STEP7400在自动造型线上的应用.docx
《STEP7400在自动造型线上的应用.docx》由会员分享,可在线阅读,更多相关《STEP7400在自动造型线上的应用.docx(16页珍藏版)》请在冰豆网上搜索。
STEP7400在自动造型线上的应用
STEP-7-400在自动造型线上的应用
一,多触头静压自动造型线简介
***分厂**车间五线是在“十五”期间,引进的世界著名铸造设备生产长家德国KW公司的静压造型机,辅机使用原国产设备,全线分布:
四台搬运车,捅箱机,分箱机,移落箱机,三台翻转机,合箱机,铣浇口机,扎气孔机,上下造型机等设备,全线分布有:
造型型箱线,上下型运输线,浇注线,小车线,三条冷却线,全线占地面积600平米,控制系统使用:
S7—400型PC机,设有WINCC电脑人机界面监控提示,使用STEP_7编程软件。
程序编制和WINCC制作由工程技术人员完成。
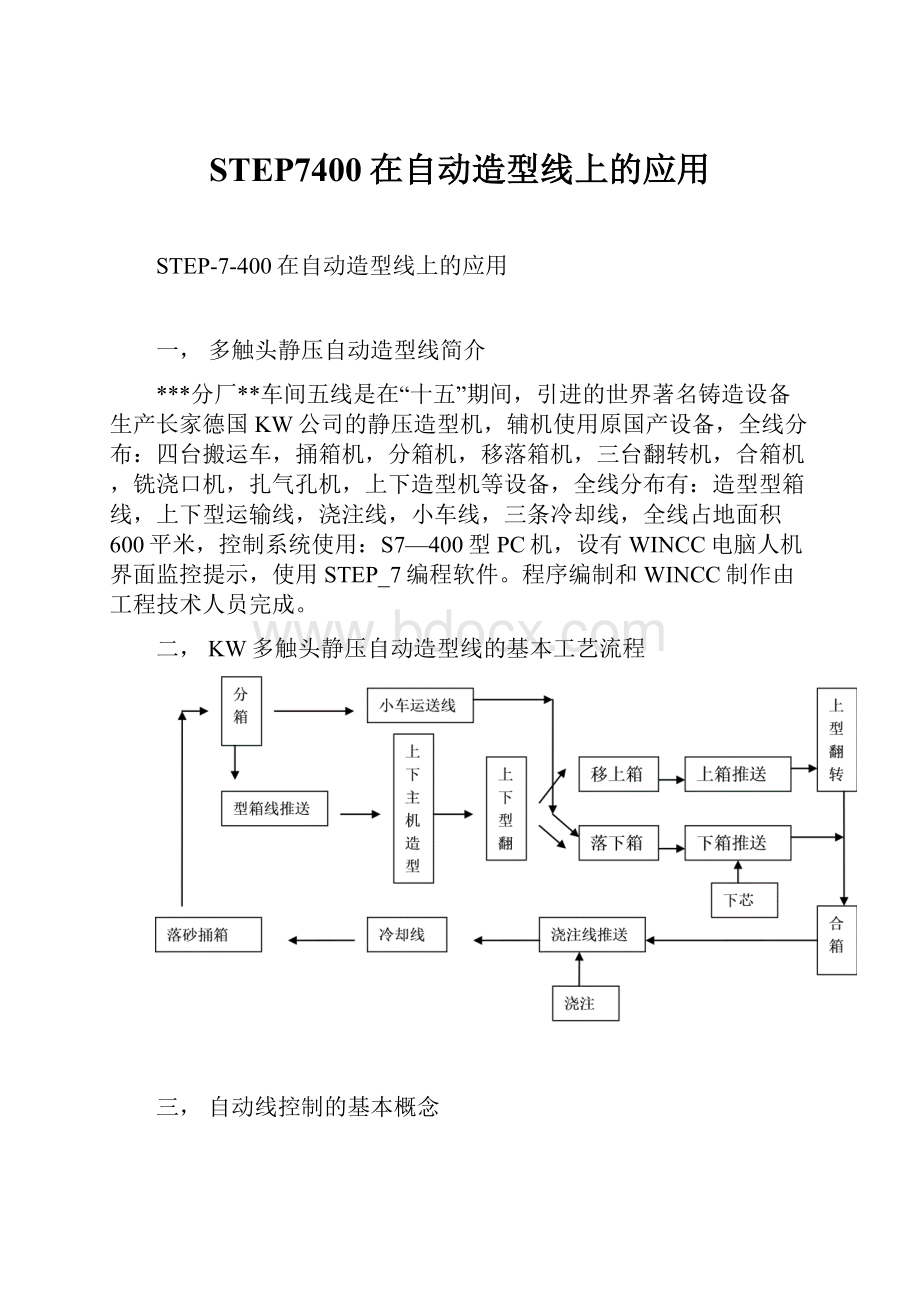
二,KW多触头静压自动造型线的基本工艺流程
三,自动线控制的基本概念
控制程序采用步序器结构,每个单机的每个动作构成步,顺序动作构成一个步序器,也称为步序链。
步序器之间根据单机之间的顺序首尾连接,形成一个大的步序链。
每个步序器包含有:
释放条件,启动条件,转部条件。
释放条件:
是指在手动或自动状态下运行
启动条件:
连锁条件和链接信号作为步序的启动条件,包含有这个步序的最后一步的完成标志,手动/自动转换信号等必要的连锁条件。
转部条件:
是指该顺序步动作的初始条件和上一个顺序步动作的完成条件,它反映动作的变化边界。
步序故障诊断检测转不条件,每一个步序都设有时间过长监视,超时后,将缺少的完成条件以故障信息显示,同时只是设备停在哪个步序器的哪一步。
四,PC机设置与硬件组态简介
在硬件组态中,可以明确地看到主站UR1,三个扩展单元,由一个接口IM461-0串接三个IM461_1接口。
两个伺服变频器由PEOFIBUS连接DP主站系统。
在硬件组态界面中可明确显示模块型号,数量,占用通道号,订货号输入输出地址分配
硬件组态图片
控制系统使用:
S7—400型PC机,主机使用CPU416_3DP,主站输入模块地址0~27,发送器接口模块为IM460_0型,带有通讯总线;第一扩展单元为主机输出模块地址0~19,接收器接口模块为IM461_0型,带有通讯总线;第二扩展单元为辅机输入模块,接收器接口模块为IM461_0型,带有通讯总线,输入模块地址40-99;第二扩展单元为辅机输出模块接收器接口模块为IM461-0型,地址40-99,带有通讯总线,变频器由PROFIBUS总线连接PLC,监控电脑通过MPI接口连接等。
程序编制WINCC制作由工程技术人员完成。
PLC实物
五,STEP_7总线分布
OP170B和计算机监控通过MPI接口连接PLC,变频器通过PROIFBUS-DP总线接口连接PLC。
六,STEP_7主程序功能说明
1,STEP_7程序组成
首先,在程序源文件夹中,包含有块文件和符号表,块文件包含有主程序设有10个OB组织块,包含有:
主程序启动,循环中断CPU启动,模块故障处理等各项功能。
9个FB功能块,包含有:
带诊断步序程序,WINCC诊断,称量过程控制,模入量处理等功能块。
45个DB数据块,包含有:
型板数据,主机压力参数,砂称量参数,故障信息参数,WINCC个接口参数等参数值。
120各功能步序链,包括从启动预警,运行停止,初始位置,和各个单机台每一机械运行单步运行步序。
符号表则包含输入输出地址命名,连锁条件地址命名,各个功能块,数据块,组织块和各功能的命名,以及时间继电器名等等。
2,WINCC操作画面提示
S7-400有着很强的通信功能,CPU模块集成有MPI和PROIFBUS-DP总线接口,在自动化系统中,PLC与计算机和HMI人机接口站之间均可交换数据。
首先是造型线主画面提示,WINCC接口数据使用数据块DB53,运行方式选择,型板ID号,在标题栏中还可调出油泵运行画面,工作参数输入画面,辅助设备添加/停用选择画面,数据输入进入PLC装载,语言选择,故障信息显示。
辅助设备添加/停用选择画面主要设备是扎气孔机和主机造型选择,在日常生产中最常用的是故障信息显示功能,故障诊断数据来自DB55和DB56,他可以直接提示机械动作是否执行或到位,提示为占用或丢失,包括接近开关和连锁条件,有利于操作工人和维修人员对故障的直接判断和处理。
WINCC主操作画面
油泵间运行操作画面
这个画面不仅可以观察到油泵运行状态,还可以利用画面中P1-P8按钮直接控制油泵的启动停止等等。
3,FC步序链结构
首先,主程序设有DB5步序链状态数据块,在程序扫描过程中,进入一个步序程序功能块,要先将这个步序块上一次扫描执行的结果从DB5中读出,并存入当前执行的数据中,执行时按照步序顺序与当前要执行的步序号进行比较,如果相等,步序延时条件满足,则进入步序块,否则进入下一个步序程序功能块。
一般步序链包含步序条件,“1”条件输入4个,:
“0”条件输入4个,步序输出,“1”输出3个,“0”输出3个和所有状态点
EN:
使能输入,检查是否在要执行的程序步,ENO:
使能输出
Prog_nr:
本步序链程序号,Step_nr:
下一个步序号,
DB_SK:
步序链数据块,res_1,res_2:
备用
DB_DIAG:
诊断数据块
Freigabe:
释放条件fr:
释放条件状态
Sh_hand:
启动条件sh:
启动条件状态
Warte_S5T:
步序延时,步序器的每一个步序都带有一个延时,用来控制下一个步序的执行,并且根据每一个步序延时需要设定时间常数。
Ueberw_Z:
节拍超长监视,根据每一个步序延时需要设定计数器常数,时钟周期为1秒,如果常数为5,监视节拍为5秒,5秒后没有完成信号,则给出完成信号丢失或占用信息。
Z_O:
节拍监视结果,步序延时超长到时,计数器全零输出。
FC步序器功能程序
4,传感器与PLC通信
在五线的传感器有压力传感器和荷重传感器两种,以荷重传感器为例,上下主机各有四个荷重传感器,根据不同铸件来控制加沙量,操作者在主机WINCC加沙量输入界面确定加沙量后参数给入模拟量输入模块,当执行主机加沙时,传感器经AE301变送器将mV信号转换成0-10V信号,送入S7模拟输入模块,,采用桥压取样回路,以获得稳定的桥压,模拟量输入模块使用0-10V输入PLC的模拟量输入模块中,在WINCC界面设定加沙参数的同时,要减掉沙斗重量。
5,伺服变频器与PLC
在造型线上用于位置控制的两台伺服变频器,是控制扎气孔机X轴和Y轴伺服电机的,由PEOFIBUS-DP网络连接主站系统,操作工人通过主机电脑WINCC界面输入X轴和Y轴的具体数据,装入FC242扎气孔机数据装载功能,并保存,当主程序执行到FC31扎气孔机步序时,M242.4输出条件执行FC299调用LBV功能由FC31LBVZ调出数据由变频器执行X轴和Y轴运行。
参考点位置信号连接到PLC的输入点,通过控制接口传送到变频器,由IPOS程序中处理参考行程,同时参考点位置信号在程序中反向,通过PLC的输出点连接到变频器的数字输入端口DI05,由IPOS程序检测DI05的状态。
IPOS程序系统能运行一个用户程序,用于位置和顺序控制,作为标准集成到每一个伺服变频器。
日常手动复位操作由操作者通过OP170B人机界面完成。
6,模块和总线故障提示
通信总线故障不仅有CPU故障指示灯提示,一般还会在硬件组态理反应,例如:
硬件组态图片中看到的UR1中央模块和三个ER1扩展模块组态以及总线连接和串型接口,以及主站和扩展中的每一路输入输出模块,电源模块,CPU模块,等等,任何一部分生模发生故障,都会有相对应的一路组态前端的绿色方块将变成红色的圈号给予故障报警提示,要求处理或更换。
七,故障检测程序功能与判断
STEP_7-400故障检测功能检测过程中,控制程序的故障诊断分为两种:
包括有DB241步序条件诊断数据块,DB242通用条件诊断数据块。
FC152故障诊断接口数据,用于处理在DB241步序条件诊断数据块和DB242通用条件诊断数据块中的故障信息数据,送到DB55“1”条件故障检测数据块或DB56“0”条件故障检测数据块中,以便WINCC读取后进行故障提示。
FC152故障诊断的步序链程序号和步序链号送到DB53WINCC接口数据块中,由WINCC读取后进行故障提示。
通用条件诊断功能块是检查“1”条件输入,和“0”条件输入的,通用条件诊断是在特定条件下进行的,在这里主要检查设备的初始位置,动作的机械连锁条件。
步序条件诊断功能块含有程序号,步序号,故障序号,步序条件诊断就是提供运行中序号,在通用信息一栏中显示。
对于STEP_7故障检测功能,在处理故障时要分类进行,对于同一个动作仅仅提示丢失时,一般反应为机械动作没有到位。
但是,当同一个动作的原位开关和到位开关同时提示前位丢失后位占用时,一般反应为机械动作没有进行,也就是常说的没有输出或物质性动作。
在日常生产当中,操作工人和维修工人均可通过故障检测功能提示提示,来分析和处理故障。
故障信息数据处理流程
八,故障检测显示功能的有效利用
1,开关检测
在自动线的S7—400程序中,各种开关,按钮,接近开关都是以数字量形式输入,以捅箱机沙箱检测为例,在捅箱机提箱到位后,在沙箱边框两端加两个接近开关,检测有效范围20MM,分别设置输入量E81.4提箱前位,E80.2提箱后位,在捅箱机程序FC61功能第7段捅箱运行程序中插入在“1”输入条件检测通道,并且占用两路。
适时故障诊断是应用S7具有结构化编程的特点,进行相应的数据处理。
E81.4提箱前位“1”条件输入3通道,E80.2提箱后位“1”条件输入4通道,正常运行时,在步序条件诊断数据块中步序延时完成时,有输入信号,输入条件“1”状态正常,进入DB242通用条件诊断数据块和DB241步序条件诊断数据块为“1”状态,属于正常运行,无提示。
在步序延时完成后,仍然没有信号输入,“1”条件输入通道上输入“0”条件状态,属于故障状态,DB242通用条件诊断数据块和DB241步序条件诊断数据块为“0”状态,进入DB56“0”条件故障检测,WINCC提示为丢失,同时M60.3捅头下降连锁条件输出不执行。
输出控制程序中M60.3AS下降"为开点,最终A60.3AS捅头下降"将无输出。
当操作者在主机电脑的WINCC界面上,看到提示E81.4提箱前位或E80.2提箱后位丢失时,可立即检查捅箱机上沙箱的位置是否正确,并及时处理避免发生事故。
利用监控开关可在直接监控输出状态,同时有利于维修人员在程序中直接查找故障点。
输出条件的调用过程
右键点击"M60.3AS下降",按显示对话框逐步操作。
应用位置对话框
利用应用位置对话框,可以直接提示和查找与开关点相关的所有程序段。
输出控制监控
在输出控制功能中,在监控状态下,各个开关点及其连线的正常接通状态为绿色,故障状态为黑色。
此项功能对查找故障点,有着极大的帮助。
也可以在地址信息选项中监控到输入输出的状态
2,连锁条件检测
STEP_7故障检测功能中,作为连锁条件检测,形式与接近开关相似,但也有不同之处,接近开关的故障提示查找起来比较直接,或是不到位或是无输出执行,连锁条件的故障提示虽然也是占用和丢失,要查找原因就必须在监控程序的同时进行。
利用工具栏里的监控开关,对执行程序进行监控,同时利用由WINCC读取的故障诊断的步序链程序号和步序链号,找到正在执行的程序,进行监控查找和分析处理。
同样可以利用应用位置对话框,直接查找与连锁条件相关的所有程序段。
手动执行置“1”或清“0”的前提是:
PLC选择开关在RUN-P档(运行-编程),计算机监控界面的监控开关执行监控。
例如:
当M331.5秤空丢失时,可以在监控状态下进行手动执行置“1”处理。
以上的监控和处理过程在日常工作中会经常遇到。
九,论文总结
基于S7—400从设置到程序的完善功能,作为大型自动化造型线的维修电工,要对所维护的自动造型线的基本工艺流程和生产设备运行工艺有足够的了解,同时,对自动线使用的S7—400程序,PLC的基本设置,运行程序有基本的了解,掌握对程序特点的基本运用,在生产中有着十分重要的作用。
利用STEP_7大型程序当中的故障检测功能,准确的判断和处理故障,对设备进行有效的保护和合理的改进,在实际运行上可以有效地提高生产效率,保护设备和其他辅助设施,降低劳动强度,都是非常有意义的。
身为维修人员,深入学习掌握S7—400程序操作功能,对提高自身技术水平,提高工作效率和质量,有着很大的帮助。
到目前为止,本论文是针对自己在学习和工作中,对STEP-7-400程序了解和认识的一个总结,还有很多不足之处,对S7—400程序操作功能的掌握还需进一步加强,在今后的工作中还需要加强学习。
 升级会员
升级会员 