锻模设计(含实例).ppt
《锻模设计(含实例).ppt》由会员分享,可在线阅读,更多相关《锻模设计(含实例).ppt(62页珍藏版)》请在冰豆网上搜索。
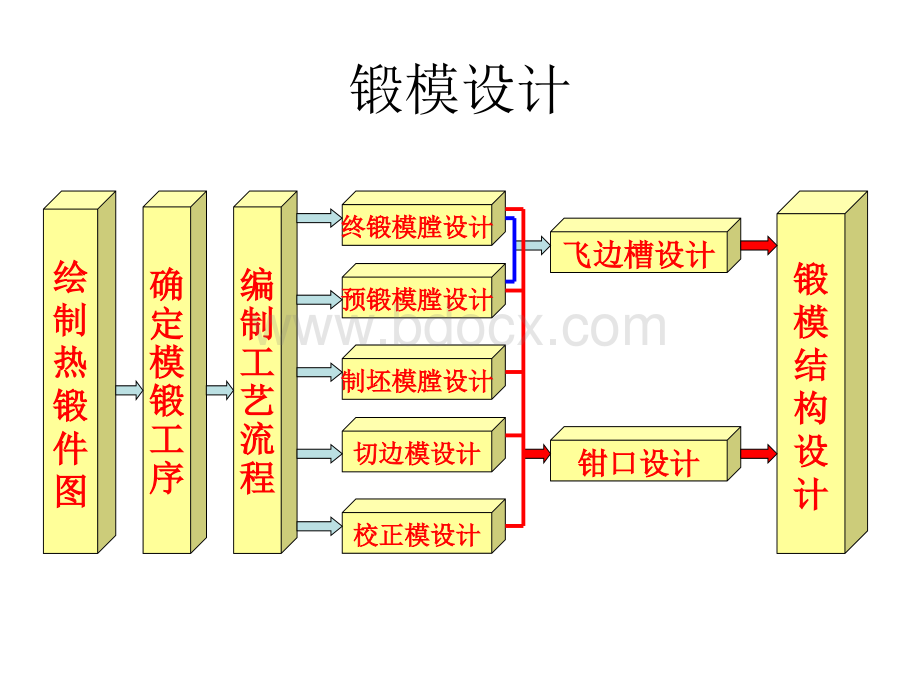
锻模设计绘绘制制热热锻锻件件图图校正模设计校正模设计终锻模膛设计终锻模膛设计预锻模膛设计预锻模膛设计飞边槽设计飞边槽设计钳口设计钳口设计锻锻模模结结构构设设计计切边模设计切边模设计制坯模膛设计制坯模膛设计确确定定模模锻锻工工序序编编制制工工艺艺流流程程第一节模锻工艺方案的选择原则:
技术可行性;经济合理性。
模锻工步(工艺流程图):
先备料制坯,后预锻和终锻,最终热处理、校正、清理和检验。
备备料料加加热热制制坯坯加热加热模模锻锻切边切边冲切孔内连皮冲切孔内连皮热处理热处理表面清理表面清理最终检验最终检验冷精压冷精压冷校正冷校正工工序序间间检检验验清除氧化皮清除氧化皮去毛刺去毛刺热校正热校正一、模锻一、模锻工艺过程的制定工艺过程的制定工艺流程图工艺流程图模锻工艺与锻模设计内容1、产品工艺分析;2、绘制模锻件图(冷锻件图);3、确定模锻工序;4、编制工艺流程;5、填写工艺卡;6、锻模设计(据热锻件图)。
120MN热模锻压力机锻造生产线(前轴)下料下料1250T1250T剪床剪床加热(加热(12401240)感应加热炉感应加热炉辊锻制坯(二道)辊锻制坯(二道)930930辊锻机辊锻机模锻成形(弯、预、终)模锻成形(弯、预、终)120MN120MN热模锻压力机热模锻压力机切边切边1250T1250T压床压床校正压平校正压平1600T1600T液压机液压机热处理热处理调质调质清理清理酸洗酸洗校正校正100T100T液压机液压机前轴是汽车中最重最大的锻件,原采用合金调质钢,经淬前轴是汽车中最重最大的锻件,原采用合金调质钢,经淬火、高温回火处理,每吨前梁热处理加热耗电达火、高温回火处理,每吨前梁热处理加热耗电达600KWh600KWh。
采用低碳低合金空冷贝氏体钢,锻后无需热处理。
采用低碳低合金空冷贝氏体钢,锻后无需热处理。
5二、模锻方法单件模锻:
单件模锻:
一个坯料一个坯料锻一件,一般用于锻一件,一般用于较大锻件的锻造较大锻件的锻造。
调头模锻调头模锻:
锻制锻制锻件重锻件重223kg3kg,长度,长度350mm350mm。
一模多件一模多件:
一锻模内一次一锻模内一次2233锻件,锻件,重量重量0.5kg0.5kg、长度、长度80mm80mm一一模模多多件件调调头头模模锻锻多多件件合合锻锻第二节模锻模膛设计一开式模锻的变形特征开式模锻:
在锻件周围形成横向飞边的模锻;闭式模锻:
在锻件周围不形成横向飞边仅形成小的纵向飞边的模锻第阶段(镦粗)毛坯上端面同上模膛表面接触毛坯被镦粗至鼓形侧面同模膛侧壁接触。
变形金属处于较弱的三向压应力,F较小。
第阶段(形成飞边)金属流向模膛深处,又沿垂直于作用力方向流向飞边槽,形成少许飞边。
变形抗力明显增大,模膛内的金属处于较强的三向压应力状态。
第阶段(充满型槽)金属继续流向模膛深处和圆角处,直到整个模膛完全充满。
金属受三向压应力状态,变形抗力急剧增大。
第阶段(打靠合模)继续压缩至上下模接触即打靠。
变形仅发生在分模面附近的区域内,处于最强的三向压应力状态,变形抗力也最大。
此阶段的压下量小于2mm,它消耗的能量却占总能量的30%50%。
11、模膛尺寸计算模膛尺寸计算热锻件图热锻件图依据依据冷锻件图绘制。
冷锻件图绘制。
热锻件图热锻件图上尺寸比冷锻件图上尺寸比冷锻件图中尺寸加大一个收缩率,中尺寸加大一个收缩率,即即二、终锻模膛设计二、终锻模膛设计式中:
式中:
终锻温度下的终锻温度下的合金收缩率。
合金收缩率。
钢为钢为1.21.21.51.5。
从分模面起始标注从分模面起始标注模膛模膛高度高度尺寸。
尺寸。
终锻终锻预锻模预锻模2、飞边槽设计一般只有终锻模膛设计一般只有终锻模膛设计有飞边槽。
一些复杂锻件,有飞边槽。
一些复杂锻件,预锻模膛也采用飞边槽。
预锻模膛也采用飞边槽。
开式模锻中的终锻模膛开式模锻中的终锻模膛由模膛本部和飞边槽两部分由模膛本部和飞边槽两部分组成。
组成。
1)飞边槽作用产生足够大的横向阻力,促使模膛充满。
热模锻压力机上模膛内横向阻力不太大。
容纳坯料上的多余金属,起补偿与调节作用。
对锤类设备还有缓冲作用。
2)飞边槽结构形式与尺寸3、钳口设计主要为终锻模膛和预锻模膛沿分模面上下局部加工装配成的特制凹腔,作为钳夹操作空间。
形式形式使用广泛,桥部与坯料使用广泛,桥部与坯料接触时间短,能减轻桥部磨损。
接触时间短,能减轻桥部磨损。
形式形式用于高度方向形状不对用于高度方向形状不对称锻件。
可简化切边冲头形状。
称锻件。
可简化切边冲头形状。
形式形式用于形状复杂,坯料体用于形状复杂,坯料体积不易计算准确的锻件。
积不易计算准确的锻件。
三、预锻模膛设计(终锻模膛尺寸相应增、减)11、模膛的宽与高模膛的宽与高若若终终锻锻时时以以镦镦粗粗为为主主,预预锻锻模模膛膛的的高高度度应应比比终终锻锻模模膛膛大大25mm,宽宽度度应应小小12mm。
一一般般不不设设飞飞边边槽槽。
预预锻锻模模膛膛的的横横截截面面积积FF预预应应比比终终锻锻模模膛膛相应处截面积相应处截面积FF终终大大1%1%3%3%,或按下式计算:
,或按下式计算:
F预预=F终终+(0.21)F飞飞若经预锻的毛坯在终锻模膛中是以压入方式成形,则预锻模膛的高度尺寸应略小于终锻模膛高度尺寸,即h=(0.80.9)h。
若高宽比h/b较大,取小的系数,反之,取大的系数。
22、模锻斜度模锻斜度预锻、终锻模膛的斜度相同。
预锻、终锻模膛的斜度相同。
3、圆角半径:
(C=25mm;模深大,取上限)、带枝芽的锻件,预锻模膛的枝芽形状可简化带枝芽的锻件,预锻模膛的枝芽形状可简化枝芽连接处的圆角半径适当增大,必要时在分模枝芽连接处的圆角半径适当增大,必要时在分模面上增设阻尼沟,以增大金属流向飞边的阻力面上增设阻尼沟,以增大金属流向飞边的阻力、叉形锻件的预锻模膛设计叉间距离不大时,必须在预锻模膛中使用劈料台。
依靠劈料台把金属挤向两侧,流入叉部模膛内。
一般情况下采用图中a型;当45,叉部较窄时,可使用b型,有关尺寸如下:
A=0.25B8A30;h=(0.40.7)H;=1045劈料台劈料台例如对带工字形断面的锻件,如各种连杆锻件,根据肋的相对高度来设计预锻模膛。
如右图:
当h2b时,时,B=B(23)mm;图a当h2b时,时,B=B(12)mm;图b预锻模膛舌形截面B1=B+(1020)mm、H型截面锻件的预锻模膛设计第三节制坯工步的选择制坯使坯料变成易于终锻成形的毛坯。
包括镦制坯使坯料变成易于终锻成形的毛坯。
包括镦粗、拔长、卡压、滚挤、弯曲和扭转等粗、拔长、卡压、滚挤、弯曲和扭转等一、一、圆饼类锻件圆饼类锻件采用镦粗制坯或成形镦粗制坯。
采用镦粗制坯或成形镦粗制坯。
轮毂较矮轮毂较矮中间毛坯尺寸满足:
中间毛坯尺寸满足:
DD11DD镦镦DD22轮毂较高轮毂较高中间毛坯尺寸满足:
中间毛坯尺寸满足:
(DD11DD22)/2/2DD镦镦DD22轮毂高,凸缘大轮毂高,凸缘大有内孔,采用成形镦粗有内孔,采用成形镦粗中间毛坯尺寸满足:
中间毛坯尺寸满足:
HH11HH11,DD11DD11,dddd锻件锻件毛坯毛坯二、二、长轴类锻件长轴类锻件11、长轴类锻件长轴类锻件的制坯工步的制坯工步主要主要采用拔长采用拔长(或辊锻或辊锻)、滚挤、滚挤、弯曲、卡压、局部成形等制坯工步。
弯曲、卡压、局部成形等制坯工步。
后再经过预锻和终锻等工步成形。
后再经过预锻和终锻等工步成形。
1)1)直长轴线形直长轴线形用拔长、滚挤、卡压或辊锻用拔长、滚挤、卡压或辊锻工工步步等制成中间毛坯。
等制成中间毛坯。
技术要点:
技术要点:
中间毛坯长度中间毛坯长度=终锻模膛长度;终锻模膛长度;沿轴线毛坯的每一横截面积相应处锻件截面积飞边截面积。
沿轴线毛坯的每一横截面积相应处锻件截面积飞边截面积。
辊辊锻锻2)弯曲轴线形图中为汽车前梁,是一个弯曲锻件。
除了辊锻或拔长、滚挤、卡压等制坯工步外,还必须加一道弯曲工步才能得到弯曲轴线。
再经过预锻和终锻等工步成形。
辊辊锻锻弯弯曲曲预预锻锻终终锻锻弯曲手柄的弯曲手柄的制坯工步制坯工步3)带枝芽形增加成形工步或非对称滚挤工步,充满枝芽模膛。
4)叉形件需增加预锻劈叉工步,形成叉形部分。
2、长轴类锻件坯料尺寸的计算(这是一个重点内容)11)计算毛坯计算毛坯
(1)依据依据假定假定长轴类锻件在长轴类锻件在模锻时模锻时为平面应变状态,计算毛坯的为平面应变状态,计算毛坯的长度与锻件长度相等。
长度与锻件长度相等。
轴向各横截面积轴向各横截面积AA计计=相应处锻件横截面积相应处锻件横截面积AA锻锻+飞边横截面积飞边横截面积AA飞飞,即:
即:
式中式中充满系数。
充满系数。
对于形状简单的锻件取对于形状简单的锻件取0.30.30.50.5;对于形状简单的锻件对于形状简单的锻件复杂的取复杂的取0.50.50.80.8。
(2)“计算毛坯”的作图步骤:
绘制冷锻件图;在锻件图上选取若干具有代表性的截面,分别计算出A计计;求出各相关截面的折算高度h计,即用缩尺比M除A计,得:
通常取(M=2050mm2/mm)将折算高度将折算高度hh计计等比例沿轴向画出锻件截面积分布图。
等比例沿轴向画出锻件截面积分布图。
(3)计算毛坯直径图计算毛坯直径图折算高度折算高度hh计计表示该表示该轴类锻轴类锻件相关件相关处的截面积。
处的截面积。
由此,由此,计算毛坯上任一计算毛坯上任一处的直径处的直径dd计计为:
为:
右图为完整的计算毛坯图右图为完整的计算毛坯图,包括锻件图、截面图和直径包括锻件图、截面图和直径图。
图。
(1)
(1)平均截面积与平均直径平均截面积与平均直径
(2)
(2)确定计算毛坯的头部和杆部确定计算毛坯的头部和杆部2)2)坯料规格尺寸计算坯料规格尺寸计算长轴类锻件的长轴类锻件的平均截面积与平均直径,用如下公式计算:
平均截面积与平均直径,用如下公式计算:
平均截面积:
平均截面积:
平均直径(图中虚线所示)平均直径(图中虚线所示):
;平均截面折算高度平均截面折算高度:
杆部:
杆部:
头部:
头部:
(3)几项繁重系数的计算金属流入头部的繁重系数:
金属沿轴向流动的繁重系数:
杆部斜率K:
锻件重量G。
=L计计/d均均dmax计算毛坯的最大直径;dmin计算毛坯的最小直径;d拐杆部与头部交接处的直径:
说明:
值越大,流向头部的金属体积越多;值越大,金属沿轴向流动的距离越长;K值越大,表明杆部锥度大,小头和杆部金属过剩;G值越大,制坯难度加大。
上列式中:
上列式中:
(4)根据繁重系数确定制坯工序的初步方案长轴类锻件可长轴类锻件可根据根据计算出的繁重系数在计算出的繁重系数在右右示经验示经验图表中查出制坯图表中查出制坯工序的初步方案,再依工序的初步方案,再依据生产试验修改确定。
据生产试验修改确定。
图中图中:
不不表示无需制坯工序表示无需制坯工序;卡卡需卡压制坯;需卡压制坯;开开需开式滚挤制坯;需开式滚挤制坯;闭闭需闭式滚挤制坯。
需闭式滚挤制坯。
(5)长轴类锻件坯料的规格尺寸坯料截面积坯料截面积:
AA坯坯=kkAA均均;kk=1.02=1.021.21.2由由AA坯坯求出坯料直径求出坯料直径DD或方坯边长或方坯边长aa或或bb。
坯料长度坯料长度:
坯料体积按下式计算:
坯料体积按下式计算:
式中式中:
加热烧损率,加热烧损率,。
第四节制坯模膛设计一、镦粗台与压扁台的设计镦粗台适用于圆饼类锻件。
压扁台适用于近似矩形锻件的设计。
镦粗台高度:
h=V/(D2/4)式中D镦粗后毛坯直径,镦粗台镦粗台镦粗台镦粗台压扁台压扁台压扁台压扁台压扁台宽度:
压扁台宽度:
B=0.5BB=0.5B件件BB坯坯4040压扁台长度:
压扁台长度:
L=LL=L坯坯4040二、拔长模膛设计有关模膛设计参数,依据计算毛坯尺寸考虑。
详见设计参考资料。
拔长拔长模膛用来减小坯料断面模膛用来减小坯料断面积,增加其长度,兼有清除氧化积,增加其长度,兼有清除氧化皮的作用。
皮的作用。
拔拔
 升级会员
升级会员 