机械钳工续.docx
《机械钳工续.docx》由会员分享,可在线阅读,更多相关《机械钳工续.docx(24页珍藏版)》请在冰豆网上搜索。
机械钳工续
机械钳工加工
任务六
工作任务
钻头的刃磨与装夹;钻孔、扩孔和铰孔工艺。
钳工加工孔的方法主要有钻孔、扩孔和铰孔等。
一、钻孔
1.钻头
钻头是钻孔的主要刃具,通常卣高速钢制造。
其工作部分经热处理后淬硬至60~65HRC。
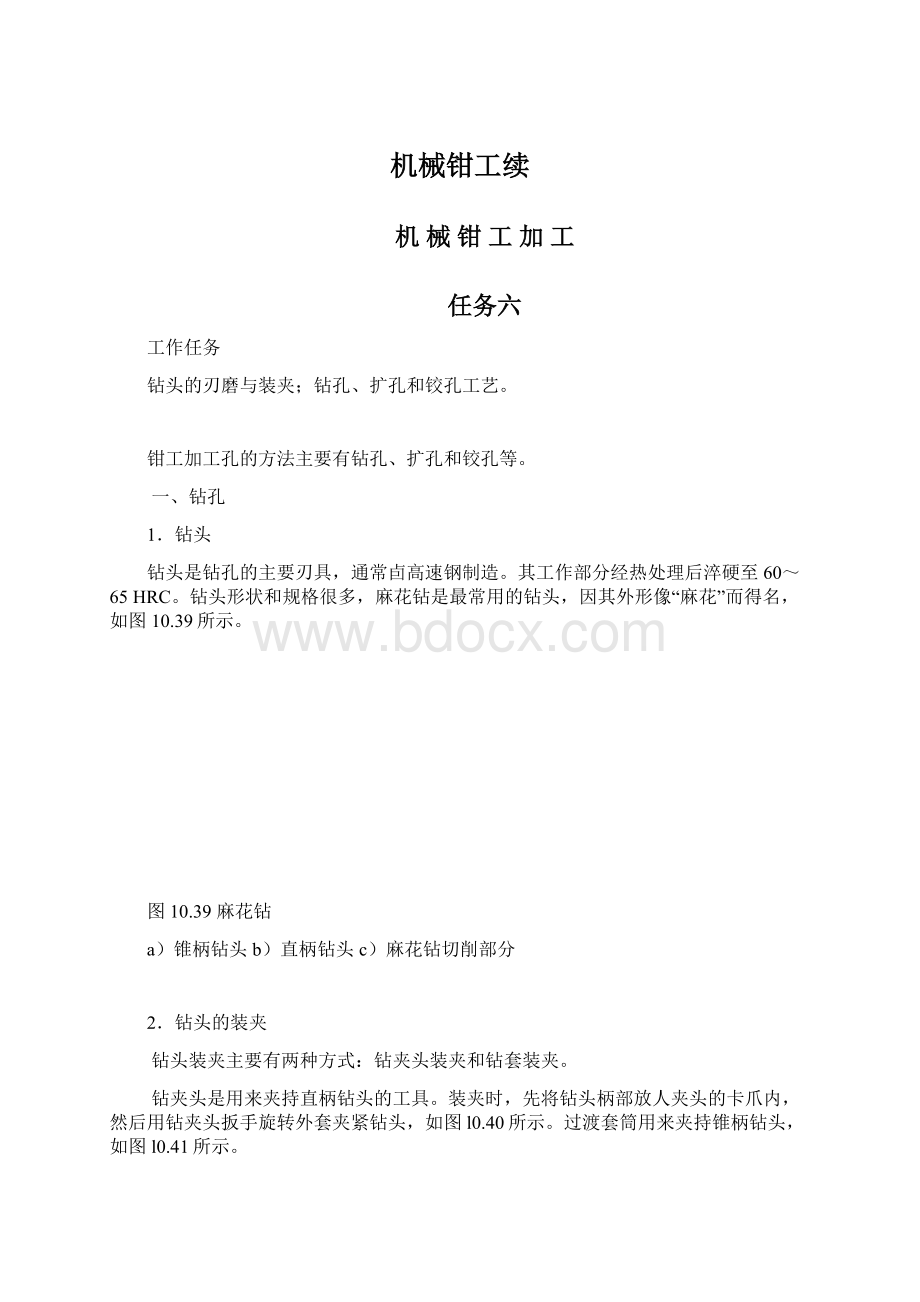
钻头形状和规格很多,麻花钻是最常用的钻头,因其外形像“麻花”而得名,如图10.39所示。
图10.39麻花钻
a)锥柄钻头b)直柄钻头c)麻花钻切削部分
2.钻头的装夹
钻头装夹主要有两种方式:
钻夹头装夹和钻套装夹。
钻夹头是用来夹持直柄钻头的工具。
装夹时,先将钻头柄部放人夹头的卡爪内,然后用钻夹头扳手旋转外套夹紧钻头,如图l0.40所示。
过渡套筒用来夹持锥柄钻头,如图l0.41所示。
图10.40钻夹头
图10.41锥柄钻头的安装与拆卸
3.工件的装夹
在钻孔时,由于钻头转速较高,切削力较大,工件装夹不牢会影响钻孔的加工精度,所以,正确装夹工件很重要。
如图l0.42a)所示是小型工件用手虎钳装夹工件;图10.42b)所示是平整工件在机床上用平口钳装夹工件;图l0.42c)所示是圆柱形工件用V形铁和压板装夹工件;图10.42d)所示是用压板装夹工件;图l0.42e)所示是较大工件用钻床夹具和压板装夹工件。
图10.42钻孔时工件的装夹方法
4.钻孔方法
(1)钻一般精度的孔
钻孔前可把孔中心处的样冲眼冲大些,用麻花钻横刃直接对准冲眼即可进行钻削。
(2)钻较高精度的孔
钻孔精度和位置精度较高时,要先以孔中心的样冲眼为中心划出一个参考圆或方框,然后再把中心冲眼冲大。
钻削时先钻一小坑,如果所钻小坑与参考圆不同心,误差较大,可用窄錾在偏斜相反方向凿几条槽再钻,这样便可逐步将偏斜部分矫正过来。
(3)钻深孔
一般将孔深与孔径之比超过3的孔,称为深孔。
钻深孔的问题主要是排屑困难和不易冷却,因此,在钻进深度达到直径的3倍时,要经常退出麻花钻,这样可以把切屑带出,同时也使切削液能起到冷却作用。
(4)钻削切削液的选用
钻孔时为了降低切削温度,提高钻头的使用寿命和工件的加工质量,应选用适当的切削液。
常用的切削液有乳化液、煤油、机油。
二、扩孔
对已有孔进行扩大孔径的加工方法称为扩孔。
扩孔可以校正孔的轴线偏差,并使其获得较正确的几何形状,其加工精度为ITl0~IT9,表面粗糙度为Ra3.2~6.3µm。
扩孔加工量为0.5~4mm,可以作为精度要求不高的孔的最终加工,也可作为精加工前的预加工。
扩孔一般用扩孔钻,也可用麻花钻进行。
扩孔钻有3~4条切削刃,无横刃,顶端为平面,螺旋槽较浅,钻芯粗实。
扩孔钻刚性好,不易变形,导向性能好。
图10.43所示为扩孔钻形状和扩孔示意图。
图10.43扩孔钻形状及扩孔示意图
a)扩孔钻形状b)扩孔
三、铰孔
铰孔是指用铰刀铰削工件的孔壁以提高工件尺寸精度和表面质量的方法。
铰孔加工精度可达IT7~IT6,表面粗糙度为Ra0.4~0.2µm。
铰刀可分为手用铰刀和机用铰刀两大类,如图10.44所示。
a)b)
图10.44铰刀
a)手用铰刀b)机用铰刀
手铰时,两手用力要均匀,铰杠要放平,旋转速度要均匀、平稳,以防磨耗铰刀刃口和损坏孔壁。
机铰时,应对工件进行一次性装夹,选用较小的切削速度,以保证铰刀轴心线与钻孔轴心线一致。
铰削后,应退出铰刀后再停机,以免孔壁拉出痕迹。
练习题
10.6.1麻花钻头由几部分组成?
10.6.2钻一般精度的孔、钻铰高精度的孔、钻深孔各应注意哪些要领?
10.6.3手铰和机铰应注意哪些要领?
任务七
工作任务
用丝锥攻内螺纹;用板牙套外螺纹。
攻螺纹就是用丝锥加工内螺纹的操作;套螺纹是用板牙加工外螺纹的操作。
一、攻螺纹
1.丝锥与铰杠
丝锥结构如图10.45所示,通常M6~M24的丝锥一套各有两只,M6以下或M24以上的丝锥一套各有三只,即头锥、二锥和三锥。
常见的铰杠如图10.46所示,它是用来夹持丝锥,并转动丝锥进行攻螺纹的工具。
图10.45丝锥及其组成部分
图10.46铰杠
a)普通铰杠b)丁字铰杠
2.攻螺纹底孔直径的确定
加工内螺纹时,首先要加工出底孔,以便丝锥加工螺纹,底孔过大,所攻螺纹浅,强度低,底孔过小,螺纹加工困难。
一般情况下可按下面的经验公式计算底孔直径:
加工钢件和韧性材料:
d=d。
-P
加工铸件和脆性材料:
d=d。
-(1.05~1.1)P
式中d——底孔钻头直径mm;
d。
——螺纹公称直径mm;
P——螺距mm。
图10.47起攻方法
3.攻螺纹操作步骤
(1)按要求钻好底孔,并在孔口倒角,同时避免产生毛刺和翻边。
(2)用头锥起攻,开始时要沿丝锥中线轻加压力,使丝锥能切入孔中,如图10.47所示。
起攻时要注意保证丝锥中心线与底孔中心线重合。
一般用目测方法看丝锥与工件表面垂直,也可用90º角尺等工具进行校正。
(3)当丝锥的切削部分切入底孔时,就可正常地攻螺纹。
攻螺纹时两手均匀地用力转动铰杠,在攻螺纹过程中,尤其是在韧性材料上攻螺纹时,要经常把丝锥倒转1/4圈,以便使切屑脱落。
(4)头锥攻完后,如要用二锥再攻,应先用手将一锥旋入,旋至旋不动时,再正常地攻螺纹。
如果二锥没有对准头锥攻出的螺纹,就会造成螺纹乱扣现象。
三锥的攻法与二锥相同。
二、套螺纹
1.板牙与板牙架
如图10.48所示是套螺纹中常用的开缝式圆板牙结构,它是加工外螺纹的工具。
板牙架是用来支承板牙和转动板牙进行套螺纹加工的工具,如图l0.49所示。
板牙架上有几个螺钉,用于固定板牙和调整螺纹尺寸。
图10.48开缝式圆板牙结构
图10.49板牙架
2.套螺纹棒料直径的确定
套螺纹时,工件的棒料直径d如果太大则板牙难以套入,如果太小则套出的螺纹会不完整。
d可以用下列公式计算:
d。
=d-0.13P
式中d。
——圆杆直径mm;
d——螺纹公称直径mm;
P——螺距mm。
3.套螺纹操作步骤
(1)圆杆倒角,如图10.50所示,d尺寸要比螺纹小径小一些,以便于板牙对准和套入。
开始套螺纹时,要沿圆杆轴向轻加压力,使板牙能切入圆杆,并要保证板牙端面与圆杆轴线垂直。
(2)当板牙切人圆杆2~3牙后,就可正常地套螺纹。
套螺纹时两手均匀用力转动板牙架。
另外,还要经常倒转板牙架,以便使切屑脱落。
三、攻螺纹和套螺纹过程中的注意事项
1.对韧性材料进行攻螺纹或套螺纹时要加机油或乳化液进行润滑。
2.攻螺纹和套螺纹过程中丝锥和板牙要准确套人,并且在进行切削过程中要均匀用力,不要使铰杠和板牙架摆动,以免螺纹偏斜。
3.攻螺纹和套螺纹过程中要经常倒转,以利断屑和排屑。
图10.50圆杆倒角
练习题
10.7.1M6以下或M24以上的丝锥一套各有几只?
10.7.2头锥工作部分由哪两部分组成?
10.7.3简述攻螺纹操作步骤。
10.7.4攻螺纹和套螺纹时应注意哪些事项?
任务八
工作任务
使用刮刀刮削工件。
刮削就是用刮刀在工件已加工表面上刮除一层很薄金属的操作方法。
刮削一般是在机械加工后进行,以便消除工件在机械加工后留下的刀痕及表面微观不平的状态,因些,刮削可以使工件达到所需的尺寸精度和表面粗糙度。
刮削在机器制造和修理中占有重要的地位,它是钳工的基本功之一,常用于滑动轴承、机床导轨面、某些机器零件的接触面、夹具底面及密封面的精密加工。
一、刮刀
刮刀分为平面刮刀和曲面刮刀两种,常用的刮刀如图10.51所示,平面刮刀如图10.51a),用于刮削工件的平面;曲面刮刀如图10.51b)所示的三角刮刀,用于刮削工件的曲面,如刮削滑动轴承轴瓦的内表面等。
刮刀一般采用T10钢、T12钢和GCr15钢制造,硬度大于60HRC。
图10.51常用刮刀
a)平面刮刀b)三角刮刀
二、研点子
研点子是刮削操作中检验质量的主要方法。
具体操作是在工件表面涂上一层显示剂(一般为红丹油或蓝油),然后用另一标准工具(平板、心轴等)与刮研面作相对研动。
通过研动使凸出的地方发亮,而不亮的地方则为凹下的部分,这种方法就是研点子,如图10.52所示。
刮削的目的就是要把凸出的部分刮除。
图10.52刮削质量检验示意图
a)配研b)工件上的贴合点c)检查显点数
三、刮削操作
刮削分为平面刮削和曲面刮削。
平面刮削的姿势分为挺刮式和手刮式两种。
1.挺刮式
如图l0.53所示,刮刀柄顶在腹部右下侧肌肉处,双手握紧刮刀前端,两腿叉开,双手压刮刀,用腿部和臀部的力量使刮刀向前,然后右手引导刮刀方向,左手将其迅速提起,完成一次刮削。
图10-53挺刮式
2.手刮式
如图l0.54所示,右手握柄,左手握在刮刀前方,并向下压刮刀,当右手推动刮刀向前时,左手引导刮刀方向并将其提起。
在刮削过程中,左脚前垮,上身稍朝前倾斜,以便能看清刮刀前面的凸点子。
图10.54手刮式
刮削一般按粗刮、细刮、精刮步骤进行。
粗刮的重点在于消除平面的扭曲和大范围的凸点,使每25mm×25mm的平面内达到4~6个显点数;细刮的重点是使整个平面的显点数增加,每25mm×25mm内达到8~15个显点数;精刮的目的是使每25mm×25mm的平面内达到20~25个显点数。
四、刮削过程中的注意事项
1.工件安放的高度要适当,一般与腰部相齐平。
2.刮削工件边缘时,注意刮削方向不能与边缘垂直,应与工件边缘相交约45º或60º。
3.用力要均匀,刮刀的角度、位置要准确,刮削方向要经常调换成网纹形状,以免产生振痕。
4.推磨研具时推力要匀,研具悬空部分不能超过其长度的l/4,以防研具失去重心,落地伤人。
练习题
10.8.1研点子一般用何种显示剂?
10.8.2常用刮削用刮刀分为哪两种?
10.8.3简述刮削操作要领。
10.8.4刮削有哪些注意事项?
任务九
工作任务
研磨工具的操作。
研磨是用研磨工具和研磨剂从工件表面磨去一层极薄金属层的加工方法。
研磨能使工件得到精确的尺寸、准确的几何形状和极低的表面粗糙度。
研磨是对工件表面进行的最后一道精密的机械加工。
一、研磨原理及作用
1.研磨的原理
研磨是一种微量的金属切削运动,其基本原理包含着物理的和化学的综合作用。
(1)研磨的物理作用
用作研磨工具(研具)的材料要比工件软,当在研具和工件之间加入研磨剂而相互磨合时,在压力的作用下,研磨剂(即磨料)就会嵌入研具表面。
这些细微磨料就像无数的切削刃,在研具与工件的相对运动中会对工件产生微量的切削和挤压作用,从而使工件表面被均匀地削去一层极薄的金属层。
(2)研磨的化学作用
如果使用氧化铬、硬脂酸等化学研磨剂时,这些研磨剂在空气的作用下,会和金属发生化学反应,在工件表面形成一层极薄的氧化膜,而这层氧化膜又很容易在研磨的过程中被磨掉。
这样,迅速形成的氧化膜被磨料磨去,随之工件表面又有一层被氧化,接着又被迅速磨掉,经过多次反复,工件表面很快就达到预定的加工要求。
2.研磨的作用
(1)可得到精确的尺寸
工件经研磨后,可得到很高的尺寸精度。
一般尺寸精度可达0.O01~0.005mm。
(2)能提高工件的形位精度
研磨可使工件获得精确的几何形状和相对位置精度。
零件经研磨后,其形位误差可控制在0.005mm范围之内。
(3)能获得很小的表面粗糙度
通过研磨,零件的表面粗糙度可达Ra0.05~0.20µm,最小可达Ra0.006µm。
(4)延长工件使用寿命
零件经研磨后,由于具有很小的表面粗糙度,所以其耐磨性、抗蚀性和疲劳强度都有相应的提高,从而可延长零件的使用寿命。
综上所述,研磨是一种精密的机械
 升级会员
升级会员 