数字化IGBT逆变式氩弧焊机软件用户说明书.doc
《数字化IGBT逆变式氩弧焊机软件用户说明书.doc》由会员分享,可在线阅读,更多相关《数字化IGBT逆变式氩弧焊机软件用户说明书.doc(11页珍藏版)》请在冰豆网上搜索。
数字化IGBT逆变式氩弧焊机软件用户说明书
深圳华意隆电气股份有限公司研制的数字化IGBT逆变式氩弧焊机控制软件是基于美国NXP(恩智浦)半导体公司高性能MCU处理器P89LPC932A而开发的数字化逆变焊机的控制软件,实现了焊机的半数字化控制。
焊接参数可作精确设定,能很好的满足较高品质焊接工艺需求。
具有焊接存储功能,使用方便,保证有最佳的焊接工艺参数控制。
设计思想巧妙,有十组的焊接工艺参数数据,使得该控制软件具有简便的操作性能。
软件的主要功能以及使用说明:
一、该控制软件可以根据不同的焊接工艺要求和用户选择以下三种焊接方式,并根据用户在操作界面的选择,输出不同的焊接输出特性。
(1)手工电弧焊
(2)直流氩弧焊
(3)直流脉冲氩弧焊
以上三种功能中,每种功能都具有多个可调节的参数,用户既可以采用系统默认的参数简单方便地设置焊机的焊接参数值,同样可以根据不同的焊接要求自主的精细地调整焊机的焊接参数值,以满足不同用户的具体使用习惯和偏好,使焊机发挥出最佳的焊接效果。
二、该软件具有非常友好的用户操作界面,用户可以很直观的了解操作界面,方便地使用焊机的各项功能学会设定实时调节焊接参数值,存储和调用焊机的工艺参数。
该控制软件使用LED显示器作为用户界面,可显示焊机的工作电流及其他各项可调电弧参数值。
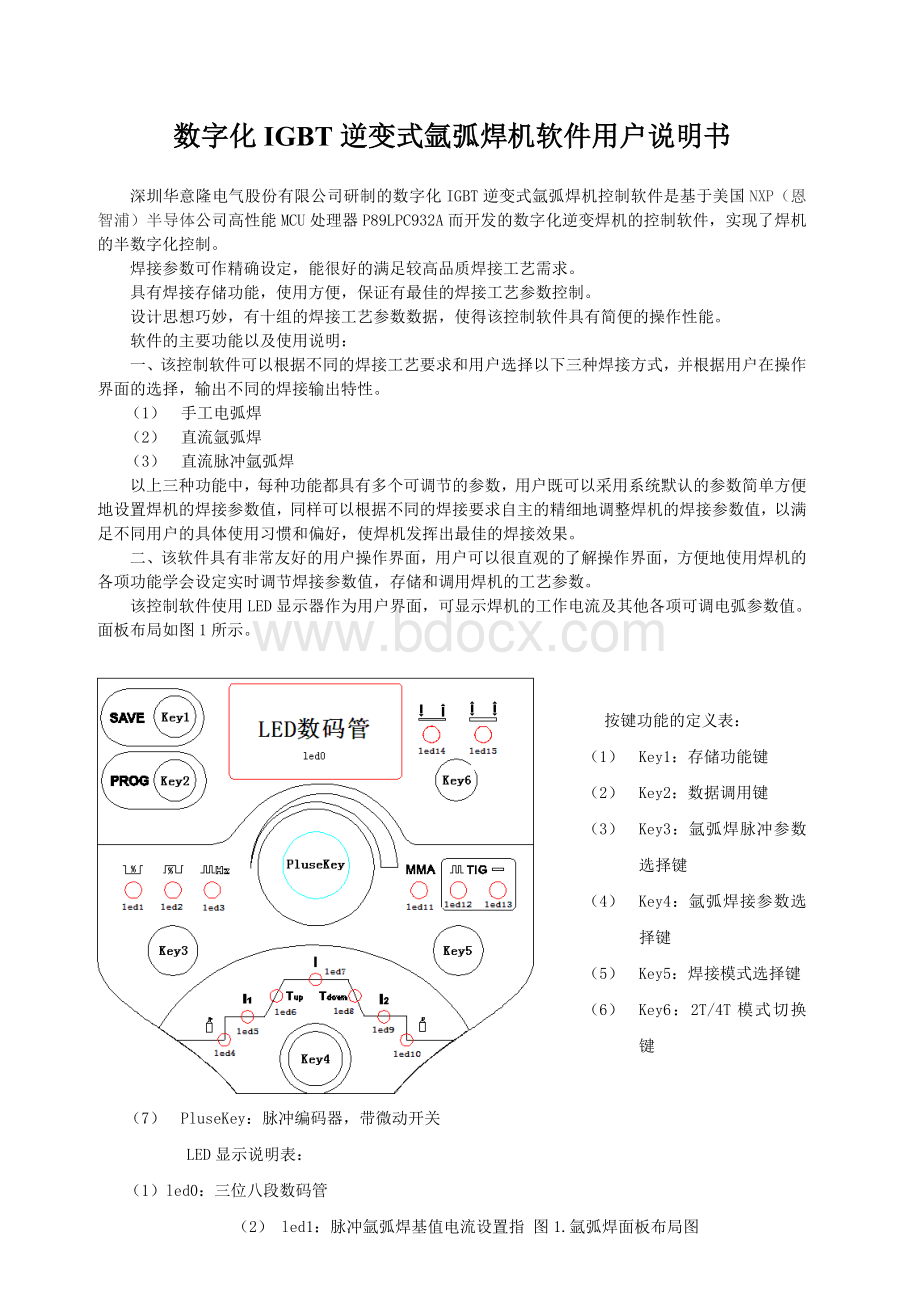
面板布局如图1所示。
按键功能的定义表:
(1)Key1:
存储功能键
(2)Key2:
数据调用键
(3)Key3:
氩弧焊脉冲参数选择键
(4)Key4:
氩弧焊接参数选择键
(5)Key5:
焊接模式选择键
(6)Key6:
2T/4T模式切换键
(7)PluseKey:
脉冲编码器,带微动开关
LED显示说明表:
(1)led0:
三位八段数码管
(2)led1:
脉冲氩弧焊基值电流设置指图1.氩弧焊面板布局图示灯
(3)led2:
脉冲氩弧焊占空比设置指示灯
(4)led3:
脉冲氩弧焊脉冲频率设置指示灯
(5)led4:
氩弧焊提前送气时间设置指示灯
(6)led5:
氩弧焊引弧电流设置指示灯
(7)led6:
氩弧焊爬升电流时间设置指示灯
(8)led7:
焊接电流设置指示灯
(9)led8:
氩弧焊下降电流时间设置指示灯
(10)led9:
氩弧焊收弧电流设置指示灯
(11)led10:
氩弧焊滞后送气时间设置指示灯
(12)led11:
手工电弧焊模式
(13)led12:
氩弧焊模式
(14)led13:
脉冲氩弧焊模式
(15)led14:
2T模式
(16)led15:
4T模式
ESC
-
用户界面方便、快捷、直观。
通过面板按键的操作,用户可以完成控制软件提供的所有功能,其主要操作如下:
接通焊机电源供电系统后,开启焊机的空气开关。
焊机自动进行系统复位,初始化MCU处理器,初始化系统设定变量、寄存器及相关标志位,并读取内部存储器数据,更新LED显示数据。
完成启动后,LED显示:
HYLxxx机界面。
“HYL”表示:
华意隆;“xxx”为焊机型号:
160、180、200、250、300。
LED显示器进入上次关机时所在的焊接方式。
三种焊接模式选择如下所示,通过Key5键可以选择三种焊接模式之一。
A)MMA:
选择手工电弧焊
图2.手工电弧焊模式
B)脉冲氩弧焊:
选择冲焊氩弧模式
图3.脉冲氩弧焊模式
C)直流氩弧焊:
选择直流氩弧焊模式
图4.直流氩弧焊模式
焊机每次开机后自动调入上次焊接的参数,进入上次焊接的方式,所以用户如果想用和上次一样参数进行焊接,开机后不需任何调节即可开始焊接。
在正常焊接时,显示实时过程跟踪焊接实际电流。
三、灵活焊机参数设置,根据用户设定焊接参数,控制软件可以调整焊机的输出特性,使焊接电压/电流按要求输出,满足用户需求。
1、手工电弧焊
按Key5键焊接模式选择手工电弧焊,如图2所示。
手工电弧焊有5个可调参数:
进入手工电弧焊模式后,按下Key4键进入手工电弧焊参数设置。
(1)、按Key4键将参数设置指示移在I1上:
热引弧电流设置,led5点亮,调节脉冲编码器旋钮,将热引弧电流设置为120A,如图5所示。
图5.热引弧电流设置
引弧期间引弧电流设置得越大,引弧成功率就越高,应选择一个合适的引弧电流值。
(2)、按Key4键将参数设置指示移在Tup上:
引弧时间设置,led6点亮,调节脉冲编码器旋钮,将引弧时间设置为2.0s,如图6所示。
图6.引弧时间设置
引弧时间是焊接电流从引弧电流上升到最大焊接电流所用的时间。
(3)、按Key4键将参数设置指示移在I上:
焊接电流设置,led7点亮,调节脉冲编码器旋钮,将引弧时间设置为150A,如图7所示。
图7.焊接电流设置
焊接电流是正常焊接时焊接设备输出的电流,在焊接过程中可以实时调节。
(4)、按Key4键将参数设置指示移在Tdown上:
电弧力设置,led8点亮,调节脉冲编码器旋钮,将电弧力设置为40,电弧力调节范围0-100,如图8所示。
图8.电弧力设置
电弧力是指短路过程中电流上升的斜率,为每毫秒电流增加的安培数。
是根据焊条直径、设定电流大小及工艺要求而定。
通过软件调整电弧力大小,电弧力大则熔滴过渡快、不易粘条,但电弧力太大会使飞溅增大;电弧力小则飞溅小、焊缝成型好,但有时会让人感觉电弧发软,或造成粘条,特别是粗焊条在小电流下焊接时应加大电弧力。
(5)、按Key4键将参数设置指示移在I2上:
推力电流设置,led9点亮,调节脉冲编码器旋钮,将推力电流设置为100,如图9所示。
图9.推力电流设置
电弧推力是指电弧电压下降到15v以下时,通过软件将电弧推力自动叠加到焊接电流之上,电弧推力大则熔滴过渡快、不易粘条,飞溅相应增大;电弧力小则飞溅小、焊缝成型好,但感觉电弧发软,容易粘条。
特别是粗焊条在小电流下焊接时应加大电弧推力,冷工件冷焊条第一次起弧时也应加大电弧推力。
一般焊接时电弧推力为10~40即可。
根据工艺要求选择电弧推力值,完成电弧推力的设定。
2、直流氩弧焊
按Key5键焊接模式选择直流氩弧焊接模式,如图4所示。
非熔化极氩气保护直流氩弧焊有7个可调参数:
进入直流氩弧焊后,按下Key4键进入直流氩弧焊参数设置。
(1)、按Key4键将参数设置指示移在上:
提前送气时间设置,led4点亮,调节脉冲编码器旋钮,将提前送气时间设置为0.2s,如图10所示。
图10.提前送气时间设置
提前送气时间是指焊枪开关闭合后,打开气阀,此时焊接设备无输出,延时提前送气时间设置的时间如0.2s后,焊接设备开始输出能量,其目的是为了避免没有氩气保护的情况下就开始发高频引弧,提高引弧成功率。
(2)、按Key4键将参数设置指示移在I1上:
热引弧电流设置,led5点亮,调节脉冲编码器旋钮,将热引弧电流设置为120A,如图11所示。
图11.热引弧电流设置
引弧期间引弧电流设置得越大,引弧成功率就越高,应选择一个合适的引弧电流值。
(3)、按Key4键将参数设置指示移在Tup上:
电流爬升时间设置,led6点亮,调节脉冲编码器旋钮,将引弧时间设置为2.0s,电流下降时间范围0-9.9,如图12所示。
图12.电流爬升时间设置
流爬升时间是焊接电流从引弧电流上升到最大焊接电流所用的时间。
(4)、按Key4键将参数设置指示移在I上:
焊接电流设置,led7点亮,调节脉冲编码器旋钮,将引弧时间设置为150A,如图13所示。
图13.焊接电流设置
焊接电流是正常焊接时焊接设备输出的电流,在焊接过程中可以实时调节。
(5)、按Key4键将参数设置指示移在Tdown上:
电流下降时间设置,led8点亮,调节脉冲编码器旋钮,将电流下降时间设置为2.0s,电流下降时间范围0-9.9,如图14所示。
图14.电流下降时间设置
电流下降时间是焊接电流从最大焊接电流到维弧电流所用的时间。
(6)、按Key4键将参数设置指示移在I2上:
维弧电流设置,led9点亮,调节脉冲编码器旋钮,将维弧电流设置为100,如图15所示。
图15.推力电流设置
维弧电流是指焊接过程转到维弧期间的焊接电流,应根据焊接工艺设置合适的维弧电流。
(7)、按Key4键将参数设置指示移在上:
滞后送气时间设置,led4点亮,调节脉冲编码器旋钮,将滞后送气时间设置为0.2s,滞后送气时间范围0-9.9s,如图16所示。
图16.提前送气时间设置
滞后送气时间是指焊接结束以后,气阀再保持打开状态一段时间,此时焊接设备无输出。
滞后送气可以保持后期焊接的光泽度,还有加速冷却的作用。
3、脉冲氩弧焊
按Key5键焊接模式选择脉冲氩弧焊接模式,如图3所示。
脉冲氩弧焊有10个可调参数:
进入脉冲氩弧焊后,按下Key4键进入脉冲氩弧焊参数设置。
(1)、按Key4键将参数设置指示移在上:
提前送气时间设置,led4点亮,调节脉冲编码器旋钮,将提前送气时间设置为0.2s,如图17所示。
图17.提前送气时间设置
提前送气时间是指焊枪开关闭合后,打开气阀,此时焊接设备无输出,延时提前送气时间设置的时间如0.2s后,焊接设备开始输出能量,其目的是为了避免没有氩气保护的情况下就开始发高频引弧,提高引弧成功率。
(2)、按Key4键将参数设置指示移在I1上:
热引弧电流设置,led5点亮,调节脉冲编码器旋钮,将热引弧电流设置为120A,如图18所示。
图18.热引弧电流设置
引弧期间引弧电流设置得越大,引弧成功率就越高,应选择一个合适的引弧电流值。
(3)、按Key4键将参数设置指示移在Tup上:
电流爬升时间设置,led6点亮,调节脉冲编码器旋钮,将引弧时间设置为2.0s,电流下降时间范围0-9.9,如图19所示。
图19.电流爬升时间设置
流爬升时间是焊接电流从引弧电流上升到最大焊接电流所用的时间。
(4)、按Key4键将参数设置指示移在I上:
焊接峰值电流设置,led7点亮,调节脉冲编码器旋钮,将峰值电流设置为150A,如图20所示。
图20.焊接电流设置
焊接电流是正常焊接时焊接设备输出的峰值电流,在焊接过程中可以实时调节。
(5)、按Key4键将参数设置指示移在Tdown上:
电流下降时间设置,led8点亮,调节脉冲编码器旋钮,将电流下降时间设置为2.0s,电流下降时间范围0-9.9,如图21所示。
图21.电流下降时间设置
电流下降时间是焊接电流从最大焊接电流到维弧电流所用的时间。
(6)、按Key4键将参数设置指示移在I2上:
维弧电流设置,led9点亮,调节脉冲编码器旋钮,将维弧电流设置为100,如图22所示。
图22.推力电流设置
维弧电流是指焊接过程转到维弧期间的焊接电流,应根据焊接工艺设置合适的维弧电流。
(7)、按Key4键将参数设置指示移在上:
滞后送气时间设置,led4点亮,调节脉冲编码器旋钮,将滞后送气时间设置为0.2s,滞后送气时间范围0-9.9s,如图23所示。
图23.滞后送气时间设置
滞后送气时间是指焊接结束以后,气阀再保持打开状态一段时间,此时焊接设备无输出。
滞后送气可以保持后期焊接的光泽度
 升级会员
升级会员 