齿轮的加工与变位(第六讲).pptx
《齿轮的加工与变位(第六讲).pptx》由会员分享,可在线阅读,更多相关《齿轮的加工与变位(第六讲).pptx(9页珍藏版)》请在冰豆网上搜索。
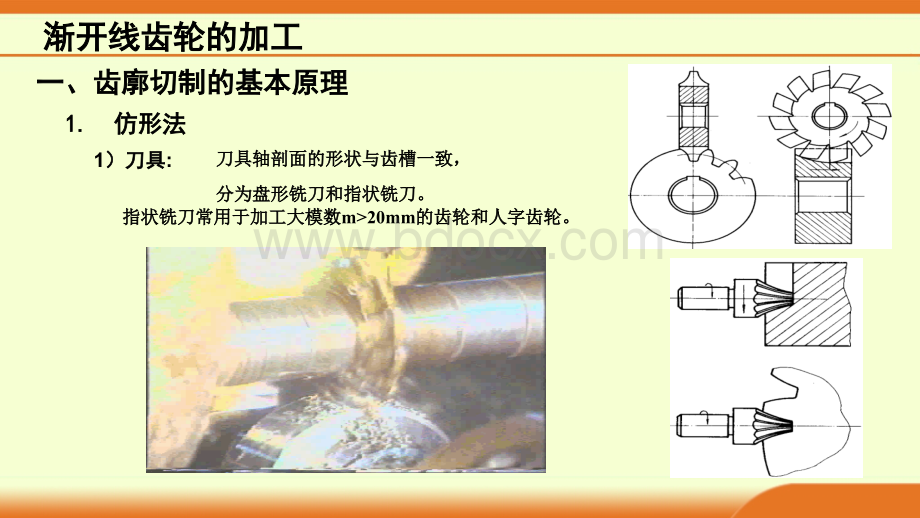
1.1.仿形法仿形法一、齿廓切制的基本原理一、齿廓切制的基本原理渐开线渐开线齿轮齿轮的加工的加工1)刀具)刀具:
指指状铣刀常用于加工大模数状铣刀常用于加工大模数m20mm的齿轮和人字齿轮。
的齿轮和人字齿轮。
刀具轴剖面的形状与齿槽一致,刀具轴剖面的形状与齿槽一致,分为盘分为盘形铣刀和指状形铣刀和指状铣刀。
铣刀。
2022/11/62)仿形法的缺点)仿形法的缺点:
分度的误差会影响齿形的精度;分度的误差会影响齿形的精度;加工不连续,生产率低,不宜加工不连续,生产率低,不宜用于批量生产用于批量生产。
铣刀铣刀的刀号数的刀号数有限,造成加工出的有限,造成加工出的齿轮有齿形误差齿轮有齿形误差;一、齿廓切制的基本原理(续)一、齿廓切制的基本原理(续)2.范范成法成法(包络包络法、共轭法或法、共轭法或展成法展成法)利用一对齿轮作无侧隙啮合传动,两轮的齿廓互为包络线的原理来加工齿轮。
利用一对齿轮作无侧隙啮合传动,两轮的齿廓互为包络线的原理来加工齿轮。
一、齿廓切制的基本原理(续)一、齿廓切制的基本原理(续)1)刀具)刀具:
(1)齿轮刀具)齿轮刀具(如齿轮插刀如齿轮插刀)2022/11/6
(2)齿条型刀具)齿条型刀具(如齿条插刀和齿轮滚刀如齿条插刀和齿轮滚刀等等)。
一、齿廓切制的基本原理(续)一、齿廓切制的基本原理(续)一、齿廓切制的基本原理(续)一、齿廓切制的基本原理(续)(3)齿轮滚刀)齿轮滚刀2)用)用齿轮或齿条插齿轮或齿条插刀加工齿轮时,刀具与轮坯之间的刀加工齿轮时,刀具与轮坯之间的相对运动有:
相对运动有:
一、齿廓切制的基本原理(续)一、齿廓切制的基本原理(续)
(1)范成范成运动(啮合)运动(啮合)
(2)切削切削运动(上下)运动(上下)(3)进给进给运动(径向)运动(径向)(4)让刀让刀运动(毛坯径向)运动(毛坯径向)2022/11/63)范成法的优点)范成法的优点
(1)同一刀具可以加工模数和压力角相同的)同一刀具可以加工模数和压力角相同的齿数不同的齿数不同的齿轮齿轮
(2)生产效率较高。
)生产效率较高。
一、齿廓切制的基本原理(续)一、齿廓切制的基本原理(续)1)齿条型刀具的齿顶较基准齿条高出)齿条型刀具的齿顶较基准齿条高出c*m一段,一段,以保证切制以保证切制出标准顶隙出标准顶隙c。
2)上述刀刃部分加工出来的不是渐开线。
上述刀刃部分加工出来的不是渐开线。
3)刀具齿根部分的圆弧是为了保证刀具与轮坯外圆刀具齿根部分的圆弧是为了保证刀具与轮坯外圆之间的顶隙之间的顶隙c*m。
1.1.标准齿条型刀具标准齿条型刀具二、用标准齿条型刀具加工标准齿轮二、用标准齿条型刀具加工标准齿轮1)刀具)刀具的中线的中线刚好与轮坯分度圆相切刚好与轮坯分度圆相切2)齿顶高)齿顶高ha=ha*m;齿根高齿根高hf=(=(hha*+cc*)m;m;e=s=p/2二、用标准齿条型刀具加工标准齿轮(续)二、用标准齿条型刀具加工标准齿轮(续)2.刀具与毛坯的位置刀具与毛坯的位置
 升级会员
升级会员 