制浆造纸企业真空辊维护规程.docx
《制浆造纸企业真空辊维护规程.docx》由会员分享,可在线阅读,更多相关《制浆造纸企业真空辊维护规程.docx(15页珍藏版)》请在冰豆网上搜索。
制浆造纸企业真空辊维护规程
真空辊维护规程
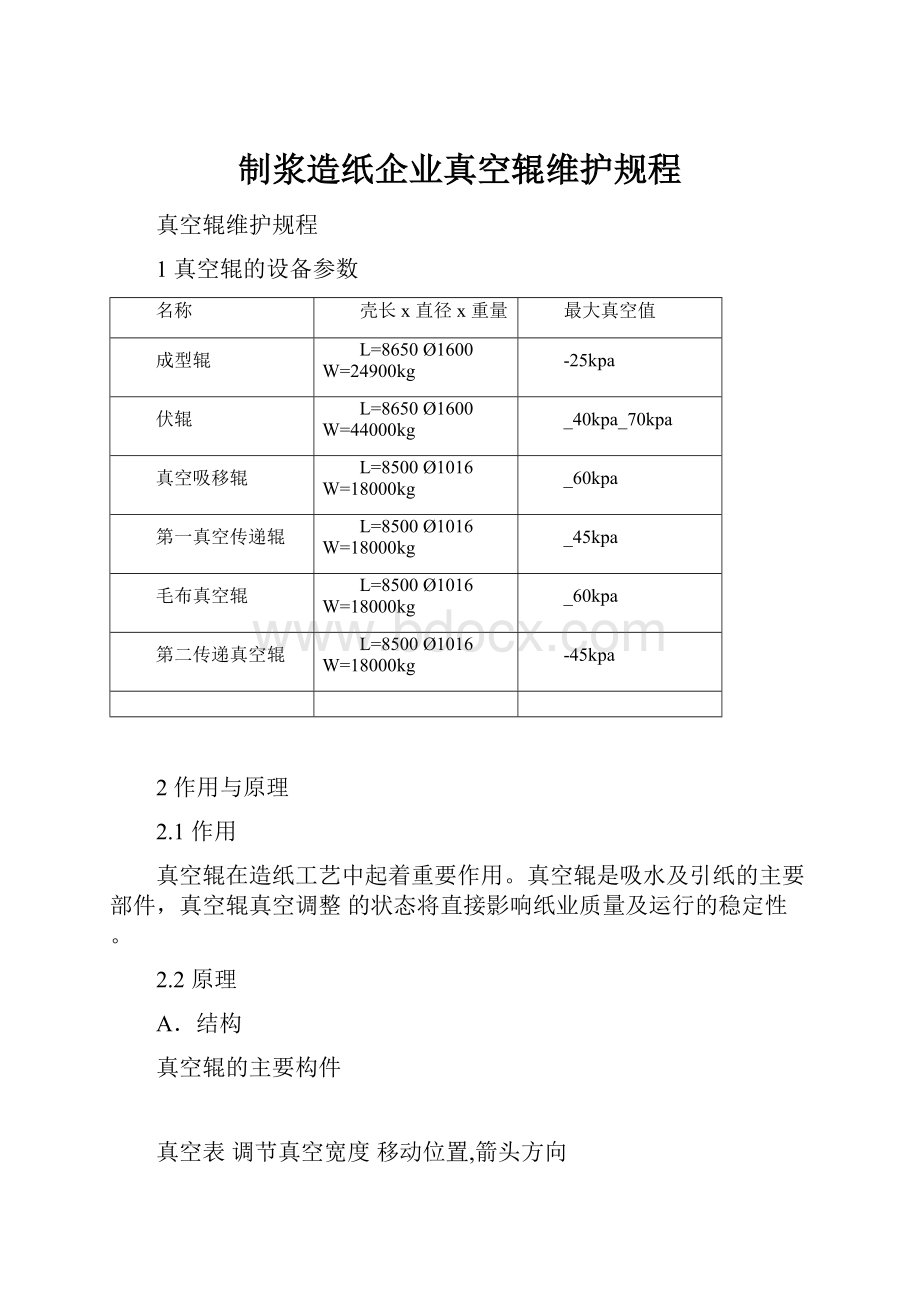
1真空辊的设备参数
名称
壳长x直径x重量
最大真空值
成型辊
L=8650Ø1600W=24900kg
-25kpa
伏辊
L=8650Ø1600W=44000kg
_40kpa_70kpa
真空吸移辊
L=8500Ø1016W=18000kg
_60kpa
第一真空传递辊
L=8500Ø1016W=18000kg
_45kpa
毛布真空辊
L=8500Ø1016W=18000kg
_60kpa
第二传递真空辊
L=8500Ø1016W=18000kg
-45kpa
2作用与原理
2.1作用
真空辊在造纸工艺中起着重要作用。
真空辊是吸水及引纸的主要部件,真空辊真空调整的状态将直接影响纸业质量及运行的稳定性。
2.2原理
A.结构
真空辊的主要构件
真空表调节真空宽度移动位置,箭头方向
密封条的加载锁定辊壳清洗喷淋轴向密封润滑喷淋空心传动轴V型密封润滑
B.原理
真空辊表面开有很多孔,水分可以透过孔吸入辊内部的真空箱。
真空箱装有两道狭窄的轴向密封条,轴向密封被承槽底部的气管加载顶在壳体内面,进气管板上装有压力计。
真空管道连接到真空系统,在真空箱内形成真空。
真空开度可以在操作侧调节。
3真空辊润滑
真空辊主轴承和传动齿轮箱与润滑系统相连接。
对于润滑接口,参考真空辊安装图,对
于油流量,参考润滑系统文本。
成型辊:
主轴承239/630/CAK/C083/W33
伏辊:
主轴承230/850CAK/C083/W33
传动齿轮618/750MA/C3NU2226EC/C3
真空吸移辊:
主轴承239/530CAK/C083/W33
传动齿轮618/500MA/C3NU318ECM/C3
第一真空传递辊:
主轴承239/530CAK/C083/W33
传动齿轮618/500MA/C3NU318ECM/C3
毛布真空辊:
主轴承239/530CAK/C083/W33
传动齿轮618/500MA/C3NU318ECM/C3
第二传递真空辊:
主轴承239/530CAK/C083/W33
传动齿轮618/500MA/C3NU318ECM/C3
4真空辊元件的维护
4.1密封元件
1.锁定条
2.轴向密封
3.锁定软管
4.加载软管
5.滑条
6.轴向密封承槽
7.O型条
4.2元件更换周期
A.壳10-15年更换
B.重新磨壳间隔:
根据现场的工艺条件和磨损状况。
C.轴承10-15年更换
D.非接触轴向密封:
2-3年
E.V型环2年
F.轴向密封条:
2-3年
G.轴向密封加载软管:
1-1.5年
H.壳的端面螺丝:
3年后更换
4.3真空辊的管路连接
吸移辊,第一毛布真空辊,第二传递真空辊操作侧的连接管路。
4.4壳
A.检查壳的外径,测量偏差不能超过径向和横向允许的公差,如有偏差需磨辊壳表面。
B.检查辊壳内任何磨损,如有要求,应磨削。
C.检查壳和辊头间的接触面,如有损坏,将损坏的部件加工以下。
检查辊壳有无裂纹。
4.5真空辊密封条
A.检查轴向密封磨损和裂纹、密封接头有无损伤,并且干净,密封条夹干净。
B.更换损坏密封条,如果厚度损坏10mm以上。
新的密封条:
宽44mm窄41
C.伏辊和1st传递真空辊真空箱在入口有窄的轴向密封,出口有宽向密封。
D.检查密封件夹里的轴向密封纵向移动间隙。
E.检查边缘操作,边封清洁度和加载弹簧的操作。
4.6轴向密封加载的锁定
A.带压<10kpa,检查加载软管的情况。
B.1-1.5年应更换软管。
4.7密封的工作原理
真空增大,密封解锁
A.密封条用来顶住辊内壳体密封真空箱,,在真空
区获得较高的真空。
密封条是通过气动加载软管加载的。
B.密封条顶住辊壳时,是气动软管锁定的。
锁定密封条可以减少密封条和辊壳的磨损,降低噪音和传动负荷。
4.8检查齿轮传动箱
A.检查齿轮有没有严重腐蚀、磨损、裂痕。
B.检查轴的平直度。
C.检查机械锁定的情况。
D.检查轴承和密封的情况,清理轴承,如果有必要更换轴承和密封。
4.9抽真空箱
4.1准备工作
A.借助于前侧轴承箱的蜗轮传动,真空箱转向操作侧。
B.运转期间可以进行向两侧的微调。
C.安装辊头轴承座在支撑里。
D.传动真空箱到抽提位置。
E.将壳操作侧放在支座上。
F.确定轴向密封和锁定软管没压。
4.2拆卸
A.将辊头螺丝拆开,同时用行车轻吊操作侧轴承座。
B.用顶丝顶出壳环,使用行车往外拖真空箱,直到吊带能固定在传动侧的吊点上。
C.系紧真空箱轴向密封,防止掉落。
D.在将真空箱抽出前,确定辊壳内的滑道紧贴辊壳底部。
上部密封不能让辊壳挤压
4.3安装
A.在安装前,检查真空箱是否摆正。
B.仔细校正边封和轴向密封
C.检查辊头螺丝孔和堵头螺丝孔一致。
D.检查测试加载锁定气囊的压力,密封条是否正常工作。
E.把导向杆安装在辊头上,将真空箱用行车吊起划入辊壳内,千万不要将密封条碰坏。
用
专用螺丝把紧。
4.4辊壳端面螺丝安装
螺丝尺寸
预紧扭距
M16x90
140Nm
M20x115
300Nm
M24x130
550Nm
螺丝的扭矩拧紧前,将螺丝涂上油脂。
确保没有杂质混入润滑油中。
可用两种扳手拧紧螺丝,一种扳手
是解除力距扳手,另一种扳手是带力矩的扳手。
拧紧时尽可能做到手稳、连续、均匀。
安装螺丝必须三年更换一次。
4.10吊辊子
螺纹
8.8ZneNm
A4-80Nm
A4-70Nm
M5
5
5
M6
9
8
M8
24
22
M10
45
42
M12
85
75
M14
125
115
M16
200
175
M20
400
350
M22
525
465
M24
675
600
M27
980
795
M30
1345
990
M33
1820
1200
M36
2350
1385
M39
3000
1800
A.真空箱内的水要排空,不然水会流动辊子不平衡。
用支撑杆将轴承座与辊头连接起来。
B.所有的吊装工作都要按设备起吊安全指导去做。
C.当选择吊带后,应考虑他们放置的方法。
还要考虑起吊的能力、辊子及其部件的重量。
4.11更换辊子使用螺丝扭矩紧度表如果螺丝腰很细,或者螺纹末端上开槽,扭距表中的值就不要使用了。
5更换成型辊
5.1工具准备
图号:
RAU9205669
1.力矩扳手套头M24两把
2.敲击扳手M55两把
更换FromingRoll工具
3.M36梅花扳手两把敲击扳手M36一把
4磅2.5磅手锤各一把扁铲一把
5.活扳手8寸10寸12寸各两把
6.装螺丝盒子两个
7.20TX9000=2根15Tx4000=2根30Tx600x8000=1根
8.吊环25T=2个
5.2准备工作
A.确定以停机,切断电源并且确定不会发生突然起动而引起事故。
B.将多极靴和流前箱转换到维修位置。
确认多极靴被锁定缸锁定在该位置。
C.把胸辊和加载装置移到维修位置,并确定它别锁定。
关闭循环润滑油并拆开润滑油管、水和空气软管。
把真空辊传动侧真空连接拆开。
D.为了在换辊时轴承座在辊轴上不转动,联接上辊的固定支撑。
5.3更换规程
A.用一吊带系在操作侧的轴颈上,用U形吊索连接一绳用来牵引。
拆开成型辊轴承座的
螺栓。
B.在传动侧、操作侧提升辊子。
打开操作侧的走台。
将辊子向上移动大约两公分左右,在
向操作侧移动。
直到将辊子抽出落到地面上的支撑按坐上。
C.用相反方向顺序把备用辊安装到机器上。
6更换伏辊
6.1图号:
RAU9205668.00
1.力矩扳手套头M24两把
2.敲击扳手M55两把
3.36梅花扳手两把敲击扳手M36一把
4.4磅2.5磅手锤各一把扁铲一把
5.活扳手8寸10寸12寸各两把
6.装螺丝盒子两个
7.两吨倒链两个两米绳子两根
8.20TX9000=1根15Tx4000=1根
吊环25T=1个
6.2准备
A.确定以停机,切断电源并且确定不会发生突然起动而引起事故。
B.关闭循环润滑油并拆开润滑油管、水和空气软管。
把真空辊传动侧真空连接拆开。
C.为了在换辊时轴承座在辊轴上不转动,联接上辊的固定支撑
D.确认锁定缸是锁定的,摆动刮刀打到检修位置,用支架支撑辊的传动轴。
拆开伏辊轴承
座的螺栓。
6.3更换
A.有两个吊带缠绕在辊壳与轴承座之间提升缸上为起吊点。
B.向成型辊方向斜向上方提升,将辊子移出纸机。
C.将辊子放到支撑按坐上。
D.用相反的顺序把备用辊安上。
7更换吸移辊
7.1图号:
RAU6300560.00
工具列表
吊带
吊环
手拉葫芦
10Tx6M、5Tx8Mx2、2T
12T
2T
6Tx2M
7.2准备
A.确定以停机,把辊打倒所定位置切断电源并且确定不会发生突然起动而引起事故。
B.关闭循环润滑油并拆开润滑油管、水和空气软管。
把真空辊传动侧真空连接拆开。
C.拆卸传动轴,把行车、吊带、锁具等准备好。
D.为了在换辊时轴承座在辊轴上不转动,联接上辊的固定支撑。
7.3更换
A.先把吸移辊上侧的毛布辊拆开由行车吊走,放到空旷地带,并有鞍马支座垫好。
B.用行车承担吸移辊辊的重量,并拆掉轴承座的螺丝。
C.用行车轻吊辊相左、向上慢慢移动,直到移出机架。
将辊放到空旷地带。
D.有相反的顺序将新辊子安装到机器上。
见美卓更换图纸
8更换第一真空辊
8.1图号:
RAU6300575.00
工具列表
吊带
吊环
手拉葫芦
10Tx6m、5Tx8M、8Tx20m
25Tx2
2T
6Tx12Mx2、8Tx9M
8.2准备
A.确定以停机,把辊打倒所定位置切断电源并且确定不会发生突然起动而引起事故。
B.关闭循环润滑油并拆开润滑油管、水和空气软管。
把真空辊传动侧真空连接拆开。
C.拆卸传动轴,把行车、吊带、锁具等准备好。
D.为了在换辊时轴承座在辊轴上不转动,联接上辊的固定支撑。
8.3更换
A.先把第一传递辊上侧的毛布辊拆开由行车吊走,放到空旷地带,并有鞍马支座垫好。
B.用行车承担第一传递辊辊的重量,并拆掉轴承座的螺丝,打开必要的走台。
C.用行车1#、3#吊钩轻吊辊相左、向上慢慢移动,在向操作侧移动快到操作侧时有行车中间2#吊钩吊住辊子后,撤掉3#行车吊钩直到移出机架。
将辊放到空旷地带。
D.有相反的顺序将新辊子安装到机器上。
见美卓更换图纸
9更换第二真空传递辊
1图号:
RAU6300576
工具列表
吊带
吊环
手拉葫芦
8Tx20Mx2、5Tx8Mx2、
2Tx2
2T
2Tx2m
2准备
A.确定已停机,把辊打倒所定位置切断电源并且确定不会发生突然起动而引起事故。
B.关闭循环润滑油并拆开润滑油管、水和空气软管。
把真空辊传动侧真空连接拆开。
C.拆卸传动轴,把行车、吊带、锁具等准备好。
D.为了在换辊时轴承座在辊轴上不转动,联接上辊的固定支撑。
3更换
A.先把第二传递辊上侧的毛布辊拆开由行车吊走,放到空旷地带,并有鞍马支座垫好。
B.用行车承担第一传辊辊的重量,并拆掉轴承座的螺丝,打开必要的走台。
C.用行车1#、3#吊钩轻吊辊相左、向上慢慢移动,在向操作侧移动快到操作侧时有行车
中间2#吊钩吊住辊子后,撤掉3#行车吊钩直到移出机架。
将辊放到空旷地带。
D.有相反的顺序将新辊子安装到机器上。
见美卓更换图纸
10更换毛布真空辊
10.1图号:
RAU6300574
工具列表
吊带
吊环、
液压泵
手拉葫芦
6Tx12Mx2
25Tx1
1台
2T
8Tx20M、8Tx9M
10.2准备
A.确定以停机,把辊打倒所定位置切断电源并且确定不会发生突然起动而引起事故。
B.关闭循环润滑油并拆开润滑油管、水和空气软管。
把真空辊传动侧真空连接拆开。
C.拆卸传动轴,把行车、吊带、锁具等准备好。
D.为了在换辊时轴承座在辊轴上不转动,联接上辊的固定支撑。
E.清洁辊子的移动轨道,打开必要的走台。
10.3更换
A.用行车承担毛布真空辊操作侧的重量,并拆掉轴承座的螺丝。
B.把液压缸连接到传动侧的轴承座下小车下面,松开轴承座的固定螺丝。
有液压缸顶起传
动辊端,拿掉小车下面的固定间隙块。
落下液压缸是小车落到轨道上。
C.拆下轴承座的固定螺丝,并用行车的1#钩吊起操作侧辊端拉移动小车向操作侧移动,在接近操作侧时用行车的2#钩吊起辊子一出机架。
将辊放到空旷地带。
D.有相反的顺序将新辊子安装到机器上.。
 升级会员
升级会员 