CA6140车床拨叉831005零件的机械加工工艺规程及夹具设计.docx
《CA6140车床拨叉831005零件的机械加工工艺规程及夹具设计.docx》由会员分享,可在线阅读,更多相关《CA6140车床拨叉831005零件的机械加工工艺规程及夹具设计.docx(9页珍藏版)》请在冰豆网上搜索。
CA6140车床拨叉831005零件的机械加工工艺规程及夹具设计
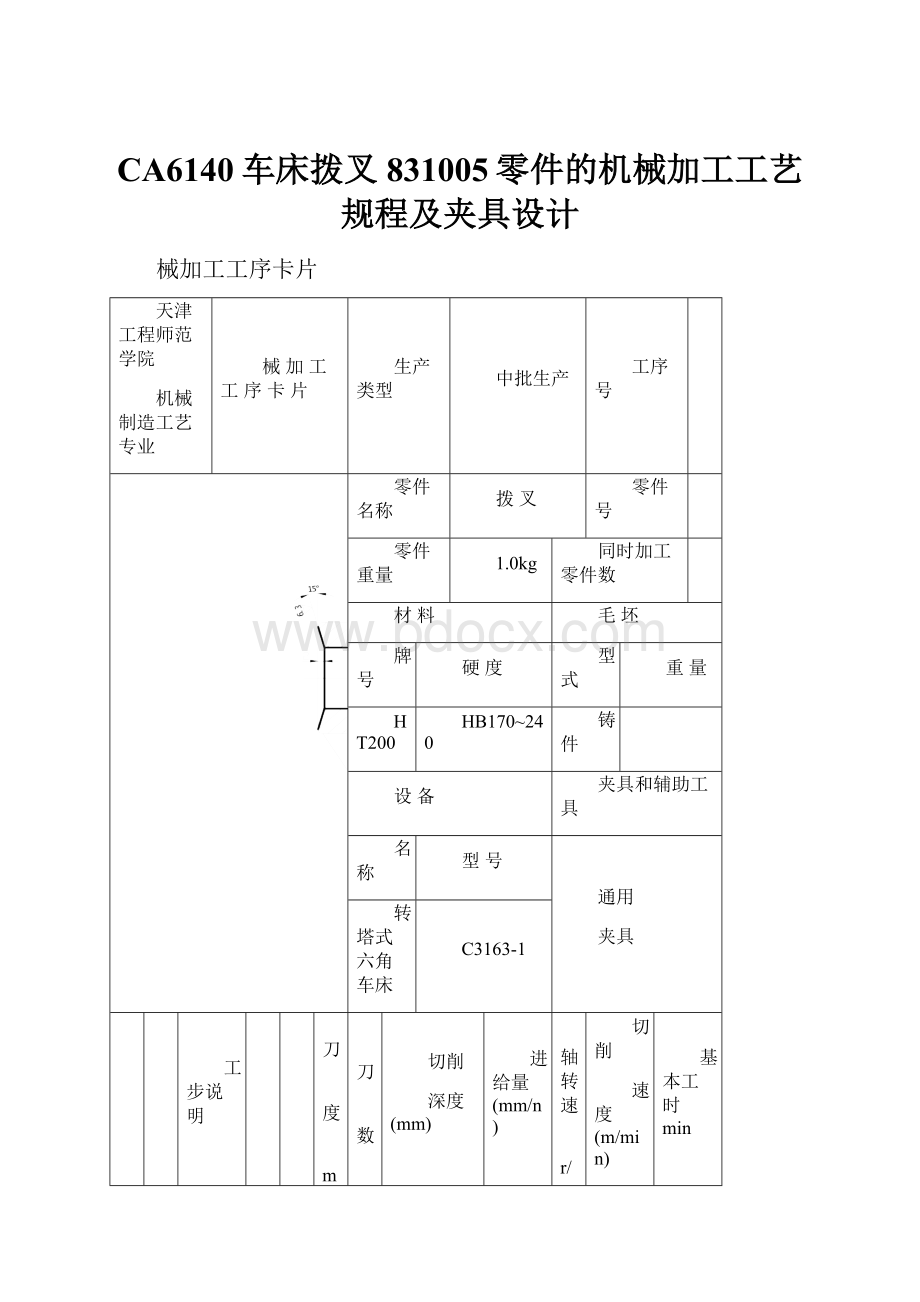
械加工工序卡片
天津工程师范学院
机械制造工艺专业
械加工工序卡片
生产类型
中批生产
工序号
1
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具和辅助工具
名称
型号
通用
夹具
转塔式六角车床
C3163-1
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/n)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
1
1
2
3
4
5
粗车端面A
精车端面A
钻花键底孔
扩花键底孔
倒角2x15°
90度车刀
90度车刀
Ф20中心钻
Ф21扩孔钻
45度偏刀
游标卡尺
游标卡尺
游标卡尺
游标卡尺
30
30
80
80
15
1
1
1
1
2
2.8
0.5
20
1
2
0.53
0.16
0.62
0.62
200
400
280
280
40.8
57.1
17
17
0.33
0.35
0.32
0.32
天津工程师范学院
机械制造工艺专业
械加工工序卡片
生产类型
中批生产
工序号
2
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具辅助工具
名称
型号
专用
夹具
拉床
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(m/s)
基本工时min
2
1
拉六齿方型花键
高速钢拉刀
游标卡尺
100
1
1
0.06
0.06
0.13
天津工程师范学院机械制造工艺专业
械加工工序卡片
生产类型
中批生产
工序号
3
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具和辅助工具
名称
型号
专用
夹具
铣床
X62W
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/r)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
3
1
2
粗铣B面
精铣B面
高速钢面铣刀
游标卡尺
52
52
1
1
3
0.2
0.6
0.512
160
210
23.7
33.1
0.525
0.336
天津工程师范学院机械制造工艺专业
械加工工序卡片
生产类型
中批生产
工序号
4
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具和辅助工具
名称
型号
专用
夹具
铣床
X62W
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/z)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
4
1
铣800。
03mm的槽
高速钢直齿精密级三面刃铣刀
量块
60
1
8
0.018
375
74.2
0.49
天津工程师范学院机械制造工艺专业
械加工工序卡片
生产类型
中批生产
工序号
5
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具
辅助工具
名称
型号
专用
夹具
铣床
X62W
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(mm/z)
主轴转速
(r/min)
切削
速度(m/min)
基本工时min
5
1
2
铣1800。
12mm铣
高速钢直齿精密级三面刃铣刀
量块
60
60
1
1
22.9
23.9
0.020
0.020
300
300
94.2
94.
0.537
0.537
天津工程师范学院机械制造工艺专业
机械加工工序卡片
生产类型
中批生产
工序号
6
零件名称
拨叉
零件号
零件重量
1.0kg
同时加工零件数
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HB170~240
铸件
设备
夹具
辅助工具
名称
型号
专用
夹具
磨床
工
序
工
步
工步说明
刀
具
量
具
走刀
长度
(mm)
走刀
次数
切削
深度(mm)
进给量(m/min)
主轴转速
(r/min)
切削
速度(m/s)
基本工时min
6
1
磨宽为1800。
12mm的槽
GZ46KV6P350×40×127
量块
120
1
0.5
50
3000
2.5
3.1
附件图纸
零件图
毛坯图
夹具装配图
 升级会员
升级会员 