M2111零件采购技术规范.docx
《M2111零件采购技术规范.docx》由会员分享,可在线阅读,更多相关《M2111零件采购技术规范.docx(16页珍藏版)》请在冰豆网上搜索。
M2111零件采购技术规范
M2111’零件采购技术规范
承受强辐照的反应堆压力容器筒节用的空心钢锭制成的Mn-Ni-Mo合金钢锻件
0适用范围
本规范适用于由空心钢锭制成的,用于承受强辐照的反应堆压力容器筒节的可焊Mn-Ni-Mo合金钢锻件。
1冶炼
钢必须在电炉中或采用技术上相当的其它方法进行冶炼,应加Al镇静且进行真空脱气。
2化学成分要求
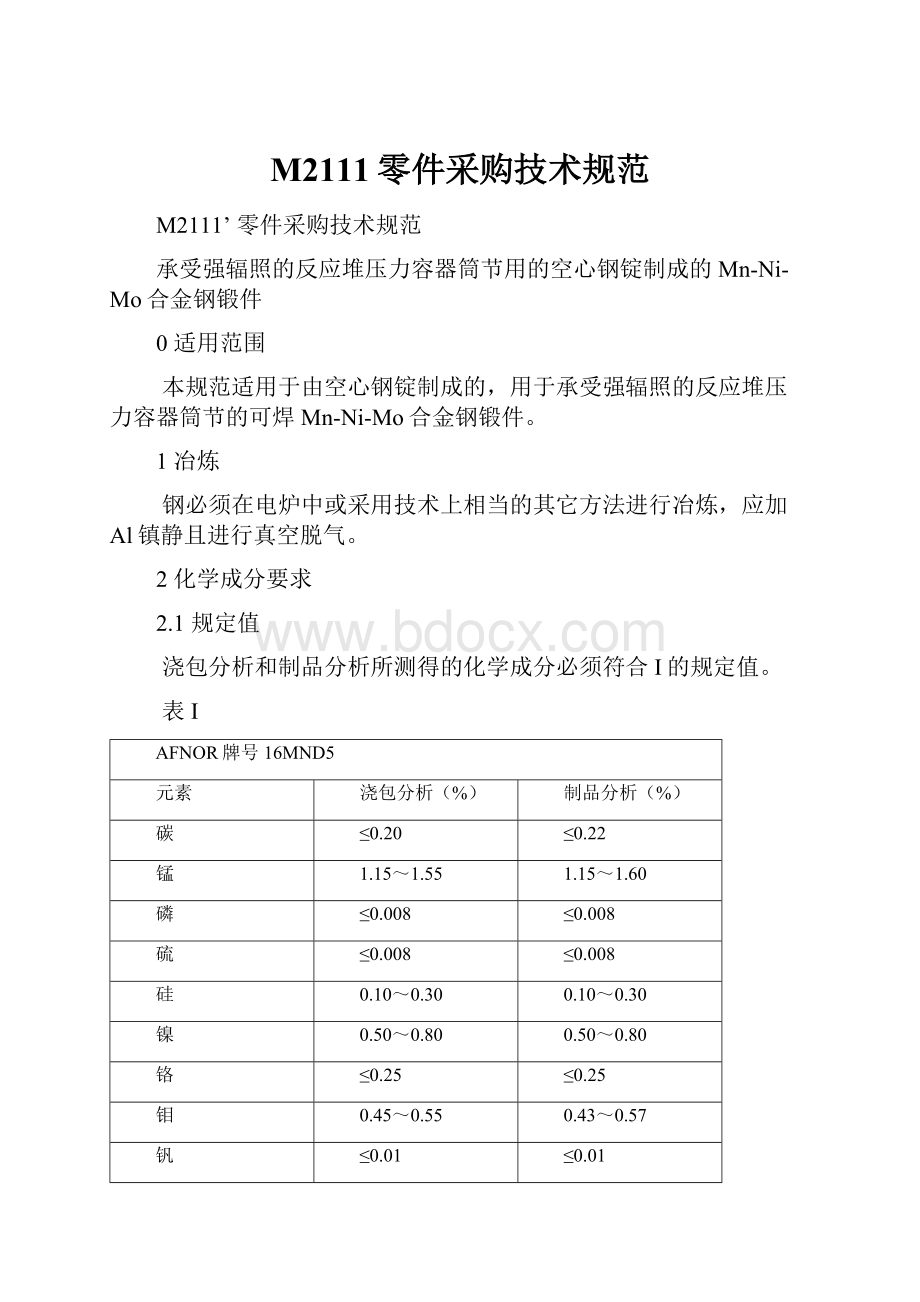
2.1规定值
浇包分析和制品分析所测得的化学成分必须符合I的规定值。
表I
AFNOR牌号16MND5
元素
浇包分析(%)
制品分析(%)
碳
≤0.20
≤0.22
锰
1.15~1.55
1.15~1.60
磷
≤0.008
≤0.008
硫
≤0.008
≤0.008
硅
0.10~0.30
0.10~0.30
镍
0.50~0.80
0.50~0.80
铬
≤0.25
≤0.25
钼
0.45~0.55
0.43~0.57
钒
≤0.01
≤0.01
铜
≤0.08
≤0.08
铝
最好≤0.04
≤0.04
钴
≤0.03
≤0.03
2.2化学分析
钢厂须提供浇包分析化学成分单,该单由厂长或厂长正式委派的代表签证。
同时还须提供钢锭头部试样和钢锭底部试样两个制品的分析化学成分单。
2.3最后凝固点的位置
相对于筒节成品表面钢锭最后凝固点的位置应在由钢锭头部所制的锻件上寻找。
至少在相互夹角为60°的六个半径方向上通过测定筒节壁厚内最高含碳量来确定该位置。
如果在每个半径方向上,最高含碳量的位置距筒节外表面的距离至多是筒节名义壁厚的75%,则不要求附加检验。
如果不是这种情况,应在不符合75%规定的半径方向上对已完成的锻件头部内侧进行鲍曼压痕试验,以检验有无大面积的深色网纹痕迹存在,并与按M140所进行的评定结果相比较。
上述分析必须按MC1000规定进行。
3制造
3.1制造程序
开始制造前,锻造车间必须制订一份制造程序,其内容如下:
——冶炼方式标识;
——钢锭的重量和类型;
——钢锭头、尾切除百分比;
——零件在钢锭中的位置;
——标识尺寸的零件草图,该图应附有每一火次锻造后按M380计算的锻造比和总锻造比。
——锻造坯件图、热处理外形图、无损检验外形图以及交货外形图;
——为保证在堆焊表面宏观条纹(深色网纹)的再现性在评定文件中所采取的步骤。
——中间热处理和最终热处理(性能热处理)条件;
——验收试验用试料在锻件上的位置;
——试样在试料上的位置图。
必须按时间先后顺序列出各种热处理、取样、无损检验的操作过程。
3.2锻造
为了清除缩孔和大部分的偏析,必须至少在钢锭头部切掉13%,在底部切掉4%。
钢锭重量和切除量百分比的记录必须交监督者掌管。
按M380规定计算的总锻造比必须大于3。
3.3机加工
3.3.1性能热处理前
性能热处理前,粗加工坯件外形应尽可能接近交货件外形,这些外形图必须列入制造程序(见3.1)。
3.3.2性能热处理后
在最终超声波检验前,零件须加工至交货件的外形。
3.4交货状态——热处理
锻件必须以热处理状态交货。
该处理即性能热处理,包括下述工序。
——奥氏体化(取850~925℃之间的某一温度);
——水淬;
——为达到所要求的性能,选择某一温度进行回火,随后在静止的空气中冷却。
回火的名义保温温度在635~665℃之间。
必须用放置在锻件上的热电偶测量温度。
热电偶的位置必须在制造程序中标明(见3.1)。
供货商应必须建立记录分析卡。
如该锻件需重新热处理(见4.4),则必须按照上述相同规定进行重新热处理。
4力学性能
4.1性能规定
力学性能规定值列于表Ⅱ。
表Ⅱ
试验项目
试验温度
性能
℃
规定值
轴向(横向)
周向(纵向)
拉伸
室温
R0.002
≥400MPa
Rm
550/670MPa
A%(5D)
≥20
350
R0.002t
≥300MPa
Rm
≥497MPa
KV冲击
0
最小平均值
56J
80J
个别最小值
(1)
40J
60J
—20
最小平均值
40J
56J
个别最小值
(1)
28J
40J
+20
个别最小值
104J
104J
(1)每组三块试样中,至多一个结果低于规定的平均值方可验收。
4.2取样
试料必须在试环上完全相对的X和Y两个部位截取,试环是由零件的加长段构成的,其位置应靠近钢锭的底部。
零件经性能热处理后截取(或切割)试料。
试料上应作清楚的标识并指明其最大延伸方向。
试料要具有足够的尺寸,以便截取全部试验和复试所需用的试样。
截取试样必须使其轴线位于距筒节内壁四分之一壁厚处。
试样上与试验有关的部分离筒节底端自由表面的距离至少等于该零件的厚度。
为满足这一要求,允许供货商用隔热环保护筒节底端,其隔热环的高度至少等于本规范附图2所示的筒节壁厚。
应把宽度至少等于筒节壁厚的隔热环焊在零件上。
必须沿筒节的径向开KV冲击试样缺口。
试料在零件上的位置示意图及试料上截取试样的平面图必须列入制造程序(见3.1)。
4.3在代表交货状态零件的试料上进行的试验
试验应在取自试料的试样上进行,该试料在取样后不经任何热处理。
4.3.1试验项目和数量
试验项目、取样方向及试验温度列于表Ⅲ“交货状态试验”的相应栏目内。
表Ⅲ
试验项目
试料状态
取样
方向
试验温度
℃
试样数量
试料
X
Y
交货状态试验
拉伸
HTMP
C
室温
1
X
X
HTMP
C
350
1
X
X
KV冲击
HTMP
C
0
3
X
HTMP
C
—20
3
X
HTMP
C
+20
3
X
HTMP
A
0
3
X
X
HTMP
A
—20
3
X
X
HTMP
A
+20
3
X
X
模拟消除应力热处理状态
拉伸
HTMP+SSRHT
C
室温
1
X
HTMP+SSRHT
C
350
1
X
KV冲击
HTMP+SSRHT
C
0
3
X
HTMP+SSRHT
A
0
3
X
HTMP+SSRHT
(1)
A
—20
3
X
HTMP+SSRHT
(1)
A
+20
3
X
说明:
HTMP:
性能热处理
SSRHT:
模拟消除应力热处理
C:
周向
A:
轴向
(1):
仅供作资料保存的试验数据
4.3.2补充冲击试验
为测定制品的冲击值随温度的变化关系,除了作—20℃、0℃和+20℃的冲击试验外,还要在—40℃、+40℃和—60℃条件下各做3个冲击试验。
如果要得到曲线的形状,还要在+60℃条件下至少做3个冲击试验。
这些试验用试样,必须在同一试料上轴向截取。
4.3.3试验实施方式
A——室温和高温拉伸试验
a)试样
试样尺寸应符合MC1000的规定。
b)试验方法
必须按MC1000的规定进行拉伸试验,并记录以下数值:
——残余伸长0.2%条件下屈服强度,MPa;
——极限拉伸强度,MPa;
——断后伸长率,%;
——断后收缩率,%。
c)结果
测得的结果必须符合表Ⅱ中规定的要求
如果试验结果不是这样并且试样有物理缺陷(不影响制品的使用能力),或由于试样装夹不妥、或试验机运行失常而使试验结果不合格时则必须另取试样重作试验。
如果第2次试验合格,该零件予以验收,反之则按下述规定执行。
如果其结果不合格,不是由于上述任何一种原因所致,则可对测得的每个不合格结果再取双倍试样进行复试。
复试试样取自不合格试样的邻近部位,若复试结果均合格,则该零件予以验收,反之,则必须剔出(见4.4)。
B——冲击试验和绘制冲击韧性转变曲线
a)试样和试验方法
KV冲击试样必须邻近截取。
这些试样的形状、尺寸及试验条件必须按MC1000规定施行。
每组试验要冲断3根试样,并记录其塑性断口百分率及侧向膨胀值,以作参考资料用。
为绘制冲击韧性转变曲线所采用的补充试验温度按4.3.2的规定执行。
b)结果
必须满足表Ⅱ中+20℃、0℃和—20℃时冲击值的要求。
c)0℃试验
如果其中任一要求不满足,则该零件须予剔出。
然而,若不满意的试验结果仅是个别值低于所规定的最小值,而其它值均满足要求(平均值合格,仅一个低于规定值),则可按以下方法进行复试:
在邻近不合格试样的取样部位,截取三根一组的两组试样,使其在与原组试样相同温度下进行试验。
如果两组(三个试样一组)试样中的任何一个结果不符合4.1的规定,则该零件须予剔出(见4.4)。
d)—20℃试验
如果三个试验结果的平均值不符合要求(4.1),或平均值符合要求,但有两个试验结果低于规定的平均值,则该零件须予剔出(见4.4)。
如果平均值满足要求,且仅有一试验结果小于规定的个别最小值,则在原组邻近截取试样的部位再截取三个试样进行第2批试验。
如果所有6个试验结果的平均值符合4.1的规定,而第2试验批的结果中只有一个低于规定的最小平均值,则该件予以验收。
e)+20℃试验
如果有一个或多个试验结果未能满足4.1的规定,则须验证其+40℃的三项试验是否符合这一规定,若+40℃的试验结果不符合4.1的规定,则该零件须予剔出(见4.4)。
4.4重新热处理
由于一项或几项力学性能试验结果不合格而被剔除时,可重作热处理。
重新热处理的条件必须列入试验报告。
在此情况下,试样必须按4.2的规定截取。
要进行的试验内容须与4.3的规定相同。
重新热处理不允许超过两次。
4.5在经过模拟消除应力热处理的试料上进行的试验
4.5.1模拟消除应力热处理
必须按照M151的规定进行该热处理。
4.5.2试验条件
试验数量、取样方向和试验温度必须符合表Ⅲ“模拟消除应力热处理状态”试验的规定。
试料必须取自经过性能热处理的试环(见4.2)。
试料必须按4.5.1的规定单独地在试验室热处理炉中进行模拟消除应力热处理。
试验条件和试验结果必须与经性能热处理的试料相同(见4.3)。
对于已经模拟消除应力热处理的试料必须按4.3.2进行补充冲击试验。
5基本金属见证件
必须采用M370规定的方式。
6外观检查——表面缺陷
6.1目视检查
在制造加工的各个过程中,应仔细检查零件,以确保金属的完好性。
零件必须完好无损,不得有发纹、裂纹、切痕或其它有害的缺陷。
6.2液体渗透检验
最终机加工后,必须要对待堆焊表面进行液体渗透检验。
按MC4000的规定进行该检验。
记录条件和检验准则
尺寸等于或大于1mm的任一缺陷应予记录。
凡呈现下述显示的缺陷判为不合格:
1)线状显示;
2)尺寸超过3mm的非线性显示;
3)3个或3个以上间距小于3mm的排列成行的显示;
4)在100cm2的矩形面积上,累计有5个或5个以上密集痕迹。
该矩形长边不大于20cm,且位于痕迹评定最严重的部位。
如果上述检验发现零件上有不允许存在的缺陷时,必须用本规范第8章的规定。
7体积检验
内部缺陷检查采用超声波检验。
7.1检验时间
必须在零件最终机加工后进行检验,成形后不能检验的部分尽量提前做检验。
7.2实施方法
超声波检验的实施方法按MC2310和MC2320的规定。
探头特性参数通常如下:
——直射法检验:
探头频率3~4MHZ。
——斜射法检验:
探头频率2MHZ,反射角45°。
7.3扫查方式和检验程度
零件的整个体积都要进行内部缺陷检查。
采用细扫查方式。
零件类型为3b。
与AFNOR标准NFA04—308的不同点是该检验应沿轴向,从两端对1/2零件高度加10%的部分进行检验。
7.4信号的评定
按MC2310和MC2320的规定进行评定.
7.5记录条件和检验准则
直射法检验
信号记录范围和验收限值应按NFA04—308规定的质量等级3级的要求。
斜射法检验
回波幅度超过50%参考曲线(DAC)高度的任何信号应予记录。
回波幅度超过参考曲线(DAC)高度的任何信号判为不合格。
8缺陷部位清除和修补
只有用打磨法清除缺陷后,零件尺寸仍在规定的公差范围内时予以验收。
不允许锻造车间进行补焊。
修补后,必须按MC5000的规定作磁粉检验。
——尺寸等于或大于1mm的任一缺陷应予记录。
——凡呈现下述磁痕的所有缺陷,都必须标明位置、清除或予以修补:
1)线状磁痕;
2)尺寸超过3mm的非线性磁痕;
3)3个或3个以上间距小于3mm的排列成行的磁痕;或间距为3—6mm,其分布长度大于15mm的磁痕。
如果两个磁痕间距小于其中较小者长度的两倍时,则该两个磁痕视作一个磁痕。
这个磁痕的总长度应为两个磁痕长度之和加上这两个磁痕间的间距。
9尺寸检验
热处理后进行尺寸检查。
不论是锻造车间交货零件的外形还是成品件外形,都必须按采购图标志的尺寸进行检查。
须记录主要尺寸。
这些值必须处在采购图样规定的公差范围内。
10标记
供货商必须按B1300的规定确定采用的标志和标记方法。
与零件一起交货的试料必须按照订货单的规定做好标记。
11清洁—包装—运输
必须在订货单中规定各种要求。
12试验报告
不论交货前的零件状况如何,供货商在每一项试验后必须建立以下相应的报告:
——浇包分析和制品分析的化学成分单;
——零件顶部碳含量的测定带;
——必要时,鲍曼压痕试验结果;
——热处理记录分析卡(重新热处理时,包括全部热处理记录);
——力学性能试验报告;
——无损检验报告;
——尺寸检验单;
这些报告必须包括:
——炉次号和零件编号;
——供货商识别标志;
——订货单号;
——如有必要,检查机构的名称;
——各种试验和复试结果,及与相应的规定值。
M2111’规范的附件1
RTNDT温度的测定
补充试验
当设备技术规格书或其它合同文件有此规定时,则必须作这些补充试验。
——KV冲击韧性转变曲线
试样的纵轴离筒节内侧的距离应为筒节壁厚的四分之一。
试样的有用部分距淬火端部的距离必须等于该零件的厚度。
为满足这一要求,可用一个高度至少等于零件厚度的隔热环来保护零件的底部,隔热环可焊接在零件上。
冲击试样缺口的轴线必须垂直于零件表面。
试验数量、取样方向和试验温度列于表A1中。
表A1
试验项目
试料状态
取样
方向
试验温度
℃
批数
每批试样数
“交货状态”试验
KV冲击韧性转变曲线
HTMP
C
(1)
1
24
模拟消除应力热处理后的试验
KV冲击韧性转变曲线
HTMP+SSRHT
C
(1)
1
24
KV冲击韧性转变曲线
HTMP+SSRHT
A
(2)
1
1
8
7
RTNDT
HTMP+SSRHT
C
(3)
2
4
KV冲击试验
HTMP+SSRHT
A
(3)
2
9
HTMP:
性能热处理
SSRHT:
模拟消除应力热处理
C:
周向
A:
轴向
(1)每条KV冲击韧性转变曲线应按八种温度进行绘制,其中必须包括—20℃、—10℃、0℃、+10℃、+20℃。
其余三种温度在—20℃~+20℃、范围之外选择,特别要确定出100%韧性断口的上平台和低于10%的韧性断口的下平台,以便尽可能得到一条完整的曲线。
(2)在五种温度下作试验,其中必须包括0℃,应尽可能精确地确定出上平台。
(3)MC1000规定了试验温度。
注:
若试样采用相同的热处理,可用表Ⅲ和4.3.2、4.5.2所规定的试验结果。
一套试样,可在任一块试料上制取。
二套试样,则要在每块试料上各取一套。
KV冲击试样必须邻近截取。
试样的形状、尺寸及试验条件必须按MC1000规定施行。
每组试验要冲断3根试样。
测得的塑性断口百分率及侧向膨胀值作为参考资料保存。
结果
根据轴向截取试样的试验结果绘制的冲击韧性转变曲线,其上平台能量至少为104J。
——RTNDT温度的测定
通过“Pellini”落锤试验和KV冲击试验测定RTNDT温度。
MC1000规定了RTNDT温度的测定方法。
试样的纵轴离筒节内侧的距离应为筒节壁厚的四分之一。
“Pellini”落锤试样必须在离筒节内侧四分之一壁厚与二分之一壁厚之间的部位截取。
试样的有用部分距淬火端部的距离必须等于该零件的厚度。
为满足这一要求,可用一个高度至少等于零件厚度的隔热环来保护零件的底部,隔热环可焊接在零件上。
冲击试样缺口的轴线必须垂直于零件表面。
试验数量、取样方向和试验温度列于表A1中。
KV冲击试样必须邻近截取。
试样的形状、尺寸及试验条件必须按MC1000规定施行。
每组试验要冲断3根试样。
测得的塑性断口百分率及侧向膨胀值作为参考资料保存。
“Pellini”落锤试验的试样必须相互邻近的部位截取。
试样的形状、尺寸及试验条件必须按MC1000规定施行。
结果
RTNDT温度不能高于0℃,希望A值低于—12℃。
如果该值在—12℃和0℃之间,必须测出其实际温度。
M2111规范的附件2
圆筒节
试料位置图
 升级会员
升级会员 