厦门世茂海峡大厦项目劲性钢结构的施工与应用.docx
《厦门世茂海峡大厦项目劲性钢结构的施工与应用.docx》由会员分享,可在线阅读,更多相关《厦门世茂海峡大厦项目劲性钢结构的施工与应用.docx(5页珍藏版)》请在冰豆网上搜索。
厦门世茂海峡大厦劲性钢结构的施工与应用
摘要:
本文以厦门市世茂海峡大厦项目塔楼A劲性钢结构为例,介绍了劲性钢结构构件制作及安装施工进行了详细的阐述,为今后同类超高层建筑劲性钢结构的施工提供了很好的参考。
关键词:
劲性钢结构安装与施工
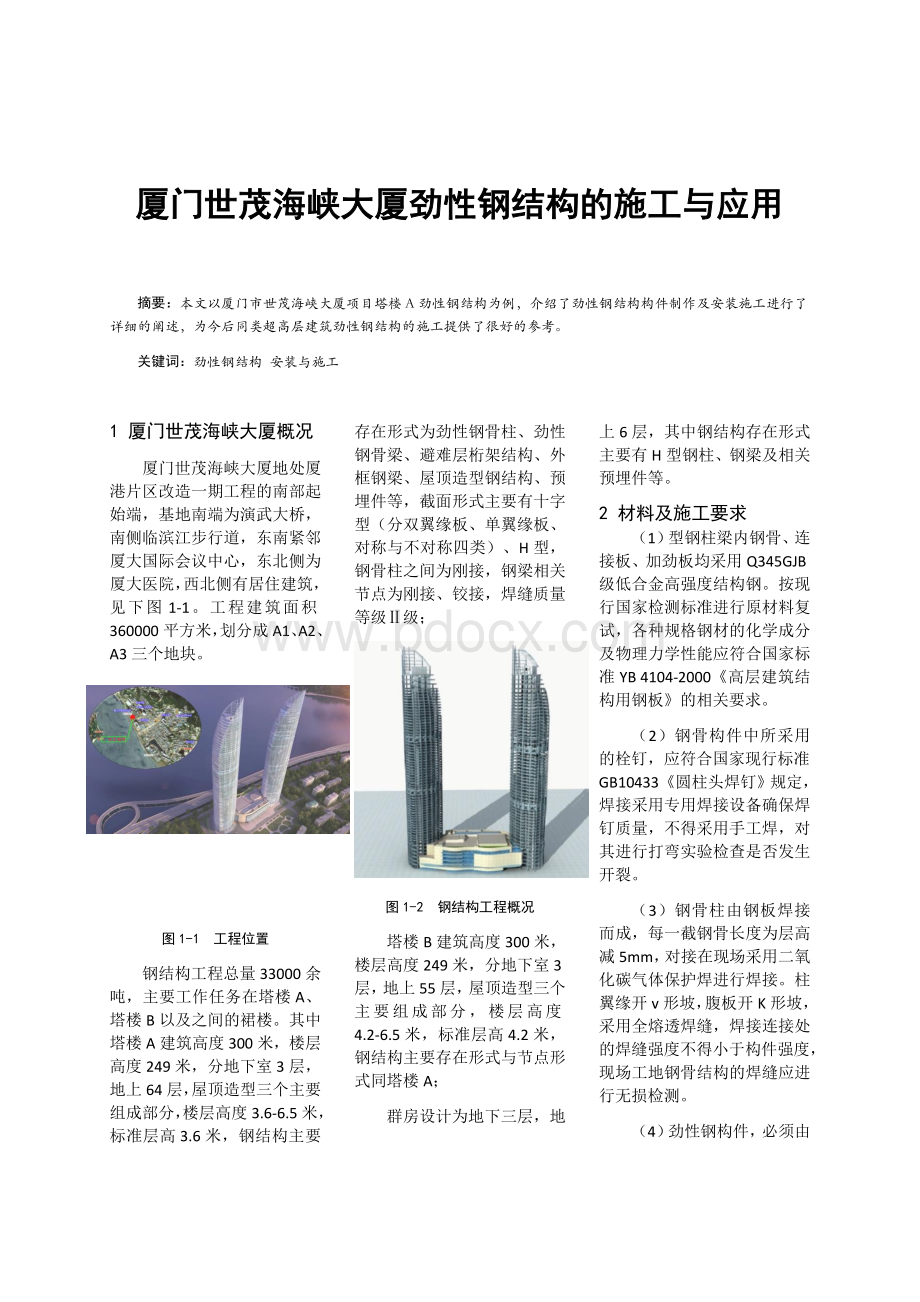
1厦门世茂海峡大厦概况
厦门世茂海峡大厦地处厦港片区改造一期工程的南部起始端,基地南端为演武大桥,南侧临滨江步行道,东南紧邻厦大国际会议中心,东北侧为厦大医院,西北侧有居住建筑,见下图1-1。
工程建筑面积360000平方米,划分成A1、A2、A3三个地块。
图1-1工程位置
钢结构工程总量33000余吨,主要工作任务在塔楼A、塔楼B以及之间的裙楼。
其中塔楼A建筑高度300米,楼层高度249米,分地下室3层,地上64层,屋顶造型三个主要组成部分,楼层高度3.6-6.5米,标准层高3.6米,钢结构主要存在形式为劲性钢骨柱、劲性钢骨梁、避难层桁架结构、外框钢梁、屋顶造型钢结构、预埋件等,截面形式主要有十字型(分双翼缘板、单翼缘板、对称与不对称四类)、H型,钢骨柱之间为刚接,钢梁相关节点为刚接、铰接,焊缝质量等级Ⅱ级;
图1-2钢结构工程概况
塔楼B建筑高度300米,楼层高度249米,分地下室3层,地上55层,屋顶造型三个主要组成部分,楼层高度4.2-6.5米,标准层高4.2米,钢结构主要存在形式与节点形式同塔楼A;
群房设计为地下三层,地上6层,其中钢结构存在形式主要有H型钢柱、钢梁及相关预埋件等。
2材料及施工要求
(1)型钢柱梁内钢骨、连接板、加劲板均采用Q345GJB级低合金高强度结构钢。
按现行国家检测标准进行原材料复试,各种规格钢材的化学成分及物理力学性能应符合国家标准YB4104-2000《高层建筑结构用钢板》的相关要求。
(2)钢骨构件中所采用的栓钉,应符合国家现行标准GB10433《圆柱头焊钉》规定,焊接采用专用焊接设备确保焊钉质量,不得采用手工焊,对其进行打弯实验检查是否发生开裂。
(3)钢骨柱由钢板焊接而成,每一截钢骨长度为层高减5mm,对接在现场采用二氧化碳气体保护焊进行焊接。
柱翼缘开v形坡,腹板开K形坡,采用全熔透焊缝,焊接连接处的焊缝强度不得小于构件强度,现场工地钢骨结构的焊缝应进行无损检测。
(4)劲性钢构件,必须由具有相应资质专业厂家根据结构设计文件进行二次深化设计,二次深化须充分考虑现场施工做法,考虑梁柱节点施工,控制好钢牛腿及穿筋孔的标高位置,报施工单位复核无误后送设计院审批、确认。
钢骨按二次深化在工厂的标准流水线工作平台上焊接、检测、调直。
(5)必须事先做好详细的施工技术方案,经业主现场工程师和监理工程师审定。
钢骨柱、型钢梁连接、安装过程中,严格执行现行规范、规程和方案的要求。
采取有效措施并优化方案确保钢骨柱、型钢梁安装、焊接质量和尺寸、位置的正确性。
(6)密切配合钢结构厂,采取有效措施,确保钢结构的加工质量及钢结构上各预焊牛腿、钢筋预留洞等位置的正确性,确保钢骨在运输、吊装过程中不产生变形,以及受力钢筋位置和钢结构构件的连接质量。
3劲性钢构件制作和验收
钢结构构件制作,必须由专业钢结构加工厂按照《钢结构工程施工及验收规范》制作。
采用自动埋弧焊进行焊接,确保划线、切割、焊接、组装的施工工艺和技术参数要求。
首先根据二次深化将构件分解放样编号,并对分解构件部位的穿筋孔位置及标高复核,对牛腿标高进行检查无误后发现场开料,现场穿筋孔采用磁力钻进行打孔,检查无误后进行组装。
组装中必须注意组装顺序,十字形钢骨柱由工字板及两块T字板顺序进行操作组装必须设计加工专用的拼装模架各夹具,钢板加工合格后在组装前须进行校正,用专门的模架及夹具将刨边处理好的型材组装。
凡工厂制作构件须保证质量在出厂前应有检验合格报告,对现场全熔透焊缝的连接应在24小时后进行100%的超声波焊缝探伤检测,检测合格后方可出厂,不合格的采用电弧气刨刨掉然后去渣打磨重新施焊,然后检测合格后方可出厂,钢结构出厂时除提供产品合格证外,并提供钢材连接材料等材料的合格证明书、各项试验报告。
现场验收钢构件的外观,包括:
钢构件的表面及焊缝清理、有无损伤、钢构件的长度、截面尺寸、是否扭曲、牛腿的标高、穿筋孔的位置、大小及数量等,并做好详细的检验记录。
4劲性钢结构施工
4.1劲性钢柱分段
劲性钢柱的生产及现场施工必须充分考虑现场吊装环境,针对现场塔吊的位置制定合理的吊装路线,分析各吊装点起重量,严格控制大型机械的安全使用,严禁超重作业,对部分钢柱层高较高,吊臂较远起重量较轻的进行分段,分段原则上,主要按设计要求的连接节点,结合塔机最大起重臂长及起重量性能,按照卸料区塔机起重臂长及起重量、楼层钢柱每节重量,确定钢柱长度及重量。
具体现场卸料区对应臂长最大吊重。
根据吊装工况分析、规划钢柱分节,核心筒钢构件吊装分析见图外框钢构件吊装分析见图4.1-1。
塔楼A钢柱分节情况见表4.1-1
图4.1-1核心筒钢构件吊装分析
图4.1-2外框钢构件吊装分析
4.2地脚螺栓安装
1)测量放样
根据定位环板的十字定位轴线确定4个测量控制基准点,并计算出各控制基准点的相对坐标值,作为定位环板测量就位的参数,角度值要求精确至秒,距离值精确至毫米。
同时,为确保测量控制精确度,相关数据必须经测量工程师审核后方可提供给外业施工。
土建底板钢筋施工完成后开始预埋,首先进行地脚螺栓的安装定位测量:
将全站仪架设在已复核的平面控制点上,然后采用十字放样法,把每组地脚螺栓的纵横定位轴线在底板钢筋上标定。
为确保测量基准点的准确性,在基准点投测后,以其他不少于两个点对此进行复核,经确认无误,再投测其他基准点,并以同样的程序进行复核。
所有基准点投测完成后,对各控制点进行全面复核,并对各投测点进行专门维护。
2)定位环板安装
安装前在地脚螺栓定位环板上划出定位十字线,安装时把定位环板放置在已测设出的纵横定位轴线上,要求定位环板上的定位十字线与钢筋上测设出的定位轴线标志完全对齐。
梳理阀板钢筋,利用水平尺调节定位环板的水平度,然后将定位环板焊接在阀板面筋上,并加固定位环板所在位置涉及的面筋。
3)螺杆穿插
定位环板安装完成后,即进行螺杆的穿插。
螺杆就位应由两人操作,螺杆尾端用临时垫块固定,并使其与定位孔的间隙均匀一致。
初步固定后,目测地脚螺栓与定位孔之间间隙是否均匀,螺杆自身是否垂直,确认后将螺栓上口旋入调平螺帽,将螺帽旋至定位环板平面,目测螺帽与环板面无间隙为准。
4)地脚螺栓顶标高调整、垂直度调整
(1)地脚螺栓顶标高调整:
根据标高控制点,用水准仪按照《工程测量规范》(GB50026-2007)中四等水准测量的精度要求,将螺杆调整到设计标高处,并将螺帽旋至定位环板平面无间隙为止,此为粗调。
初调结束后,再次用水准仪进行整体螺栓上口的标高复核,如有偏差则通过微调螺栓上口的螺帽来进行调节,至规范和设计要求的控制精度为止。
其余螺栓上口标高可通过已调整到位的螺栓为基准,利用水平气泡尺对其他螺栓上口标高进行调节。
(2)地脚螺栓垂直度调整
利用吊线坠配合双层定位环板保证杆件的垂直度。
5)地脚螺栓固定
地脚螺栓标高和垂直度调整完毕并检查无误后,将螺杆、定位环板与钢筋进行焊接固定,并通过钢筋与每组螺栓的固定连接来保证各螺栓的相对位置,利用钢筋将螺栓中部与底板钢筋点焊固定,要求每个螺栓中部与底板钢筋不少于两处连接,预埋螺栓、水平钢筋、斜钢筋三部分形成稳定结构,以确保地脚螺栓位置稳定。
一般在固定焊完成后,再次进行标高和水平位移的复核。
4.3劲性钢柱吊装
钢骨柱吊装利用专门设计的平衡梁或等长钢丝绳对称进行四点吊装,见4.3-1、2;
图4.3-1平衡梁
图4.3-2钢丝绳对称起吊
起吊时钢柱的根部要垫实,保证在根部不离地的情况下,通过吊钩的起升、变幅以及吊臂的回转,逐步将钢柱扶直,待钢柱停止晃动后再继续提升。
为了使吊装平稳,应在钢柱上端拴两根白棕绳牵引,单根绳长取柱长的1.2倍,直径取φ16。
起吊示意图4.3-3。
图4.3-3钢柱起吊过程示意图
钢柱慢慢起吊离地后微稳,将接头位置连接板与钢柱连接耳板单侧临时固定,连接板随柱吊运,简化安装,如图4.3-4所示。
对于吊程比较远,柱重较重的钢柱起吊后应适当回调起重半径,尤其在后续层高较高的情况下。
图4.3-4钢柱起吊示意图
4.4校正
钢结构柱、梁等安装就位后立即进行校正和固定。
当天安装的钢构件应形成稳定的空间体系。
用经纬仪分别在两个方向对型钢柱进行初步校正。
控制安装标高及轴线精度。
底脚安装时,在固定上测设十字向轴线标志,与钢柱底脚钢板上的十字线对应;标高控制,利用钢柱底脚螺母进行调节。
在固定板与钢柱底板间设置双螺母。
精调后螺栓上下双面围焊。
各节钢柱间的连接,采用楔块校正。
从钢柱接头处的四处耳板间隙打人钢楔块,通过打人钢楔块的深度校正钢柱的垂直度、标高以及钢柱组装对接间隙。
校正后紧同高强螺栓完成终拧。
钢柱标高出现误差时,及时反馈让加工厂下料时及时控制和调整构件长度。
4.5现场安装焊接
钢柱的接头在工地现场焊接,翼缘接头采用V形坡口焊,腹板接头采用K形坡口焊。
焊缝质量等级为二级,焊接连接处的焊缝强度不小于构件强度。
及时做好焊接工艺试验。
工地钢骨结构的焊缝进行无损伤检验。
①焊接工艺顺序
钢柱的焊接工艺顺序为:
焊前检查――安装垫板及引弧板校正钢牛腿标高――对称焊接――检验――记录。
②焊接前的准备工作
1)焊接坡口按图设计在厂加工,坡口不得产生裂纹且光顺,并没有大于1mm的深缺口;
2)焊接时,采用直流正极,电流输出应稳定,焊机接线牢固;
3)定位采用焊丝点焊,定位点焊缝处不得有裂纹、弧坑等缺陷产生;
4)焊接前将所有焊缝边缘的氧化皮、毛刺等杂质清理干净;
5)T型接头的角焊缝和对接接头的平焊缝,在两端应装引、收弧板,材质及坡口型式与被焊工件相同,规格为60*50mm;
6)在风速>2m/s时须采取有效的防风措施;
7)如焊区表面潮湿,清除并加热于燥后,预热后方能焊接;
8)焊接施工前,检查脚手架或操作平台的安全可靠性,确认安全后方可焊接。
③焊接操作
施焊时,第一层焊道要封住坡口内母材与垫板的连接处,然后逐道逐层累焊,填满坡口,每焊完一道焊缝都要清理铲磨,出现焊接缺陷及时磨去并修补。
每道焊接层间温度控制在50一80℃,温度太低时重新预热,太高时暂停焊接。
一个接口必须连续焊完,否则再焊时要重新预热。
现场焊接每根柱由两名焊工对称同步等速焊接。
按“先翼板后腹板,同时对称”的施焊原则。
采用二保焊多道横向焊法,每个方向焊接了一层后,换一个方向焊接,并随时观测垂直度变化,如发现钢柱某个方向的垂直度和位置发生偏差时,应立即停止该方向的焊接,再在相对的方向多焊几层,待纠偏调好后,再开始同步对称焊接;上下柱平缝必须一次焊完,以免在焊缝处出现裂缝。
焊接后热处理消除残余应力,同时还可溢出残留氢。
在焊缝区板厚的2―3倍范围内,用气焊枪均匀加热矫正,并尽可能缓慢冷却至常温。
4.6测量控制
劲性钢柱的人为加工误差、吊装就位误差,均对钢结构安装精度产生影响,安装中采取有效措施,严格控制安装垂直误差和安装水平标高误差。
①安装垂直度偏差的控制。
估计可能出现的垂直度偏差变化方向和数值,预留预倾量,在安装焊接过程中,将其抵消,保证钢柱垂直度。
采用临时支撑稳固,初次校正、支撑,焊接、测量闭合循环检查。
②水平标高误差控制
根据楼层标高测量劲性钢柱顶标高误差,现场按1米高进行控制,每节劲性钢柱制作时,就控制钢柱尺寸为“负值”,即比原下料尺寸略小点,控制在5mm以内。
以便决定处理方案。
由于控制钢柱尺寸为负值,柱接头之间产生了缝隙,加
 升级会员
升级会员 