磨粉机使用相关知识.docx
《磨粉机使用相关知识.docx》由会员分享,可在线阅读,更多相关《磨粉机使用相关知识.docx(13页珍藏版)》请在冰豆网上搜索。
磨粉机使用相关知识
磨粉机使用相关知识
雷蒙磨粉机
一、磨粉机的用途
雷蒙磨粉机主要适用于冶金、建材、化工、矿山等矿山物料的粉磨设备。
粉磨围为:
石英、长石、土、膨润土、方解石、滑石、重晶石、萤石、粘土、白泥、石膏等硬度在莫氏七级以下湿度在6%以下的各种非易燃易爆矿产物料。
雷蒙磨粉机磨制成品粒度围在0.147~0.044毫米(相当于100目~325目)之间可按不同要求进行调节。
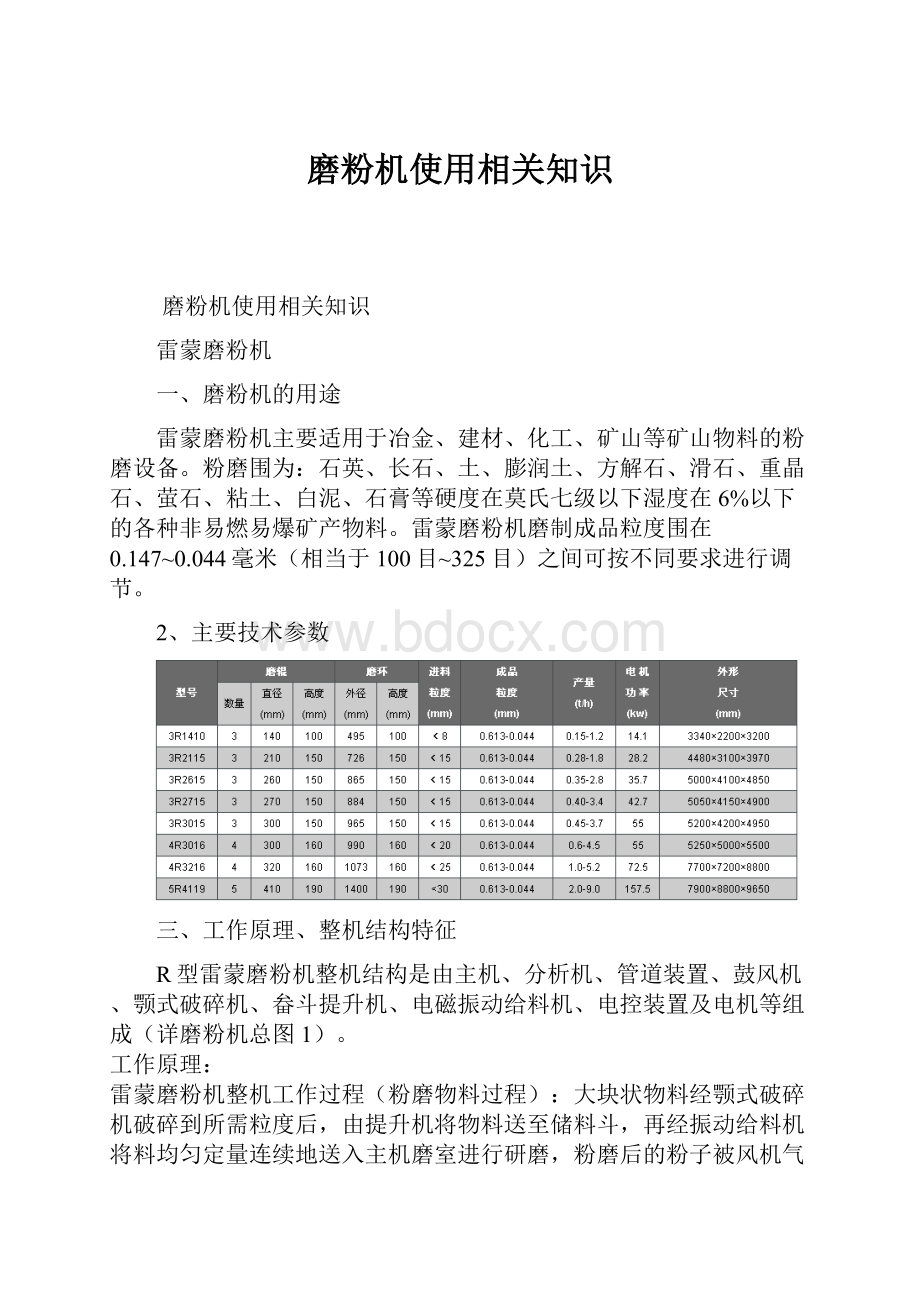
2、主要技术参数
三、工作原理、整机结构特征
R型雷蒙磨粉机整机结构是由主机、分析机、管道装置、鼓风机、颚式破碎机、畚斗提升机、电磁振动给料机、电控装置及电机等组成(详磨粉机总图1)。
工作原理:
雷蒙磨粉机整机工作过程(粉磨物料过程):
大块状物料经颚式破碎机破碎到所需粒度后,由提升机将物料送至储料斗,再经振动给料机将料均匀定量连续地送入主机磨室进行研磨,粉磨后的粉子被风机气流带走,经分析机进行分级,符合细度的粉子随气流经管道进入大旋风集粉器,进行分离收集,再经出粉管排出即为成品粉子。
气流再由大旋风集粉器上端回风管吸入鼓风机。
本机整个气流系统是密闭循环的,并且是在正负压状态下循环流动的。
在磨室因被磨物料中有一定的含水量,研磨时产生热量导致磨室气体蒸发改变了气流量,以及整机各管道结合处不密封,外界气体被吸入,使循环气流风量增加,为此通过调整风机和主机间的余风管来达到气流的平衡,并将多余的气体导入布袋除尘器,把余气带入的细粉子收集下来,余气被净化后排出。
主机工作过程是通过传动装置带动中心轴转动,轴的上端连接着梅花架,架上装有磨辊装置并形成摆动支点,其不仅围绕中心回转,同时磨辊围绕着磨环公转,磨辊本身因磨檫作用而自转。
梅花架下端装有铲刀系统,其位置处于磨辊下端,铲刀与磨辊同转过程中把物料铲抛喂入磨辊与磨环之间,形成垫料层,该料层受磨辊旋转产生外的离心力(挤压力)将物料碾碎,即由此而达到制粉目的。
分析机通过调速电机并经二级减速带动转盘上的60片叶片旋转,形成对粉子的分级作用。
叶片转速的快慢是按成品粉子粒度大小进行调节。
当要获得较细粒度粉子时,就必须提高叶片转速,使叶片与粉子接触增加,使不合要求的粉子被叶片抛向外壁与气流脱离,粗粉子因自重力的作用落入磨室进行重磨,合格的成品粉子通过叶片随气流吸入大旋风集粉器,气流与粉子被分离后,粉子被收集。
大旋风集粉器对磨粉机的性能起到很重要作用,当带粉气流进入收集器时是高速旋转状态,待气流与粉子分离后,气流随圆锥体壁收缩向中心移动至锥底时(即气流自然长度)形成一个旋转向上的气流圆柱,这时粉子被分离掉落收集。
由于向上旋转的气流核心呈负压状态,所以对集粉器下端密封要求很高,必须对外界空气严格隔开,否则被收集下的粉子会重新被核心气流带走,这直接影响整机的产量,因此收集器下端装有锁粉器,其作用是将外界正压气体与收集器负压气体隔离开,这是相当重要的部件,如不装锁粉器或锁粉器的舌板吻合密封不严就会造成不出粉或少出粉,严重影响整机产量。
整机结构特征:
雷蒙磨粉机整机为立式结构,其特征是占地面积小,成套性强,从块料至粉碎到成品粉子、包装,能独立自成一个生产体系。
雷蒙磨粉机所磨制的各种粉子成品细度均匀性,能达到所需细度的99%通过,即为通筛可达99%。
这是其它磨粉设备所不能胜任的。
雷蒙磨粉机主机传动装置采用密闭齿轮箱和带轮,传动平稳,运转可靠,磨粉机的重要部件均采用优质钢材制造,因此整机耐用稳定可靠。
雷蒙磨粉机电器系统采用集中控制,选型先进合理,在磨粉车间基本上可实现无人操作,振动给料机体积小重量轻,给料均匀,易于调节并省电,使用维修方便。
四、整机的安装、调试
整机的安装(点击查看安装图)
(一)安装前的准备事项
1、雷蒙磨粉机运达现场还未安装时,应妥善保管,外露表面须涂上防锈油脂、并避免日晒雨淋,以防机体生锈进水,要建立保养制度。
2、厂房和基础应根据基础图尺寸应有足够的高度和安装位置,磨机基础应采用高标准水泥并须埋有钢筋方能浇基础,并预埋穿线管或电线沟。
水泥基础浇好后,必须有15天的保养期。
3、4R应配有2—3吨起吊工具,供安装维修用。
4、磨粉机从出厂到使用时间超过6个月者,对主机中心轴系统、传动装置、磨辊装置、分析机油池等应清洗检查,清洗检查完毕后应对各部件加入足够的润滑油脂。
(二)雷蒙磨粉机的安装
1、首先将传动装置底座吊入坑填平,注意控制好一定高度,然后用水平仪校正上端平面“A”,同时将传动装置安装在“A”面上并用螺栓固定。
2、主机安装。
安装前应在底座下端平面与水泥基础接触处和地脚螺栓连接间垫上橡胶防震垫,然后用框形水平仪校正底座“B”平面,校正点为交叉十字线四点,同时调正两半联轴器“C”、“D”,其不同轴度应小于0.20毫米,E1—E2不平行度不得大于0.1毫米,“E1”、“E2”之间间隙应保持在5—8毫米。
3、管道装置的位置和高度应按总图安装,不得任意改动和加高,各管道连接处应密封,紧固后不得有漏气现象。
电气设备应准确可靠,待各部件安装完毕应进行试机。
(三)调试(空运转试机)
1、空负荷运转试机。
在无负荷试机前,应将磨辊装置用钢丝绳包扎牢,避免磨辊与磨环接触冲击,然后主机空运转试机不少于1小时;主机运转时应平稳,箱体油温不得超过80℃,温升不超过40℃。
主机与分析机旋转方向见图4。
2、鼓风机应空载开机,待运转正常后再加载。
然后观察其运转平稳,无异常噪音和振动、滚动轴承最高温度不得超过70℃,温升不得超过35℃。
3、负荷运转时间不少于8小时,磨机工作正常后整机无异常噪音,各管道连接处无漏气现象,经试机后再次把各紧固体拧紧,即可投入正常使用。
五、磨粉机的操作规程
开动磨粉机前,应检查所有检修门关闭是否严密,检查破碎机的颚板间隙是否符合进料粒度尺寸,调整分析机转速应达近似成品粒度要求。
最后按以下顺序开机。
1、开动畚斗提升机;2、开动颚式破碎机;3、待料仓存有物料后,启动分析机;4、启动鼓风机(空负荷启动,待正常运转后再加载);5、启动主机、在启动主机瞬时间随即启动电磁振动给料机。
此时粉磨工作即为开始。
操作顺序简易表示如下:
“启动”、提升机→破碎机→分析机→风机→主机→给料机。
停机时应按下列顺序关闭各机:
1、先关闭给料机停止给料;
2、约一分钟后停止主机;
3、吹净残留的粉子后停止鼓风机;
4、最后关闭分析机。
停机顺序是:
给料机→主机→鼓风机→分析机
注:
提升机运输物料至料仓一定量后,先停止破碎机而后停止提升,此项应由储料量而变动。
5、磨粉机在正常工作时不准随意加油,要确保生产安全,磨粉机在任何部分发生不正常噪音,或负荷突然增大应立即停机检查,排除故障,以免发生重大事故。
再继续开机时必须将磨机余料取出,否则开机时电流过大,影响启动。
六、磨粉机的维护保养
1、雷蒙磨粉机使用过程中,应有固定人员负责看管,操作人员必须具备一定的技术水平,磨粉机安装前对操作人员必须进行技术培训,使之了解磨机的原理性能,熟悉操作规程。
2、为使磨机正常工作,应制订设备“维修保养安全操作制度”方能保证磨机长期安全进行,同时要有必要的检修工具以及润滑脂和配件。
3、雷蒙磨粉机使用一段时间后,应进行检修,同时对磨辊磨环铲刀等易损件进行修理更换,磨辊装置在使用前后对连接螺栓螺母均应进行仔细检查,是否有松动现象;润滑油脂是否加足。
4、磨辊装置使用时间超过500小时需重新更换磨辊。
更换磨辊时对辊套的各滚动轴承必须进行清洗,对损坏件应更换,加油工具可用强力注油器或黄油枪。
七、常见故障、排除方法
雷蒙磨粉机在使用过程中所出现的故障,可按下表进行处理。
常见故障
产生原因
排除方法
1、不出粉或出粉
少产量低。
(1)锁粉器未调整好,密封不严,造成粉倒吸。
(2)铲刀磨损大物料铲不起。
(1)检查和调整好锁粉器密封,发现漏气处应堵住。
(2)更换新铲刀
2、成品粉子过粗
或过细。
(1)分析机叶片磨损严重,不起
分级作用。
(2)风机风量不适当。
(1)更换叶片并适当关小风机进风量能解决过粗。
(2)过细应提高进口风量。
3、主机电流上升,
机温上升,风机电
流下降。
(1)给料过量,风道被粉料堵塞,
管道排气不畅循环气流发热使之
主机电流,机温升高,风机电压
下降。
(1)减少进料量,清楚风道积粉。
(2)开大余风管阀门,进机物料湿度控制在6%以下。
4、主机噪音大并
有较大振动。
(1)进料量小或主机与传动装置不
同轴,两联轴器间无间隙,地脚
螺栓松动。
(2)料硬冲击大,或无料层。
(3)磨辊磨环失圆变形严重。
(1)调整给料量,找正同轴度,调整两联轴器中间的间隙。
(2)减少进料粒度。
(3)更换磨辊、磨环。
5、风机振动。
(1)风叶上积粉或磨损不平衡。
(2)地脚螺栓松动。
(1)清除叶片积粉或更换叶片。
(2)拧紧地脚螺栓。
6、传动装置和分
析机油箱发热。
(1)机油粘度大油厚,螺纹泵油打
不上去使上部轴承缺油。
(1)检查机油的牌号和粘度是否与要求相符。
(2)检查分析机运转方向。
7、磨辊装置进粉
轴承易损坏。
(1)断油、或密封圈损坏
(2)长期缺乏维修和清洗
(1)按规定时间及时加油。
(2)定期清洗,更换油封。
高压磨粉机
一、高压悬辊磨的用途
高压悬辊磨粉机主要适用于冶金、建材、化工、矿山等行业物料的粉磨加工,可粉磨石英、长石、方解石、滑石、重晶石、萤石、稀土、石、瓷、铝矾土、锰矿、铁矿、铜矿、磷矿石、氧化铁红、锆英砂、矿渣、水渣、水泥熟料、活性炭、白云石、花岗岩、石榴子石、氧化铁黄、豆饼、化肥、复、粉煤灰、烟煤、焦煤、褐煤、菱美砂、氧化铬绿、金矿、红泥、粘土、高岭土、焦炭、煤矸石、瓷土、蓝晶石、氟石、膨润土、麦饭石流纹岩、浑绿岩、叶腊石、页岩、紫砂石、绿浑石、迭岩石、玄武石、石膏、石墨、碳化硅、保温材料等莫氏硬度在9.3级以下,湿度不高于6%的各种非易燃易爆物料。
二、高压悬辊磨的特点
1、与其它磨机相比同等动力条件下产量提高20-30%,磨辊对物料的碾压力在高压弹簧的作用下提高1000-1500kg。
2、莫氏硬度小于6.0级的矿产物料均可加工粉碎。
3、成品粒度围广,粒径最粗可达0.595毫米(30目)粒径一般可达0.033毫米(425目)。
少部分物料最细可达到0.013毫米(1000目)。
4、除尘效果完全达到国家粉尘排放标准。
5、分析机调整方便。
6、研磨装置采用重叠式多级密封,密封性能好。
三、主要技术参数
四、工作原理、整机结构特征
高压悬辊磨粉机整机结构是由主机、分析机、管道装置、鼓风机、颚式破碎机、畚斗提升机、电磁振动给料机、电控装置及电机等组成。
工作原理:
高压悬辊磨粉机整机工作过程(粉磨物料过程):
大块状物料经颚式破碎机破碎到所需粒度后,由提升机将物料送至储料斗,再经振动给料机将料均匀定量连续地送入主机磨室进行研磨,粉磨后的粉子被风机气流带走,经分析机进行分级,符合细度的粉子随气流经管道进入大旋风收集器,进行分离收集,再经出粉管排出即为成品粉子。
气流再由大旋风收集器上端回风管吸入鼓风机。
本机整个气流系统是密闭循环的,并且是在正负压状态下循环流动的。
在磨室因被磨物料中有一定的含水量,研磨时产生热量导致磨室气体蒸发改变了气流量,以及整机各管道结合处不密封,外界气体被吸入,使循环气流风量增加,为此通过调整风机和主机间的余风管来达到气流的平衡,并将多余的气体导入布袋除尘器,把余气带入的细粉子收集下来,余气被净化后排出。
主机工作过程是通过传动装置带动中心轴转动,轴的上端连接着梅花架,架上装有磨辊装置并形成摆动支点使其不仅围绕中心回转,同时磨辊围绕着磨环公转,磨辊本身因磨檫作用而自转。
梅花架下端装有铲刀系统,其位置处于磨辊下端,铲刀与磨辊同转过程中把物料铲抛喂入磨辊与磨环之间,形成垫料层,该料层受磨辊旋转产生外的离心力(挤压力)将物料碾碎,即由此而达到制粉目的。
分析机通过调速电机带动转盘上的叶片旋转,形成对粉子的分级作用。
叶片转速的快慢是按成品粉子粒度大小进行调节。
当要获得较细粒度粉子时,就必须提高叶片转速,使叶片与粉子接触增加,使不合要求的粉子被叶片抛向外壁与气流脱离,粗粉子因自重力的作用落入磨室进行重磨,合格的成品粉子通过叶片随气流吸入大旋风收集器,气流与粉子被分离后,粉子被收集。
大旋风收集器对磨粉机的性能起到很重要作用,当带粉气流进入收集器时是高速旋转状态,待气流与粉子分离后,气流随圆锥体壁收缩向中心移动至锥底时(即气流自然长度)形成一个旋转向上的气流圆柱,这时粉子被分离掉落收集。
由于向上旋转的气流核心呈负压状态,所以对收集器下端密封要求很高,必须对外界空气严格隔开,否则被收集下的粉子会重新被核心气流带走,这直接影响整机的产量,因此收集器下端装有锁粉器,其作用是将外界正压气体与收集器负压气体隔离开,这是相当重要的部件,如不装锁粉器或锁粉器的舌板吻合密封不严就会造成不出粉或少出粉,严重影响整机产量。
整机结构特征:
高压悬辊磨粉机整机为立式结构,其特征是占地面积小,成套性强,从块料至粉碎到成品粒子、包装,能独立自成一个生产体系。
高压悬辊磨粉机所磨制的各种粉子成品细度均匀性,能达到所需细度的99%通过,即为通筛可达99%。
这是其它磨粉设备所不能胜任的。
高压悬辊磨粉机主机传动装置采用密闭齿轮箱和带轮,传动平稳,运转可靠,磨粉机的重要部件均采用优质钢材制造,因此整机耐用稳定可靠。
高压悬辊磨粉机电器系统采用集中控制,选型先进合理,在磨粉车间基本上可实现无人操作,振动给料机体积小重量轻,给料均匀,易于调节并省电,使用维修方便。
五、整机的安装、调试
(一)安装前的准备事项
1、高压悬辊磨粉机运达现场还未安装时,应妥善保管,外露表面须涂上防锈油脂、并避免日晒雨淋,以防机体生锈进水,要建立保养制度。
2、厂房和基础应根据基础图尺寸应有足够的高度和安装位置,磨机基础应采用高标准水泥并须埋有钢筋方能浇基础,并预埋穿线管或电线沟。
水泥基础浇好后,必须有15天的保养期。
3、应配有2—3吨起吊工具,供安装维修用。
4、磨粉机从出厂到使用时间超过6个月者,对主机中心轴系统、传动装置、磨辊装置、分析机油池等应清洗检查,清洗检查完毕后应对各部件加入足够的润滑油脂。
(二)磨粉机的安装
1、首先将传动装置底座吊入坑填平,注意控制好一定高度,然后用水平仪校正上端平面“A”,同时将传动装置安装在“A”面上并用螺栓固定。
2、主机安装。
安装前应在底座下端平面与水泥基础接触处和地脚螺栓连接间垫上橡胶防震垫,然后用框形水平仪校正底座“B”平面,校正点为交叉十字线四点,同时调正两半联轴器“C”、“D”,其不同轴度应小于0.20毫米,E1—E2不平行度不得大于0.1毫米,“E1”、“E2”之间间隙应保持在5—8毫米间。
3、管道装置的位置和高度应按总图安装,不得任意改动和加高,各管道连接处应密封,紧固后不得有漏气现象。
电气设备应准确可靠,待各部件安装完毕进行试机。
(三)调试(空运转试机)
1、压力弹簧的工作高度(被压缩后的有效高度)越低,磨辊对物料的压力也越大,其产量也越高,但应根据主电动机的负荷情况而调,随着磨辊被磨小逐渐压缩,压力弹簧的工作高度应控制在200—210毫米围。
2、空负荷运转试机,在无负荷试机前,应将磨辊装置用钢丝绳包扎牢,避免磨辊与磨环接触冲击,然后主机空运转试机不少于1小时;主机运转时应平稳,箱体油温不得超过80℃,温升不超过40℃。
主机与分析机旋转方向见图3。
3、鼓风机应空载开机,待运转正常后再加载。
然后观察其运转平稳,无异常噪音和振动、滚动轴承最高温度不得超过70℃,温升不得超过35℃。
4、负荷运转时间不少于8小时,磨机工作正常后整机无异常噪音,各管道连接处无漏气现象,经试机后再次把各紧固体拧紧,即可投入正常使用。
六、磨粉机的操作规程
开动高压悬辊磨粉机前,应检查所有检修门关闭是否严密,检查破碎机的颚板间隙是否符合进料粒度尺寸,调整分析机转速应达近似成品粒度要求。
最后按以下顺序开机。
1、开动畚斗提升机;2、开动颚式破碎机;3、待料仓存有物料后,启动分析机;4、启动鼓风机(空负荷启动,待正常运转后再加载);5、启动主机、在启动主机瞬时间随即启动电磁振动给料机。
此时粉磨工作即为开始。
操作顺序简易表示如下:
“启动”、提升机→破碎机→分析机→风机→主机→给料机。
停机时应按下列顺序关闭各机:
1、先关闭给料机停止给料;
2、约一分钟后停止主机;
3、吹净残留的粉子后停止鼓风机;
4、最后关闭分析机。
停机顺序是:
给料机→主机→鼓风机→分析机
注:
提升机运输物料至料仓一定量后,先停止破碎机而后停止提升,此项应由储料量而变动。
5、高压悬辊磨粉机在正常工作时不准随意加油,要确保生产安全,磨粉机在任何部分发生不正常噪音,或负荷突然增大应立即停机检查,排除故障,以免发生重大事故。
再继续开机时必须将磨机余料取出,否则开机时电流过大,影响启动。
七、磨粉机的维护保养
1、高压悬辊磨粉机使用过程中,应有固定人员负责看管,操作人员必须具备一定的技术水平,磨粉机安装前对操作人员必须进行技术培训,使之了解磨机的原则性能,熟悉操作规程。
2、为使磨机正常工作,应制订设备“维修保养安全操作制度”方能保证磨机长期安全进行,同时要有必要的检修工具以及润滑脂和配件。
3、高压悬辊磨粉机使用一段时间后,应进行检修,同时对磨辊磨环铲刀等易损件进行修理更换,磨辊装置在使用前后对连接螺栓螺母均应进行仔细检查,是否有松动现象;润滑油脂是否加足。
4、磨辊装置使用时间超过500小时需重新更换磨辊。
更换磨辊时对辊套的各滚动轴承必须进行清洗,对损坏件应更换,加油工具可用强力注油器或黄油枪。
八、常见故障、排除方法
高压悬辊磨粉机在使用过程中所出现的故障,可按下表进行处理
常见故障
产生原因
排除方法
1、不出粉或出粉
少产量低。
(1)锁粉器未调整好,密封不严,造成粉倒吸。
(2)铲刀磨损大物料铲不起。
(1)检查和调整好锁粉器密封,发现漏气处应堵住。
(2)更换新铲刀
2、成品粉子过粗
或过细。
(1)分析机叶片磨损严重,不起
分级作用。
(2)风机风量不适当。
(1)更换叶片并适当关小风机进风量能解决过粗。
(2)过细应提高进口风量。
3、主机电流上升,
机温上升,风机电
流下降。
(1)给料过量,风道被粉料堵塞,
管道排气不畅循环气流发热使之
主机电流,机温升高,风机电压
下降。
(1)减少进料量,清楚风道积粉。
(2)开大余风管阀门,进机物料湿度控制在6%以下。
4、主机噪音大并
有较大振动。
(1)进料量小或主机与传动装置不
同轴,两联轴器间无间隙,地脚
螺栓松动。
(2)料硬冲击大,或无料层。
(3)磨辊磨环失圆变形严重。
(1)调整给料量,找正同轴度,调整两联轴器中间的间隙。
(2)减少进料粒度。
(3)更换磨辊、磨环。
5、风机振动。
(1)风叶上积粉或磨损不平衡。
(2)地脚螺栓松动。
(1)清除叶片积粉或更换叶片。
(2)拧紧地脚螺栓。
6、传动装置和分
析机油箱发热。
(1)机油粘度大油厚,螺纹泵油打
不上去使上部轴承缺油。
(1)检查机油的牌号和粘度是否与要求相符。
(2)检查分析机运转方向。
7、磨辊装置进粉
轴承易损坏。
(1)段油、或密封圈损坏
(2)长期缺乏维修和清洗
(1)按规定时间及时加油。
(2)定期清洗,更换油封。
整理来源()
 升级会员
升级会员 