机加控制计划.docx
《机加控制计划.docx》由会员分享,可在线阅读,更多相关《机加控制计划.docx(52页珍藏版)》请在冰豆网上搜索。
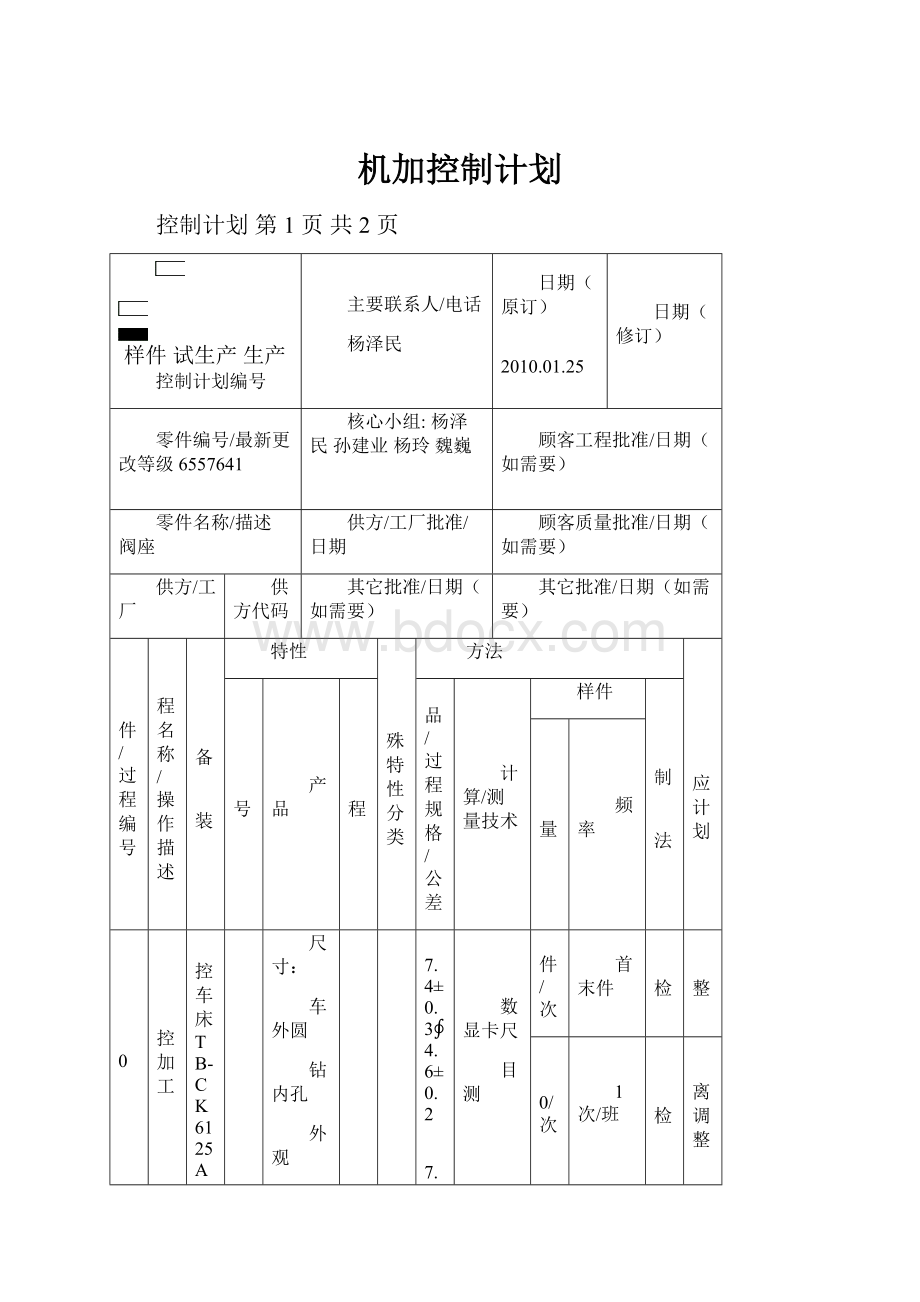
机加控制计划
控制计划第1页共2页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6557641
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀座
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
10
数控加工
数控车床TB-CK6125A周转箱
尺寸:
车外圆
钻内孔
外观
∮7.4±0.3∮4.6±0.2
∮7.24±0.3
∮5.3±0.3∮5.7-0.25
8.2+0.6
10.5-0.4
4±0.3
1.5±0.3
数显卡尺
目测
1件/次
首末件
自检
调整
10/次
1次/班
巡检
隔离调整
20
倒角
台式钻床
倒角
120°
卡尺0-100/0.02
1件/次
10件/次
首末件
自检
调整
1次/班
巡检
隔离调整
控制计划第2页共2页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6557641
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀座
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
30
清洗/先吹去杂质
放入清洗剂中清洗
超声波
清洗机
气枪
烘箱
10~13分钟
无杂质、
无油垢
目测
100%
连续
自检
重洗
40
检验
尺寸
10.3±0.2
8.5±0.3
4.6±0.2
7.74
卡尺0-100/0.02
千分尺
10件/次
100%
1次/批
自检
返检
外观
无杂质、
无油垢
无毛刺
无碰伤
目测
连续
专检
控制计划第1页共5页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6557628
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
10
数控加工
数控车床TB-CK6125A周转箱
合金刀
∮2.5钻头
尺寸:
车外圆
钻内孔
外观
Z
∮9.43-0.1∮10.13-0.1
∮7.24±0.3
∮11.71-0
∮12.66
Z∮15.495
-0.025
14.18-0.08
10.86-0.24
11.86-0.32
32.69±0.13
Z2.5
数显卡尺
塞规
1件/次
首末件
自检
调整
10件/次
1次/班
巡检
隔离调整
控制计划第2页共5页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6557628
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
20
二序
/
零件放入夹具夹紧,自动车加工
自动车床周转箱
合金刀
钻头
尺寸:
钻内孔
7.15±0.15∮10.6±0.3
∮14±0.3
∮4.75±0.05
8±0.3
2.55±0.1
20.9±0.1
9.42±0.1
5.1±0.1
数显卡尺
塞规
目测
1件/次
首末件
自检
调整
10件/次
100%
1次/班
连续
巡检
隔离调整
外观
端面平整
控制计划第3页共5页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6557628
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
30
铣槽
/
零件放入夹具夹紧,进刀铣槽
仪表车床盛具
铣刀
铣1.61槽
1.61±0.3
15.16-0.1
1.16-0.04
卡尺0-100/0.02
目测
1件/次
首末件
自检
调整
10件/次
1次/班
巡检
隔离调整
外观
无毛刺
40
钻孔3.5
/
零件放入夹具夹紧,进刀钻孔
台钻
盛具
3.5钻头
夹具
钻3.5孔
3.5+0.3
5.75±0.15
卡尺
0-100/0.02
目测
1件/次
10件/次
首末件
自检
巡检
调整
1次/班
100%
连续
自检
隔离调整
外观
无毛刺
控制计划第4页共5页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6557628
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
50
钻1.6孔
/
零件放入夹具夹紧,进刀钻孔
台钻
盛具
夹具
1.6钻头
钻1.6孔
18.5-0.3
1.6-0.1
卡尺0-100/0.02
目测
1件/次
首末件
自检
调整
10件/次
1次/班
巡检
隔离调整
外观
无毛刺
60
倒角
/
倒去3.5和1.6孔的翻边毛刺
台钻
盛具
4和7钻头
夹具
外观
无毛刺
目测
100℅
连续
自检
返工
70
清洗
/
先吹去杂质
放入清洗剂中清洗
超声波
清洗机
气枪
烘箱
8~12分钟
50~60℃
无杂质、
无油垢
目测
100℅
连续
自检
重洗
控制计划第5页共5页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6557628
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
80
检验
尺寸
32.69±0.13
9.38±0.05
12.64
15.48
7.7
2.5
卡尺0-100/0.02
千分尺0.005
塞规
10件/次
100℅
1次/批
专检
返检
外观
清洁、无垢、无杂质、
端面平整
目测
每批
控制计划第1页共4页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6558585
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述壳体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
10
数控加工
数控车床TB-CK6125A周转箱
合金刀
∮13.5钻头
∮15.2成型钻头
内孔刀
尺寸:
车外圆
钻内孔
外观
Z
∮19.89±0.05∮18.8±0.1
∮17.42±0.05
∮15.405+0.3
∮15.2+0.224
Z∮18.05±0.05
∮17.9±0.1
∮17.85±0.05
∮9.55-0.25
22.67±0.2
21.5±0.1
18.68±0.1
数显卡尺
塞规
目测
1件/次
首末件
自检
调整
10件/次
1次/班
巡检
隔离调整
控制计划第2页共4页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6558585
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述壳体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
10
尺寸:
6.9±0.1
∮9.9±0.1
∮7.35±0.15
1.85±0.15
3.4±0.1
0.9±0.1
5.7±0.2
2.33±0.1
5.75±0.15
∮21.5-0.05
数显卡尺
塞规
目测
1件/次
首末件
自检
调整
10件/次
1次/班
巡检
隔离调整
外观
端面平整
100℅
连续
自检
隔离调整
控制计划第3页共4页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6558585
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述壳体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
20
平凸台
/
零件放入夹具夹紧,进刀车平面
仪表车床盛具
车刀
平面
34.3±0.2
卡尺
目测
1件/次
首末件
自检
调整
10件/次
1次/班
巡检
隔离调整
外观
平整
30
钻孔3.5
/
零件放入夹具夹紧,进刀钻孔
台钻
盛具
3.5钻头
夹具
钻3.5孔
11.3
4±0.2
卡尺0-100/0.02
目测
1件/次
首末件
自检
调整
100℅
连续
自检
隔离调整
外观
无毛刺
控制计划第4页共4页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级65578585
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述壳体
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
40
倒角/
倒横孔的翻边毛刺
台钻
盛具夹具
4.5钻头
外观
无毛刺
目测
100℅
连续
自检
返工
50
清洗/
先吹去杂质
放入清洗剂中清洗
超声波
清洗机
气枪烘箱
8~12分钟
50~60℃
无杂质、油垢
目测
100℅
连续
自检
重洗
60
检验
尺寸
∮18.05±0.05
21.5±0.1
34.3±0.2
22.67±0.05
∮15.405+0.3
卡尺0-100/0.02
千分尺0.005
塞规
10件/次
100℅
1次/批
专检
返检
外观
清洁、无垢、无杂质、端面平整
目测
连续
控制计划第1页共2页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6559144
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述铜帽
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
10
数控加工
数控车床TB-CK6125A周转箱
合金刀
成型钻
尺寸:
车外圆
钻内孔
∮5.8±0.1
∮10-0.1
∮7.95-0.25
∮3.08+0.0.02
∮2.88+0.02
∮13±0.05
4.75±0.2
1.3±0.1
1.7±0.1
游标卡尺0-100/0.02
塞规
目测
1件/次
首末件
自检
调整
10件/次
100%
1次/班
巡检
隔离调整
外观
平整无硬棱毛刺
控制计划第2页共2页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.01.25
日期(修订)
零件编号/最新更改等级6559144
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述铜帽
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
20
倒角/
倒孔1×45°角
台钻
盛具
4.7钻头
外观
无毛刺
目测
100℅
连续
自检
返工
30
清洗/
先吹去杂质
放入汽油中清洗
清洗槽
无杂质、油垢
目测
100℅
连续
自检
重洗
40
检验
尺寸
∮5.8±0.1
21.5±0.1
34.3±0.2
22.67±0.05
∮15.405+0.3
卡尺0.02
千分尺0.005
10件/次
100℅
1次/批
专检
返检
外观
清洁、无垢、无杂质、端面平整
目测
连续
机加试生产控制计划
V5—控制阀
长春市建业粉末冶金制品厂
机加生产控制计划
V5—控制阀
长春市建业粉末冶金制品厂
控制计划第1页共2页
样件试生产生产
控制计划编号
主要联系人/电话:
杨泽民
日期(原订)
2010.02.25
日期(修订)
零件编号/最新更改等级6557641
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀座
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
10
数控加工
数控车床TB-CK6125A周转箱
尺寸:
车外圆
钻内孔
外观
∮7.4±0.3∮4.6±0.2
∮7.24±0.3
∮5.3±0.3∮5.7-0.25
8.2+0.6
10.5-0.4
4±0.3
1.5±0.3
数显卡尺
目测
各1件
1件/次
首末件
自检
调整
1次/h
10件/次
1次/班
巡检记录
隔离调整
20
倒角
台式钻床
倒角
120°
卡尺0-100/0.02
各1件
10件/次
首末件
自检
调整
1次/班
巡检
隔离调整
控制计划第2页共2页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.02.25
日期(修订)
零件编号/最新更改等级6557641
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀座
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂
供方代码
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过程编号
过程名称/操作描述
设备
工装
特性
特殊特性分类
方法
反应计划
编号
产品
过程
产品/过程规格/公差
计算/测量技术
样件
控制
方法
容量
频率
30
清洗/先吹去杂质
放入清洗剂中清洗
超声波
清洗机
气枪
烘箱
10~13分钟
无杂质、
油垢
目测
100℅
连续
自检
重洗
40
检验
尺寸
10.3±0.2
8.5±0.3
4.6±0.2
7.74
卡尺0-100/0.02
10件/次
1次/批
转检
(全尺寸检验/产品审核,每半年一次)
返检
外观
目测
100%
每批
控制计划第1页共5页
样件试生产生产
控制计划编号
主要联系人/电话
杨泽民
日期(原订)
2010.02.25
日期(修订)
零件编号/最新更改等级6557628
核心小组:
杨泽民孙建业杨玲魏巍
顾客工程批准/日期(如需要)
零件名称/描述阀体
供方/工厂批准/日期
顾客质量批准/日期(如需要
 升级会员
升级会员 