不凝气压缩机检修一段进排气阀更换活塞环支撑环汇总.docx
《不凝气压缩机检修一段进排气阀更换活塞环支撑环汇总.docx》由会员分享,可在线阅读,更多相关《不凝气压缩机检修一段进排气阀更换活塞环支撑环汇总.docx(16页珍藏版)》请在冰豆网上搜索。
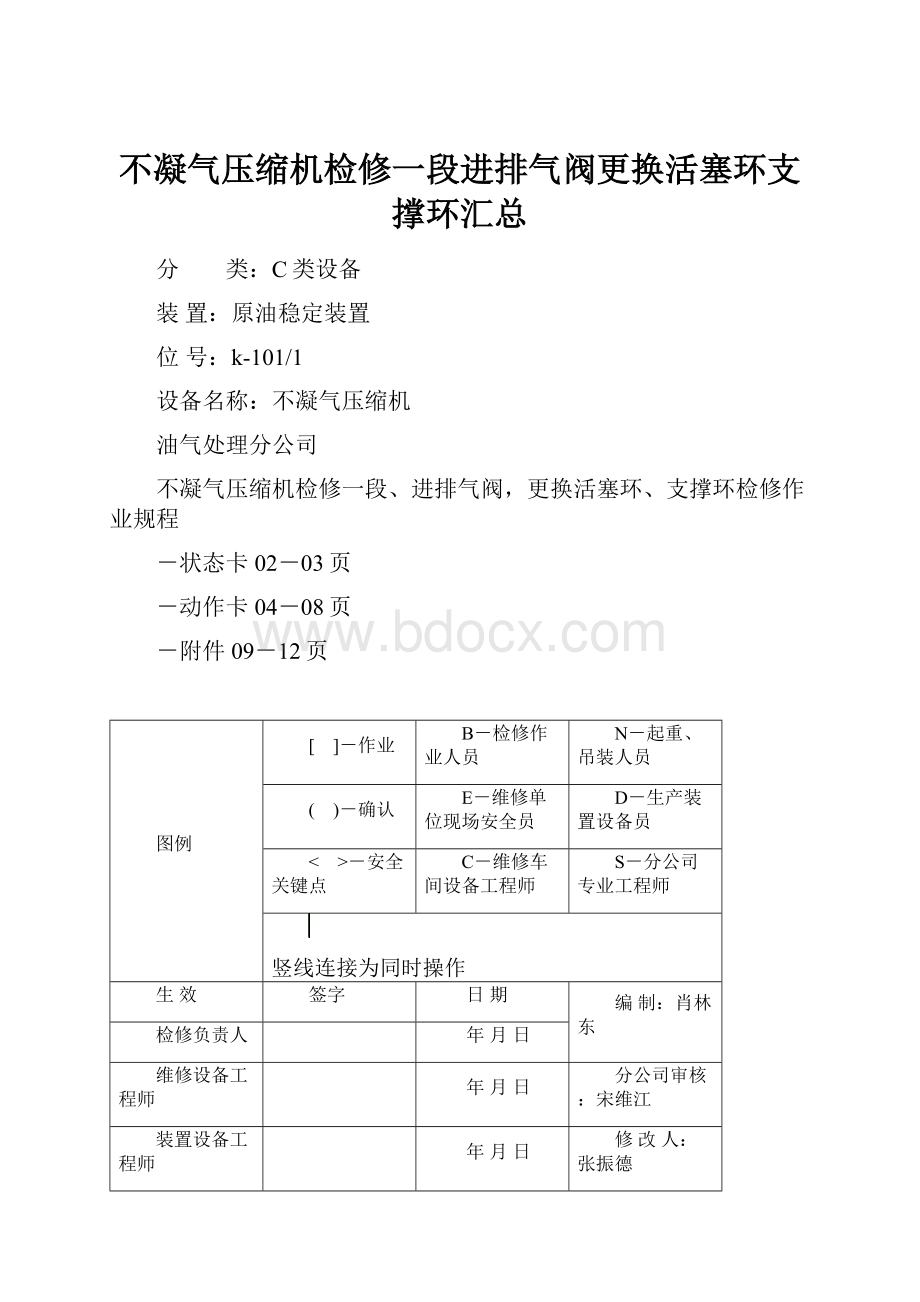
不凝气压缩机检修一段进排气阀更换活塞环支撑环汇总
分 类:
C类设备
装置:
原油稳定装置
位号:
k-101/1
设备名称:
不凝气压缩机
油气处理分公司
不凝气压缩机检修一段、进排气阀,更换活塞环、支撑环检修作业规程
-状态卡02-03页
-动作卡04-08页
-附件09-12页
图例
[ ]-作业
B-检修作业人员
N-起重、吊装人员
( )-确认
E-维修单位现场安全员
D-生产装置设备员
< >-安全关键点
C-维修车间设备工程师
S-分公司专业工程师
竖线连接为同时操作
生效
签字
日期
编制:
肖林东
检修负责人
年月日
维修设备工程师
年月日
分公司审核:
宋维江
装置设备工程师
年月日
修改人:
张振德
生产办设备工程师
年月日
分公司主管领导
年月日
工程验收:
检修负责人
年 月 日
维修设备工程师
年 月 日
装置设备工程师
年 月 日
生产办设备工程师
年 月 日
状态卡
初始状态M0
压缩机电机已断电,生产装置将压缩机的物料切断,交付检修,施工作业票办理完毕
000检修前准备;
010作业前工作安全分析;
020办理施工工作票;
030确认压缩机具备安全拆卸的条件;
状态M1
拆卸压缩机附属管线、拆卸、检查压缩机各部零部件,清洗检查压缩机零部件磨损情况,修复、更换压缩机损坏零部件
100拆卸附属管线;
110拆卸检查缸盖、进排气阀侧盖;
120拆卸检查一级进气阀、排气阀;
130拆卸一级活塞;
140进、排气阀检查;
状态M2
回装压缩机部件
200回装一级活塞;
210回装一级活塞环。
220回装一级活塞支撑环。
230回装一级活塞。
240连接活塞杆与十字头;
250回装一级缸盖;
260回装一级进排气阀侧盖;
状态M3
试车、验收
300现场清扫;
310压缩机试车和验收;
动作卡
初始状态M0
压缩机电机已断电,生产装置将压缩机的物料切断,交付检修,施工作业票办理完毕
000检修前准备;
001B-()检修施工的时间安排已经确定。
002B-()检修所需的零部件和相应的材料已备齐。
003B-()检查检修专用工具和经检验合格的量具、器具已备齐。
004B-() 查阅停机前的振动值、轴承温度、压力、均进行测量记录并分析。
005B-() 了解压缩机运行中存在的问题。
006B-()查阅上次检修资料和有关图纸,准备好最新版本的检修作业规程。
010作业前工作安全分析
新工作任务
已作过工作任务交叉作业承包商作业
相关操作规程
许可证特种作业人员资质证明
工作步骤
危害因素描述
风险评价
预防/控制措施/执行人
剩余风险是否可接受
暴露
频率
可能性
严重度
风险值
拆卸压缩机附属管线,拆卸、检查压缩机各部零部件,清洗检查压缩机零部件磨损情况,修复、更换压缩机损坏零部件
触电风险
1
1
4
4
穿戴劳动保护用品/电源切断/作业人员
是
物料泄漏风险
1
3
7
21
穿戴劳动保护用品/切断工艺流程/通风/作业人员
是
火灾爆炸风险
1
1
15
15
防爆机具/穿戴劳动保护用品/作业人员
是
物体打击风险
1
1
1
1
穿戴劳动保护用品/作业人员
是
回装压缩机部件
物体打击风险
1
1
1
1
穿戴劳动保护用品/作业人员
是
试车、验收
机械伤害风险
1
1
4
4
穿戴劳动保护用品/转动部位安装防护罩/防爆机具/作业人员
是
火灾爆炸风险
1
1
15
15
防爆机具/穿戴劳动保护用品/作业人员
是
签字()()()
020办理施工工作票;
021B-() 确认施工作业票按规定程序办理审批完毕。
022B-<> 确认施工作业票规定的内容全部落实。
签字()
030确认压缩机具备安全拆卸的条件;
031B<>确认压缩机电机电源已经切断。
032B-[]放空压缩机内存燃气,将各进排气管线阀门关闭,与机体隔绝。
签字()
状态M1
拆卸压缩机附属管线、拆卸、检查压缩机各部零部件,清洗检查压缩机零部件磨损情况,修复、更换压缩机损坏零部件
100拆卸附属管线;
101B-[]关闭冷却水进、出口阀。
102B-[]拆卸与机体连接的进排气管线。
签字()
110拆卸检查缸盖、进排气阀侧盖;
111B-[]放掉曲轴箱机油。
112B-[]拆卸检查一级缸盖。
113B-[]拆卸检查一级进排气阀侧盖。
检查处理结果:
签字()
120拆卸检查一级进气阀、排气阀;
121B-[]拆卸检查一级进气阀。
122B-[]拆卸检查一级排气阀。
检查处理结果:
签字()
130拆卸一级活塞;
131B-[]拆卸一级活塞杆琐紧螺母,取下活塞。
132B-[]拆卸一级活塞杆。
133B-[]拆卸一级活塞环、支撑环。
134B-[]检查一级活塞杆磨损情况。
C-()确认一级活塞杆是否完好。
135B-[]检查一级活塞环、支撑环磨损情况。
C-()确认一级活塞环、支撑环是否完好。
检查处理结果:
签字()
140进、排气阀检查;
141B-[]检查一级上部进、排气阀。
C-()确认一级上部进、排气阀检查。
名称
类别
进、排气阀试漏情况
进气阀
排气阀
1
2
3
4
检修前
检修后
标准
煤油试漏:
5min内不得渗漏
检查一级下部进、排气阀:
名称
类别
进、排气阀试漏情况
进气阀
排气阀
5
6
7
8
检修前
检修后
标准
煤油试漏:
5min内不得渗漏
状态M2
回装压缩机部件
200回装一级活塞;
210B-[]回装一级活塞环。
220B-[]回装一级活塞支撑环。
C-()确认一级活塞杆、一级活塞环、一级活塞支撑环完好,一级活塞环开口间隙、一级活塞支撑环开口间隙在标准范围之内。
230B-[]回装一级活塞。
签字()
240连接活塞杆与十字头;
241测量活塞环、支承环开口间隙及侧间隙
242B-[]回装活塞杆锁帽、锁片。
243B-[]将活塞杆旋进十字头孔中。
244B-[]调节活塞杆,调整上下止点间隙。
C-()确认上下止点间隙符合标准。
245B-[]锁紧活塞杆锁帽、锁片。
签字()
246B-[]测量汽缸与活塞上下止点间隙。
部位
类别
活塞环、支承环开口间隙及侧间隙
一级活塞环1
一级支承环3
二级活塞环1
二级支承环3
δ
K
δ
K
δ
K
δ
K
检修前
检修后
标准间隙
0.15~
0.32
4.8~
4.95
0.15~
0.32
8~
10
0.15~
0.32
2.9~
3.0
0.15~
0.32
5~
6.5
签字()
247测量上下止点间隙。
部位
类别
一级活塞单元
二级活塞单元
上止点
下止点
径向间隙
上止点
下止点
径向间隙
m上
m下
δ
m上
m下
δ
检修前
检修后
标准间隙
1.5~2.0
1~1.5
3.4-3.632
1.5~2.0
1~1.5
3.2-3.425
250回装一级缸盖;
251B-[]回装一级缸盖。
252B-[]回装一级进排气阀。
签字()
260回装一级进排气阀侧盖;
261B-[]回装一级进排气阀侧盖。
签字()
状态M3
试车、验收
300现场清扫;
301B-[]清扫现场干净。
签字()
310压缩机试车和验收;
311B-[]盘车检查确认转子无卡阻和异常响声。
312C-[]通知运行车间给曲轴箱加注机油,液位在1/2—2/3处。
313B()-D()-C()按压缩机试车规程进行试车。
由运行车间设备副主任或设备工程师组织,由运行车间操作工操作,由生产办设备工程师、电仪车间设备工程师、运行车间设备工程师、电仪车间设备维修工共同确认。
序号
项目
单位
规定值
实测值
1
一级排气压力
MPa
0.26-0.31
2
二级排气压力
MPa
≤1.2
3
润滑油压力
MPa
0.15—0.4
4
冷却水压力
MPa
0.1—0.4
5
各连接处渗漏情况
用肥皂水做气密性试验无渗漏
6
满负荷连续运转时间
h
≥4
7
满负荷连续运转情况
平稳、无故障、声音正常
8
一级排气温度
℃
≤120
9
一级排气温度
℃
≤120
314B-[]压缩机试车验收合格后交付。
签字()
检修附件
主要性能参数
序号
项目名称
单位
规范
VW-6.3/0.2-12
1
公称容积流量
m3/min
6.3
2
吸气压力
MPa
0.02
一级排气压力
MPa
≤0.31
3
额定排气压力
MPa
1.2
4
吸气温度
℃
≤40
5
一、二级排气温度
℃
≤150
6
输气温度
℃
≤45
7
压缩介质
不凝气
8
冷却水耗量
m3/h
≥3.5
9
冷却水压力
MPa
0.1-0.4
10
润滑油温度
℃
≤70
润滑油压力
MPa
0.15-0.4
11
缸径
mm
一级Φ285,二级Φ175
12
活塞行程
95
13
转速
r/min
730
14
配备动力
KW
55
15
压缩机外形尺寸
mm
1930×1630×1050
16
全机重量
kg
~2500
17
振动烈度
≤28.0
组装:
在组装时用按表2规定的拧紧力矩拧紧螺母。
表2拧紧力矩表
压阀圈螺母
40Nm
螺母
活塞杆
500Nm
十字头
700Nm
曲轴平衡重螺栓
280Nm
连杆螺栓
150Nm
缸盖、缸坐螺母
60Nm
气阀螺母
M8:
10-12Nm
M12:
36-44Nm
M10:
20-24Nm
M16×1.5:
90-110Nm
气缸与十字头滑道同轴度应符合表4要求,气缸水平度偏差不大于0.05mm/m。
表4气缸中心与滑道同轴度mm
气缸直径
同轴度
平行度
倾斜
100
100-200
300-500
500-1000
0.05
0.07
0.1
0.15
0.02
0.04
0.06
阀片的升降高度
转速/(r/mm)
阀片升程/mm
转速/(r/mm)
阀片升程/mm
≤250
250-500
4-5
3-4
>500-1000
1.5-3
表6主要零部件装配间隙mm
序号
项目
规定值
1
活塞环开口间隙(在气缸内)
一级
4.8+1..5
2
二级
2.9+1
3
导向环开口间隙(在气缸内)
一级
8+2
4
二级
5+1.5
5
活塞环与环槽的轴向间隙
一级
0.15~0.32
6
二级
0.15~0.32
7
活塞与气缸的径向间隙
一级
3.4~3.632
8
二级
3.2~3.425
9
一级活塞止点间隙
上
1.5~2
10
下
1~1.5
11
二级活塞止点间隙
上
1.5~2
12
下
1~1.5
13
曲柄销与连杆大头瓦的径向间隙
0.05-0.102
14
两连杆大头瓦与曲柄销的轴向间隙
0.3-0.43
15
十字头销与连杆小头瓦的径向间隙
0.024-0.04
16
十字头与其导轨的径向间隙
0.12-0.175
活塞杆圆柱度公差mm
活塞杆直径
圆柱度公差
活塞杆直径
圆柱度公差
40-80
0.02-0.05
>80-120
0.03-0.07
十字头销最大磨损及圆柱度公差mm
销直径
最大磨损
圆柱度
组装公差
磨损极限值
≤70
>70~180
0.5
0.5
0.02
0.03
0.04~0.06
0.05~0.08
轴颈圆柱度公差mm
轴颈直径
圆柱度公差
主轴颈
曲轴颈
≤80
>80~180
>180~270
>270~360
0.010
0.015
0.020
0.025
0.010
0.015
0.020
0.025
轴承径向间隙mm
轴颈直径
安装间隙
极限间隙
50~80
>80~120
>120~180
>180~220
0.08~0.10
0.10~0.13
0.13~0.18
0.18~0.20
0.06
0.20
0.28
0.32
联轴器对中误差mm
联轴器直径
刚性联轴器
弹性联轴器
轴向误差
径向误差
轴向误差
径向误差
200-400
>400-600
>600-800
>800
≤0.03
≤0.04
≤0.05
≤0.06
≤0.04
≤0.05
≤0.06
≤0.07
≤0.04
≤0.05
≤0.06
≤0.07
≤0.07
≤0.08
≤0.09
≤0.10
 升级会员
升级会员 