第1章钳工基本操作知识.docx
《第1章钳工基本操作知识.docx》由会员分享,可在线阅读,更多相关《第1章钳工基本操作知识.docx(84页珍藏版)》请在冰豆网上搜索。
第1章钳工基本操作知识
第1章钳工基础知识
1.1钳工基本操作知识
1.1.1划线
1.划线概述
划线是指根据图样或实物尺寸,准确地在工件毛坯或已加工表面划出加工界限线的操作叫划线。
划线的作用主要有三点:
(1)使工件加工时有明确的标志和依据。
(2)检查毛坯是否合格,对某些不合格品可利用划线借料进行补救。
(3)检查修理零件变形和磨损状态,确定修理部位及工艺方法。
划线分为平面划线和立体划线。
只需要在工件一个表面上进行的划线称为平面划线;需要在工件的几个不同表面进行的划线称为立体划线。
划线工作效率较低,所以一般用于单件、小批量生产或大型工件。
划线的准确性直接影响产品质量和生产效率,因此,划线除要求线条清晰均匀外,更重要的是保证尺寸准确。
一般的划线精度为0.25~0.50mm。
所以,在加工过程中,必须通过测量来保证尺寸的准确度。
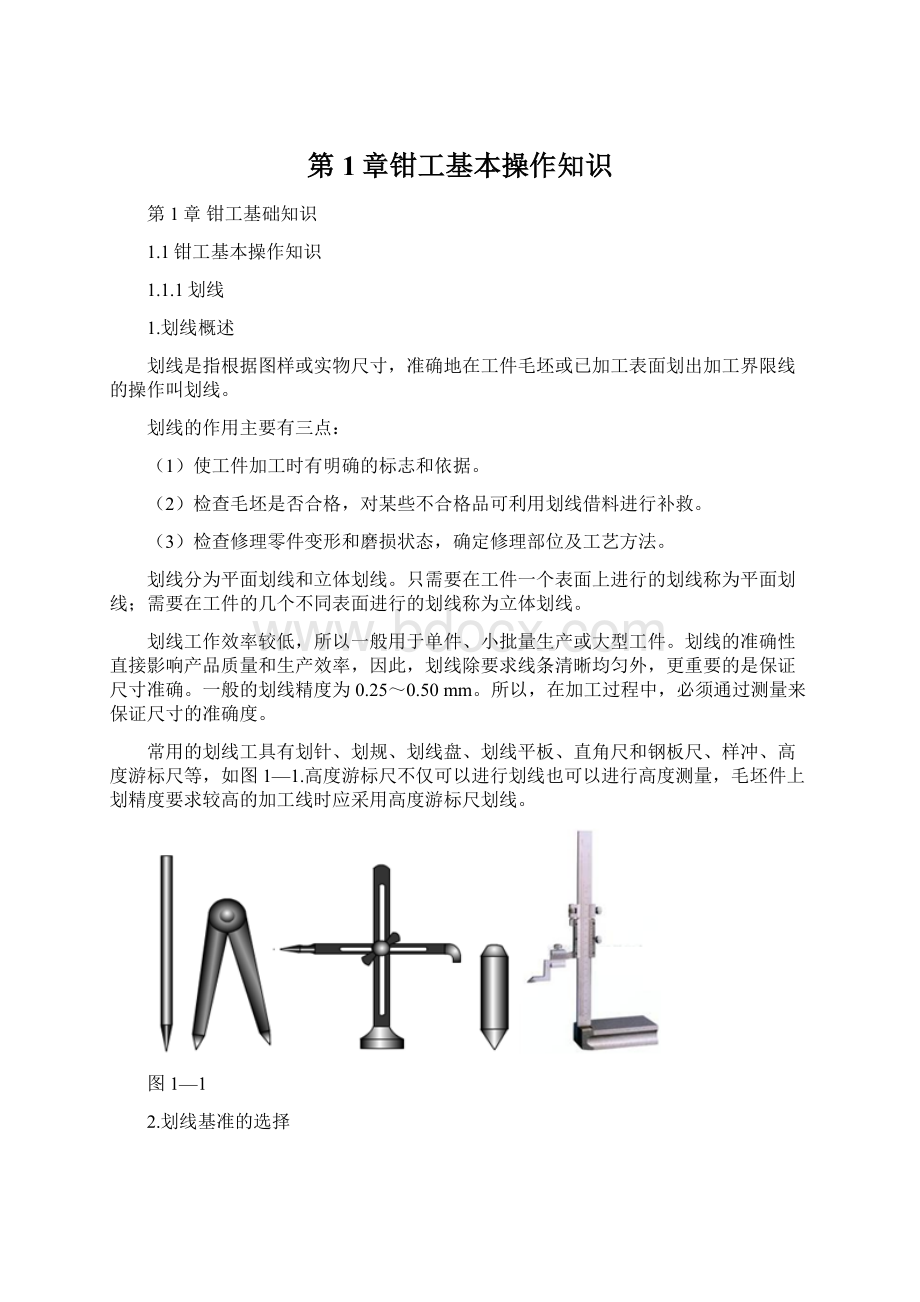
常用的划线工具有划针、划规、划线盘、划线平板、直角尺和钢板尺、样冲、高度游标尺等,如图1—1.高度游标尺不仅可以进行划线也可以进行高度测量,毛坯件上划精度要求较高的加工线时应采用高度游标尺划线。
图1—1
2.划线基准的选择
划线必须确定划线基准,确定几何体划线基准的类型有点、线和面(也指考虑划线在长、宽、高三个方向尺寸),所以平面划线应选择2个划线基准,立体划线时,一般要选择3个划线基准。
(1)划线基准一般有三种选择类型如图1—2
(a)(b)(c)
图1—2
1)以两个互相垂直的平面或线为基准。
图1—2(a)
2)以两条中心线为基准。
图1—2(b)
3)以一个平面和一条中心线为基准。
图1—2(c)
(2)划线基准的选择基本原则
正确选择划线基准的基本原则和方法是划线基准尽可能与工件施工图样中的设计基准一致。
平面划线应有纵、横两向划线基准;立体划线必须有长、宽、高三个方向的划线基准;选择划线基准要根据工件毛坯形状特点而定;有轴、孔尺寸要求的毛坯件,要以孔、轴、凸起或毂面的轴心线为基准;平面则应选工件较平整的大平面作为划线基准;半成品加工件,划线时应以已加工之轴、孔或平面作为划线基准。
平面划线的基准可以是一条对称中心线和一条线。
一般立体划线应作三次安放划线。
选择第一安放划线位置的原则是:
应该是尽量选择工件主要中心线或划线面积较大的部位;精度要求较高或是主要加工面的加工线;尽量选择需要划线较多或具有复杂面的方位;工件的主要中心线或平行于划线平台工作面的加工线。
货车侧架划两端导框大平面加工线的基准是中央孔框立柱大平面及承簧面。
客货车制动缸划安装平面加工线的划线基准是缸体毛坯孔轴心线及安装平面的毛坯面。
22型(23型)客车转向架构架如需划线钻八个支柱平面孔时,划线前各支柱平面必须按第一次划线及图纸要求机械加工。
206型、209型转向架构架各支柱安装孔的划线第一基准是两侧摇枕吊座孔横向对称中心线及吊座纵向对称中心线。
3.找正和借料
各种铸锻件由于某些原因,会形成形状歪斜、偏心、各部分壁厚不均匀等缺陷,当误差不大时,可通过划线找正和借料的方法来补救。
焊接结构件划线一般存在借料的问题。
(1)找正
将工件置于划线平台上,利用划线工具将工件各划线基准调整到适合的位置上,这种方法称为找正。
找正的三个目的:
1)使划线基准准确,提高划线精度。
2)合理分配加工余量。
3)检查毛坯的形状和尺寸偏差能否满足划线及加工要求,并进行补救。
立体划线在划线前,必须对划线基准进行找正,零件划线找正通常采用三个千斤顶或垫铁支承。
大型工件划线应采用三点支承较为合理;在平台上对平面找正的原则是先找正一侧两角。
转8型转向架侧架毛坯在平台划线找正操作要点:
正确选定三个划线基准,即侧架各梁杆的纵向中心线,侧架中央方框对称中心线以及承簧台工作面;侧架各梁杆纵向中心线的三个分中点必须是该铸件毛坯最不易变形的部位,即在两轴箱导框内侧立面之间划分中点;对侧架各梁杆三纵向分中点找平的同时,须用角尺检测承簧台工作面及两承载鞍支承面的垂直度,再用钢直尺测量各导框立面之两侧对分中线的对称度,如不符合要求,可以借料后划纵向中心围线;以承簧台工作面为基准划承载鞍支承面加工线前,须用角尺在侧架两端找准纵向中心线再用划计盘将两承载鞍支承面纵向找平,并对承簧台工作面的纵向水平高度差进行检查,如不符合要求,可借料加工线;侧架两轴箱导框立面及中央方框斜楔磨耗板结合面划加工线,应以中央方框下部开挡尺寸(540+5)mm的两非加工立面为基准,通过图纸尺寸计算的方法,直接用找出划线点,用角尺和钢直尺分别划各导框立面及斜楔磨耗板结合面之加工线。
(2)借料
借料就是通过试划和调整,将各加工表面的加工余量合理分配,互相借用,从而保证各加工表面都有足够的加工余量,而误差或缺陷可在加工后排除。
划线中采用借料可以提高毛坯件的合格率。
对毛坯件进行借料划线时,要根据实际尺寸偏差、形位偏差以及图纸技术要求调整划线基准的位置。
借料的一般步骤是:
1)分析测量工件的误差情况,找出偏移部位和测出偏移量。
2)确定借料方向和大小,合理分配各部位的加工余量,划出基准线。
3)以基准线为依据,按图样要求,依次划出其余各线。
例如:
图1—3所示为连杆设计图样尺寸,图1—4所示为连杆实际毛坯图样尺寸,为避免加工报废,应如何进行借料划线?
5
图1—3
图1—4
解:
该件借料划线方法如下:
(1)按设计图之尺寸计算两加工孔的内侧距离:
最大尺寸240.5-75=165.5(mm),最小尺寸239.5-75.04=164.46(mm);平均尺寸(165.5+164.46)÷2=164.98(mm)。
(2)按毛坯实物尺寸计算两毛坯孔的内侧距离:
234-65=169(mm)。
(3)由上述计算可知,两毛坯的内侧距比两加工孔的内侧距离大3.5~4.54mm,平均大4.02mm,说明该毛坯件可以通过借料划线进行补救。
(4)补救方法是将两划线孔中心对称外移3mm并按设计尺寸划线,此时两毛坯孔内侧的加工余量均为1.75~2.25mm之间,平均值为2mm,能满足加工要求(参见图1—5)。
图1—5
1.1.2金属切削的基础常识
机械零件的制造方法有很多,如铸造、锻造、焊接、冲压、挤压、切削加工等。
采用切削加工方法能保证零件具有较高的尺寸精度、形状和位置精度以及较小的表面粗糙度值,在制造加工生产中应用广泛。
如錾削、锯削、锉削、钻孔、车削、铣削等。
车削加工一般能达到的表面粗糙度值为Ra6.3~Ra3.2μm。
车轴轴颈精加工应采用的加工方法为磨削。
金属切削加工是利用刀具切除工件上的多余金属材料,以获得符合要求的零件的方法。
切削时,刀具与工件之间需要产生相对运动,并且要使多余金属层不断的投入切削,才能完成切削运动。
金属切削过程是被切削金属层在切削刀刃的作用下产生挤压、剪切变形和切离的过程。
在各种切削过程中,一般都伴随有切屑的形成、切削力、切削热及刀具磨损等物理现象。
在生产中,切屑一般分为四种,有带状切屑、节状切屑、粒状切屑和崩碎切屑。
形成不同的切屑主要取决于被加工工件的材料、刀具材料、刀具角度和切削用量等,一般来讲,切削脆性材料时,易产生崩碎切屑。
切削用量是背吃刀量(也称切削深度或吃刀深度)、进给量(也称走刀量)和切削速度的总称,也称切削用量三要素。
机械零件和工具使用都存在磨损现象。
磨损是指两相互接触物体由于表面或介质的相对运动和相互作用,其接触表面的物质不断损失的现象叫磨损。
磨损基本上分为磨料磨损、粘合磨损、表面疲劳磨损和腐蚀磨损等四种类型。
磨损阶段分为初期磨损阶段、正常磨损阶段和急剧磨损阶段。
刀具的磨损决定了刀具的使用寿命,影响刀具寿命的主要因素有被加工工件材料、刀具制造材料、刀具角度、切削用量的选择以及合理使用切削液等。
1.1.3錾削
1.錾削概述
錾削是用手锤打击錾子对金属工件锯削切削加工的方法称为錾削,也称铲削或凿削。
錾削属于粗加工,錾削余量一般约为0.5~2mm/次。
目前,錾削主要用于机械不便加工的场合,如去除毛刺等。
2.錾削工具
(1)錾子錾子一般用碳素工具钢(T8A)锻制,并经热处理制造而成。
图1—8图1—7
錾子的种类主要有三种,图1—8。
扁錾(也称扁铲或宽錾)主要用于錾切较大平面时,为提高錾切速度和使錾切面平整或分割直线形轮廓板料;尖錾(也称狭錾)主要用于錾切沟槽或分割曲线形轮廓板料;油槽錾主要用于錾削润滑油槽。
錾削时,錾子的握法有正握法和反握法。
图1—7
錾削平面时,錾子与工件之间应有适当的切削角度。
錾子主要的切削角度有楔角、前角和后角,錾子楔角的选择主要根据工件材料的软硬来选择,錾削工具钢、铸铁等硬材料时,取楔角为60°~70°;錾削结构钢等中等硬度材料取楔角为50°~60°;錾削铜、铝合金等软材料取楔角为30°~50°。
图1—8
刃磨錾子切削刃时,为保证磨平刃口和刃磨安全而要求錾子沿砂轮全宽方向作左右移动,錾刃要平行并且略高于砂轮水平中心线。
图1—9
图1—8图1—9
(2)锤子锤子是钳工常用的工具,主要由锤头、木柄和楔子组成。
图1—10
图1—10
锤子的规格用锤头的质量大小表示,钳工常用的锤子有0.25,0.5和1kg等几种。
使用锤子时,锤子的握法有松握法和紧握法。
图1—11
图1—11
挥锤的方法主要有腕挥(也称手挥)、肘挥和臂挥。
图1—12
图1—12
3.錾削操作
錾切时,操作者要举锤过肩,眼睛要看錾子的切削刃口,肘臂齐下,锤走弧形,左腿着力右腿伸直,动作协调,做到稳、准、狠。
錾削速度一般不超过40次/分。
錾削要注意做好起錾和收錾工作,图1—13。
一般起錾要从工件的边缘尖角处做到斜角起錾,对于狭长面可以从正面起錾。
錾削快到尽头时,要防止工件边缘材料崩裂,一般情况下,当錾切到离尽头10~
15mm,必须调头錾削,錾削脆性材料时应从两端向中间錾削。
图1—13
在平台上錾切分割较大面积板料要做到錾子要垂直于錾切平面;先按线錾成平直或圆滑的切口后再分割工件;直线轮廓用扁錾錾切;曲线轮廓用狭錾錾切。
图1—14
图1—14
1.1.4锯削
1.锯削概述
用手锯对材料或工件进行切断或切槽等加工方法,称为锯削。
锯削属于粗加工。
平面度可控制在0.2㎜内。
2.锯削工具图1—15
图1—15
钳工锯削的主要工具是手锯。
钳工用手锯由锯弓和锯条组成。
(1)锯弓
锯弓用于安装锯条。
锯弓分为固定式和可调式两种。
固定式只能安装一种尺寸长度锯条;可调式能安装几种不同尺寸长度的锯条。
(2)锯条
锯条是一种锯削刀具,锯条是由冷轧渗碳钢或高速钢制成。
锯削时,锯条锯齿的前角为0°,楔角为50°,后角为40°。
1)锯条的规格
锯条的规格包括尺寸规格(也称长度规格)和粗细规格,尺寸规格是以两端安装孔中心距表示,常用尺寸规格为300㎜;锯条的粗细规格是以锯条每25㎜长度内的锯齿数表示。
一般分粗齿、中齿、细齿三种。
2)锯条粗细规格的选择见表1—1
表1—1锯条粗细规格及主要应用
类别
每25mm长度内锯齿数
主要应用
粗
14~18
锯削软钢、铜、铝合金、胶质材料等
中
22~24
锯削中等到硬度钢、厚壁管、铜管等
细
32
锯削较硬材料、金属薄板、薄壁管等
中变细
24~32
普通水、煤、气钢管
3)锯路
在制造锯条时,锯条锯齿按一定规律左右错开,排成一定的形状称为锯路。
锯路有交叉形和波浪形等。
锯路可以减少摩擦和锯条磨损,防止夹锯和锯条折断,因此,锯条锯齿错开排列可以提高锯条的使用寿命。
图1—16
图1—16
3.锯削操作
(1)锯条安装图1—17
图1—17
锯条锯齿应朝向前推方向,松紧适当,锯弓与锯条应在同一平面,不能有歪斜扭曲。
(2)起锯图1—18
图1—18
起锯是锯削工作的开始,它直接影响锯削的质量。
起锯方法有方法:
远起锯
 升级会员
升级会员 