影像器件的表面等不良,见图11C。
如果采用手工点胶,作业员须经过专业训练,并具有一定的作业经验,点胶的品质才能得到保障,见图11D。
图11A手工点胶图11B手动点胶机面板图11D溢胶不良图11C点胶良品
而半自动点胶方式,点胶机可以做点胶路径的设置,不过对PCB定位通常靠治具;由于机器没有光学识别系统,对FPC之类的产品作业较为困难。
这种方式,对于相机模组器件的精密点胶不太适合,其灵活性和精度都略显不足。
2、自动点胶机针头点胶
自动点胶机依据程序的点胶路径参数设定,其针头可以自动快速作方向旋转,通常具有画点、线、面、圆弧以及不规则曲线连续点胶功能,见图12A。
这种点胶方式在生产前首先需要编写好点胶的程序,比如以PCB光学点为基准确定器件点胶坐标以及路径,并选定点胶的模式等参数。
针头自动点胶方式的优点是,点胶的位置精度和点胶量的控制比手工点胶要好,用于大批量生产中效率较高。
早期生产的这种类型机器多半有其致命弱点,即针头在Z轴上下移动或停顿瞬间难免滴胶,见图12B。
这种旧式机器的缺陷造成点胶的起始或结束位置胶点较大,甚至使得胶水损耗较多,所以它只能被用于溢胶区域限制要求不高的产品,见图12C。
为了配合精密点胶的需要,许多研发自动点胶机的厂商都在努力改善这个问题,通过在点胶针筒上配置真空负压装置,点胶结束启动负压封闭针头,这种智能断胶功能减少了针头上下移动过程中的漏胶或拖胶拉尖的问题。
同时,高速旋转阀门控制提高了点胶的起点和结束点精度,使胶量大小粗细得以控制。
自动点胶机点胶针头多半与PCB或器件表面垂直,如果针头与器件表面要形成斜角则需要有专用的夹具。
n
12A自动针头点胶12B点胶机停顿滴胶图12C“L”形点胶图12D针嘴残胶造成胶多
自动点胶机可用于各种模式施胶,在细间距较多的采用点“点堆点”,以及沿着器件不同边单点或多点作业。
其点胶过程为:
针嘴到达指定点胶位置后停止移动,挤射一点或者在同一位置挤射多点胶水,还可以改变胶点的尺寸大小。
通过精确的胶水总量控制,实现产品精密点胶要求;不过这种方式用于相机模组某些WLCSP器件上还是有一定的风险,当针嘴上带有残胶就可能造成胶多不良,见图12D。
3、先进的喷射点胶
精密产品BGA及类似器件的底部填充,对于精确点胶是极其重要的,而喷射点胶相比传统的针头点胶则更具优势,更符合溢胶区域精密控制的要求。
喷射点胶与自动针头点胶一样,点胶前须编写好点胶的程序,准确测量出器件所需胶量,选择型号大小合适的喷嘴,把点胶头高度调整到合适位置,通过高度探测针校验点胶高度,等等。
依据器件溢胶的限制区域不同,确定好喷点胶的最佳起始边或起始点和结束位置,器件边缘就近有测试点或太靠近COB邦定焊垫等限制,应当避免作为点胶起始或结束位置边。
当前先进的性价比较好的点胶灌封装设备,可参考安达新型模块化高速多功能点胶机,见图13A;同时参照图13B分析得知,喷射式点胶相比针头点胶优劣特点。
图13A安达高速多功能点胶机图13B针头点胶Vs喷射式点胶
㈠、当器件间距小至0.25mm时,接触式针头点胶就显得束手无策了(针头的外径尺寸最小0.28mm),由于针头无法下到PCB表面难以进行作业,而非接触式喷胶则游刃有余。
㈡、喷射式点胶,点胶头不需要进行Z轴上下移动,点胶头移动点挤射技术充分地利用了点挤射机构在速度方面的优势,可以使胶水在点胶头移动过程中喷出(JettingOnTheFly),从而可以提高相机模组点胶效率;针头点胶容易伤到器件的问题,喷射点胶却无此之虞。
㈢、胶点直径可以小至0.25mm,喷射量精确到1.6纳升,0.1mm的喷射线条,细小的胶滴使得润湿脏污板面更小,既避免了过多的溢胶脏污了邦定焊垫(BondingPad)及其它组件,也有助于减少胶水损耗,缩短了润湿脏污的避让区。
㈣、与传统的针式点胶相比,点胶间隙不再是影响喷射式点胶精度的主要因素;喷射点胶比针头点胶能从更近的距离对器件边部喷射点胶;由于胶体到达间隙的速度更快,因此可在器件边缘形成更快的毛细流动,减少了胶水从封装体边沿蔓出的问题,见图13C。
㈤、传统针头点胶容易产生胶点形状不良或点胶偏位,因而可能脏污CMOS/CCD表面或造成填充不良,而喷射点胶机有喷射校正功能CPJ(CalibratedProcessJetting)可自动调整点胶位置,可保证点胶的重复精度。
㈥、喷射点胶没有针头点胶产生滴胶的问题,还可进行低粘度底部填充材料的涂敷,同时其正向材料关闭阀可封闭针头,防止拖胶拉丝与滴胶不良。
㈦、喷射点胶的胶点形状可自始至终保持匀称,避免了针头点胶的两头大问题,图13D所示为典型的从针头点胶与喷头射出的胶滴,它们的优劣不言而喻。
图13C喷胶与点胶精密度对比图13D喷胶与点胶形状对比
自动喷射点胶机与针头点胶机基本功能相近,比如点胶程序的制作,点胶路径设置,以及部件的处理;另外基板预热,器件定位,底部填充胶量控制等都大同小异。
如果胶的粘度不合适或工作环境不合理,必要的时候可以开启温度调节器(NeedleHeaterorCoolingAir)或TCA(ThermalControlAssembly)装置,对涂胶针嘴或喷嘴预处理(温度30-50℃),便于减低胶水粘度提高填充速度。
5、填充品质控制及烘烤工艺
底部填充胶在完成涂敷和填充后,需要对点胶的器件进行必要的外观检查。
点胶填充合格后,接下来就是对胶水的烘烤,为保证胶水的完全固化,要充分考虑其固化温度曲线。
把烘烤好的产品从烤箱中取出后,需要对器件的四周检查填充效果,确认完全符合工艺标准要求。
1.烘烤前的检查
高密度组装板的BGA及类似器件的溢胶范围被严格限制,溢胶区域有时被限制在器件边沿的0.15mm范围内,个别器件一些边沿甚至不能有溢胶存在,图14A所示为某产品WLP器件溢胶限制。
点胶后,烘烤前的检验至关重要,溢胶区的检验有时需通过带刻度的千分尺显微镜,对溢胶做量化检验,见图14B。
如果胶量不足需手工通过牙签补胶;胶量偏多需要用棉棒把多余的胶擦拭掉,见图14C,当胶水沾到CMOS/CCD的表面,须用无尘布沾无水酒精小心地擦拭干净,并注意不要把胶水弄到镜片的影像区,否则对影像画质产生不良影响。
如果是首件抽检或校验,也可采用3D测量仪,不过这种方式效率很低不宜用于生产线检验,图14D。
如果生产中发现有少胶、漏胶,或多胶、溢胶和影像器件表面沾胶等制程不良,须立即停止点胶作业并反馈给工程人员调机改善,并对不良品进行及时的修补。
图14AWLCSP溢胶限制图14B带刻度的显微镜检验图14C溢胶或沾胶清洁图14C3D测量仪抽检
2.固化工艺
底部填充胶的烘烤温度与时间的曲线设置,需要参照厂商的TDS(TechnicalDataSheet)推荐的固化条件,不同型号或品牌的填充树脂其特性可能不一样,应该在明确其具体的特性后,依据其固化条件有的放矢,以获得最好的物理性能,参考图15A&B。
烘烤温度与时间设置妥当后,打开烤箱的电源开始加热升温,等达到设置温度后把填充检验合格的PCBA连同烘烤架(BakingMagazine),装入烤箱进行烘烤。
图15C所示为某产品的烘烤架。
15AEpoxy&PU树脂固化曲线15B某填充胶的热固性能15C产品的烘烤架15DD
 升级会员
升级会员 