机械制造技术基础第25讲(2015).ppt
《机械制造技术基础第25讲(2015).ppt》由会员分享,可在线阅读,更多相关《机械制造技术基础第25讲(2015).ppt(53页珍藏版)》请在冰豆网上搜索。
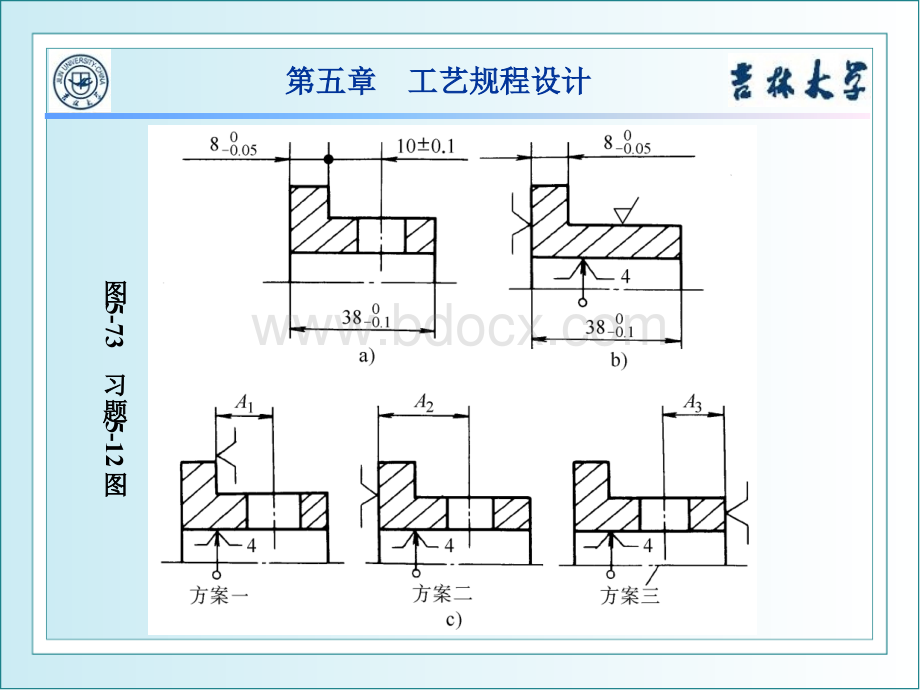
第第五五章章工艺规程设计工艺规程设计图图5-73习习题题5-12图图第第五五章章工艺规程设计工艺规程设计5-13图图5-74为齿轮轴截面图,为齿轮轴截面图,要求保证轴颈尺寸要求保证轴颈尺寸和键槽深和键槽深。
其工艺过程为:
其工艺过程为:
1)车外圆至)车外圆至;2)铣键槽深至尺寸)铣键槽深至尺寸H;3)热处理;)热处理;4)磨外圆至尺寸)磨外圆至尺寸。
试。
试求工序尺寸求工序尺寸H及其极限偏差。
及其极限偏差。
图图5-74习题习题5-13图图第第五五章章工艺规程设计工艺规程设计5-14加工图加工图5-75a所示零件有关端面,要求保证轴向所示零件有关端面,要求保证轴向尺寸尺寸。
图。
图5-75b、c是加工上述有是加工上述有关端面的工序简图,试求工序尺寸关端面的工序简图,试求工序尺寸A1、A2、A3及其极限及其极限偏差。
偏差。
图图5-75习习题题5-14图图第第五五章章工艺规程设计工艺规程设计3.用综合图表跟踪法计算工序尺寸及其公差用综合图表跟踪法计算工序尺寸及其公差在制定工艺方案或分析现行工艺过程中,如零件在制定工艺方案或分析现行工艺过程中,如零件在同一方向上加工的尺寸较多,并需多次转换定在同一方向上加工的尺寸较多,并需多次转换定位基准时,工序尺寸公差的计算容易出错,应用位基准时,工序尺寸公差的计算容易出错,应用综合图表跟踪法将加工过程中的尺寸关系直观地综合图表跟踪法将加工过程中的尺寸关系直观地列在一张图表上,可以帮助工程技术人员迅速查列在一张图表上,可以帮助工程技术人员迅速查找和正确建立尺寸链。
找和正确建立尺寸链。
第第五五章章工艺规程设计工艺规程设计例例5-3加工图加工图5-19所示套筒零件,其轴向有关表面的加所示套筒零件,其轴向有关表面的加工工序安排为:
工工序安排为:
1)以)以A面定位粗车面定位粗车D面,然后以面,然后以D面为测量基准粗车面为测量基准粗车B面,保证工序面,保证工序尺寸尺寸A1和和A2;2)以)以D面定位粗车面定位粗车A面,保证工序面,保证工序尺寸尺寸A3,然后以,然后以A面为测量基准镗面为测量基准镗C面,保证工序尺寸面,保证工序尺寸A4;图图5-19套筒零件简图套筒零件简图3)以)以D面定位磨面定位磨A面,保证工序尺寸面,保证工序尺寸A5。
要求确定工序尺寸要求确定工序尺寸A1、A2、A3、A4和和A5及其极限偏差。
及其极限偏差。
第第五五章章工艺规程设计工艺规程设计解解用综合图表跟踪法解算工序尺寸可按下列步骤进行:
用综合图表跟踪法解算工序尺寸可按下列步骤进行:
(1)绘制加工过程尺寸联系图)绘制加工过程尺寸联系图1)用粗实线画出被加工零件的毛坯图,标出与轴向加工)用粗实线画出被加工零件的毛坯图,标出与轴向加工表面有关的毛坯尺寸,并向下引出细实线;表面有关的毛坯尺寸,并向下引出细实线;2)按加工顺序自上而下填写工序号和加工内容;)按加工顺序自上而下填写工序号和加工内容;3)按查表法确定工序余量,并填入工序余量表中;)按查表法确定工序余量,并填入工序余量表中;4)画工序尺寸分布图,箭头指向加工面,箭尾用黑圆点)画工序尺寸分布图,箭头指向加工面,箭尾用黑圆点画在定位基准(标出)或测量基准上;加工余量用剖面画在定位基准(标出)或测量基准上;加工余量用剖面线并画在加工表面的入体方向上;设计尺寸以对称偏差线并画在加工表面的入体方向上;设计尺寸以对称偏差的形式其两端均用黑圆点标出。
的形式其两端均用黑圆点标出。
第第五五章章工艺规程设计工艺规程设计
(2)用跟踪法列出尺寸链)用跟踪法列出尺寸链从设计尺寸或加工余量的两端出发,从设计尺寸或加工余量的两端出发,沿工件表面引线垂直向上(或向下)沿工件表面引线垂直向上(或向下)跟踪,遇到箭头就沿箭头拐弯,经跟踪,遇到箭头就沿箭头拐弯,经该尺寸线到末端黑圆点后继续垂直该尺寸线到末端黑圆点后继续垂直向上(或向下)跟踪,直至两条查向上(或向下)跟踪,直至两条查找线路汇合封闭为止。
找线路汇合封闭为止。
采用同样的方法,可以列出所有以采用同样的方法,可以列出所有以设计尺寸和加工余量为封闭环的尺设计尺寸和加工余量为封闭环的尺寸链。
寸链。
第第五五章章工艺规程设计工艺规程设计(3)计算工序尺寸及公差,校核加工余量)计算工序尺寸及公差,校核加工余量由于有公共环存在,因此应该先解算有公共环出现的组由于有公共环存在,因此应该先解算有公共环出现的组成环数较多的尺寸链。
成环数较多的尺寸链。
第第五五章章工艺规程设计工艺规程设计图图5-20用用综综合合图图表表跟跟踪踪法法解解算算工工序序尺尺寸寸第第五五章章工艺规程设计工艺规程设计与常规工艺尺寸链计算方法相比,综合图表跟踪与常规工艺尺寸链计算方法相比,综合图表跟踪法有三个主要特点:
法有三个主要特点:
1)科学准确,不易出错;)科学准确,不易出错;2)易于掌握,计算迅速;)易于掌握,计算迅速;3)简化过程,用途)简化过程,用途广泛。
广泛。
由于综合图表跟踪法具有简单、规则的特点,便由于综合图表跟踪法具有简单、规则的特点,便于利用计算机进行相关工艺尺寸链的解算工作。
于利用计算机进行相关工艺尺寸链的解算工作。
第第五五章章工艺规程设计工艺规程设计五、工艺过程的生产率五、工艺过程的生产率
(一)时间定额
(一)时间定额所谓时间定额是指在一定生产条件下规定生产一所谓时间定额是指在一定生产条件下规定生产一件产品或完成一道工序所消耗的时间。
件产品或完成一道工序所消耗的时间。
时间定额是安排作业计划、进行成本核算的重要时间定额是安排作业计划、进行成本核算的重要依据,也是设计或扩建工厂(或车间)时计算设依据,也是设计或扩建工厂(或车间)时计算设备和工人数量的依据。
备和工人数量的依据。
第第五五章章工艺规程设计工艺规程设计时间定额由以下几个部分组成:
时间定额由以下几个部分组成:
1.基本时间基本时间tj(机动时间)(机动时间)直接改变生产对象的尺寸、形状、性能和相对位直接改变生产对象的尺寸、形状、性能和相对位置关系所消耗的时间。
置关系所消耗的时间。
对机械加工而言,就是切除加工余量所耗费的时对机械加工而言,就是切除加工余量所耗费的时间(包括刀具的切入和切出时间)。
间(包括刀具的切入和切出时间)。
一般可用计算法来确定,但其计算公式不统一。
一般可用计算法来确定,但其计算公式不统一。
ll1l2附图附图车削外圆的基本时间车削外圆的基本时间第第五五章章工艺规程设计工艺规程设计2.辅助时间辅助时间tf为实现基本工艺过程所做各种辅助动作(例如装为实现基本工艺过程所做各种辅助动作(例如装卸工件、开停机床、改变切削用量、测量加工尺卸工件、开停机床、改变切削用量、测量加工尺寸、引进或退回刀具等)所消耗的时间。
寸、引进或退回刀具等)所消耗的时间。
确定辅助时间的方法与零件生产类型有关。
确定辅助时间的方法与零件生产类型有关。
基本时间与辅助时间的总和称为作业时间(工序基本时间与辅助时间的总和称为作业时间(工序时间)。
时间)。
第第五五章章工艺规程设计工艺规程设计3.布置工作地时间布置工作地时间tb(工作地服务时间)(工作地服务时间)为使加工正常进行,工人为照管工作地(如更换为使加工正常进行,工人为照管工作地(如更换刀具、润滑机床、清理切屑、收拾工具等)所消刀具、润滑机床、清理切屑、收拾工具等)所消耗的时间。
耗的时间。
一般可按工序作业时间的一般可按工序作业时间的2%7%估算。
估算。
第第五五章章工艺规程设计工艺规程设计4.休息与生理需要时间休息与生理需要时间tx工人在工作班内为恢复体力和满足生理需要所消工人在工作班内为恢复体力和满足生理需要所消耗的时间。
耗的时间。
一般按工序作业时间的一般按工序作业时间的2%估算。
估算。
上述四部分的时间之和称为单件时间上述四部分的时间之和称为单件时间td,即,即第第五五章章工艺规程设计工艺规程设计5.准备与终结时间准备与终结时间tz在成批生产中,工人为生产一批工件进行准备和在成批生产中,工人为生产一批工件进行准备和终结工作所消耗的时间。
终结工作所消耗的时间。
准备与终结时间对一批工件来说只消耗一次,工准备与终结时间对一批工件来说只消耗一次,工件批量件批量m越大,分摊到每个工件上的准备与终结越大,分摊到每个工件上的准备与终结时间时间tz/m就越少。
就越少。
所以成批生产的单件计算时间所以成批生产的单件计算时间tdj为为第第五五章章工艺规程设计工艺规程设计
(2)缩减工作行程)缩减工作行程长度(图长度(图5-21)图图5-21多刀加工多刀加工图图5-22用组合铣刀铣床身导轨面用组合铣刀铣床身导轨面
(二)提高生产率的工艺途径
(二)提高生产率的工艺途径劳动生产率是以工人在单位时间内所生产的合格劳动生产率是以工人在单位时间内所生产的合格产品的数量来评定的。
此处仅就提高生产率的工产品的数量来评定的。
此处仅就提高生产率的工艺途径作一简要说明。
艺途径作一简要说明。
1.缩减基本时间的工艺途径缩减基本时间的工艺途径
(1)提高切削用量)提高切削用量第第五五章章工艺规程设计工艺规程设计(3)多件加工(图)多件加工(图5-23a、b、c)。
)。
图图5-23多件加工(平行加工)多件加工(平行加工)a)图图5-23多件加工(顺序加工)多件加工(顺序加工)b)图图5-23多件加工(平行顺序加工)多件加工(平行顺序加工)c)第第五五章章工艺规程设计工艺规程设计2.缩减辅助时间的工艺途径缩减辅助时间的工艺途径辅助时间在单件时间中占有较大比重,采取措施辅助时间在单件时间中占有较大比重,采取措施缩减辅助时间是提高生产率的重要途径;尤其在缩减辅助时间是提高生产率的重要途径;尤其在提高切削用量致使基本时间显著减少,辅助时间提高切削用量致使基本时间显著减少,辅助时间所占比重相对较大的情况下,更显得重要。
所占比重相对较大的情况下,更显得重要。
缩减辅助时间有两种不同途径,一是直接缩减辅缩减辅助时间有两种不同途径,一是直接缩减辅助时间;二是设法将辅助时间与基本时间重合。
助时间;二是设法将辅助时间与基本时间重合。
第第五五章章工艺规程设计工艺规程设计
(1)直接缩减辅助时间(图)直接缩减辅助时间(图5-24)图图5-24外外圆圆磨磨床床主主动动测测量量装装置置1-测测头头2、3-硬硬质质合合金金定定位位点点4-千千分分表表5-量量杆杆6-弹弹簧簧第第五五章章工艺规程设计工艺规程设计
(2)将辅助时间与基本时间重合(图)将辅助时间与基本时间重合(图5-25、图、图5-26)图图5-25摆式铣削摆式铣削图图5-26连续磨削加工连续磨削加工第第五五章章工艺规程设计工艺规程设计3.缩减布置工作地时间的主要途径缩减布置工作地时间的主要途径在布置工作地时间中,大部分消耗在更换刀具的在布置工作地时间中,大部分消耗在更换刀具的工作上。
缩减布置工作地时间的主要途径是减少工作上。
缩减布置工作地时间的主要途径是减少换刀次数和缩短换刀时间。
换刀次数和缩短换刀时间。
减少换刀次数意味着要提高刀具或砂轮的寿命;减少换刀次数意味着要提高刀具或砂轮的寿命;而缩短换刀时间则主要是通过改进刀具的安装方而缩短换刀时间则主要是通过改进刀具的安装方法和采用先进的对刀装置来实现。
法和采用先进的对刀装置来实现。
图图3-5机夹不重磨车刀机夹不重磨车刀图图3-6硬质合金可转位刀片硬质合金可转位刀片第第五五章章工艺规程设计工艺规程设计4.缩减准备终结时间的主要途径缩减准备终结时间的主要途径缩减准备终结时间的主要途径是减少调整工艺装缩减准备终结时间的主要途径是减少调整工艺装备的时间,缩短数控编程时间和调试时间。
备的时间,缩短数控编程时间和调试时间。
(1)运用成组工艺原理)运用成组工艺原理
(2)采用可换刀架或刀夹)采用可换刀架或刀夹(3)采用刀具微调和快调机构)采用刀具微调和快调机构(4)采用数控加工过程拟实技术)采用数控加工过程拟实技术第第五五章章工艺规程设计工艺规程设计六、工艺方案的经济分析六、工艺方案的经济分析制订零件机械加工工艺规程时,在同样能满足被制订零件机械加工工艺规程时,在同样能满足
 升级会员
升级会员 