水环真空泵轴磨损修复的标准手册.docx
《水环真空泵轴磨损修复的标准手册.docx》由会员分享,可在线阅读,更多相关《水环真空泵轴磨损修复的标准手册.docx(11页珍藏版)》请在冰豆网上搜索。
水环真空泵轴磨损修复的标准手册
水环真空泵轴磨损修复的标准手册
关键词:
真空泵轴磨损,真空泵轴修复,泵轴修复,水环真空泵,索雷工业
1.前言
长期以来,针对真空泵轴磨损修复方面的众多技术一直延续至今,如焊接、喷涂、刷镀等熔敷技术。
随着科技的发展在传统技术的基础上也不断涌现一些新的工艺技术,这些修复工艺的出现在推动技术工艺改进与发展的同时,又因复杂的工艺条件和现场环境而受到限制,尤其是在面对一些突发紧急、设备庞大、拆卸复杂等方面的设备问题,这些工艺显然是心有余而力不足。
基于以上所述,索雷碳纳米聚合物材料现场修复技术的出现与普及,大大开拓了设备管理者的思路和眼界。
该技术来源于美国,一直服务于军方和航空领域。
被成功引进后在设备的在役再制造与高端再制造领域发挥了重大作用,尤其是在现代化的生产企业,设备自动化程度高、连续生产要求高的背景下,该修复技术在及时性、快速、低成本、环保等方面体现出了明显优势。
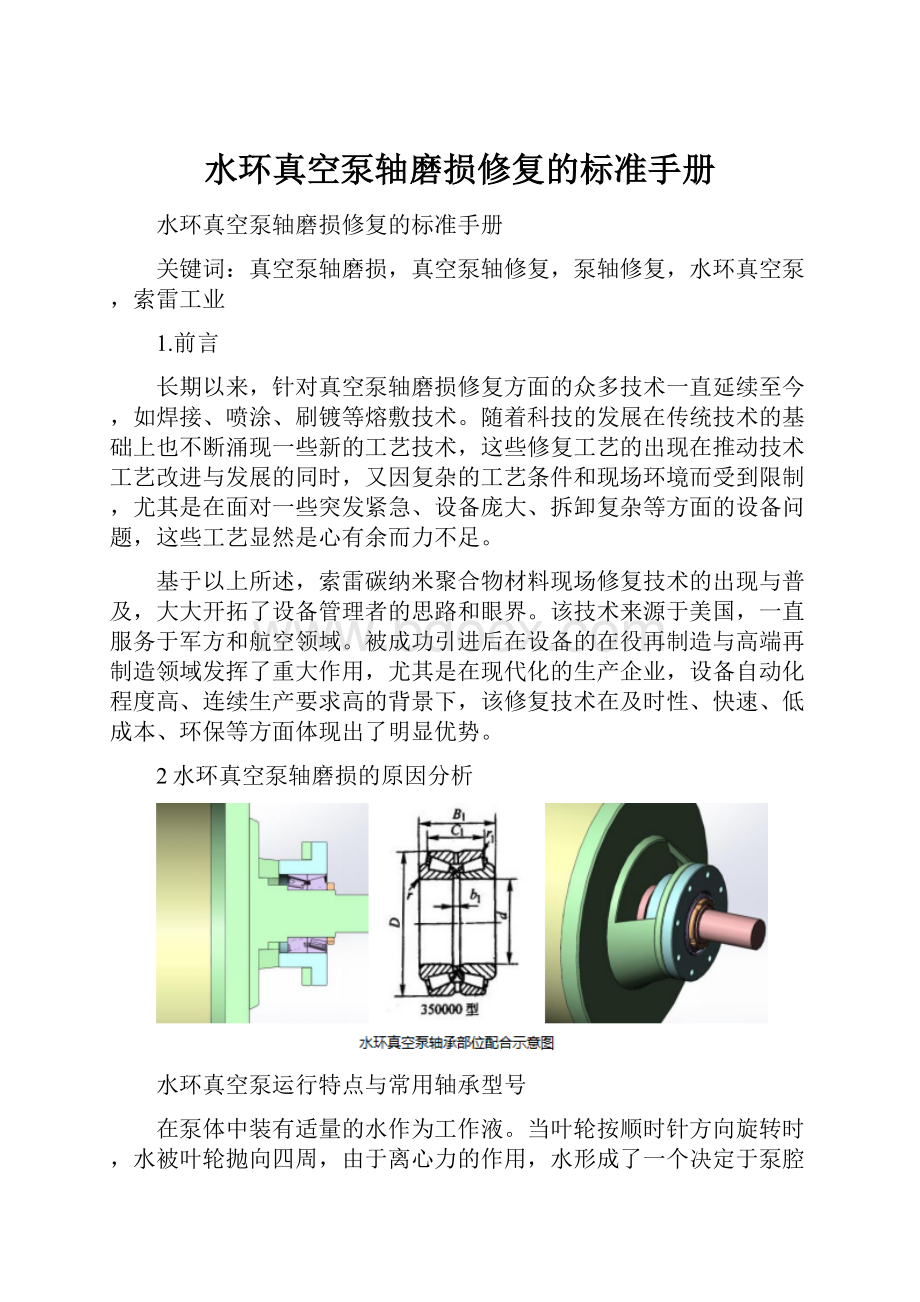
2水环真空泵轴磨损的原因分析
水环真空泵运行特点与常用轴承型号
在泵体中装有适量的水作为工作液。
当叶轮按顺时针方向旋转时,水被叶轮抛向四周,由于离心力的作用,水形成了一个决定于泵腔形状的近似于等厚度的封闭圆环。
水环的上部分内表面恰好与叶轮轮毂相切,水环的下部内表面刚好与叶片顶端接触。
此时叶轮轮毂与水环之间形成一个月牙形空间,而这一空间又被叶轮分成叶片数目相等的若干个小腔。
如果以叶轮的上部0°为起点,那么叶轮在旋转前180°时小腔的容积由小变大,且与端面上的吸气口相通,此时气体被吸入,当吸气终了时小腔则与吸气口隔绝;当叶轮继续旋转时,小腔由大变小,使气体被压缩;当小腔与排气口相通时,气体便被排出泵外。
综上所述,水环泵是靠泵腔容积的变化来实现吸气、压缩和排气的,因此它属于变容式真空泵。
由于水环真空泵转子叶轮直径较大,旋转时受到水的阻力和容积变化等因素作用,这种结构特点决定转子轴在运行过程中转子叶片承受一定的径向变负荷,同时也会承受较大的轴向力。
尤其在转子叶片结垢严重的情况下,导致叶轮动平衡失效会引起更大的设备振动。
水环真空泵传动侧轴承一般选用双列圆锥滚子轴承确保转子轴的回转精度和支撑刚度,最常用的双列圆锥滚子轴承是35000型,有一个双滚道外圈和两个内圈,两内圈之间有一隔圈,改变隔圈的厚度可调整游隙。
这类轴承在承受径向载荷的同时可承受双向轴向载荷,可在轴承的轴向游隙范围内限制轴和外壳的轴向位移。
(1)转子轴加工精度问题
水环真空泵转子轴在材料的选用、热处理、加工精度和表面粗糙度等方面均有特别严格的要求,是影响轴承配合接触面的主要因素。
在机加工工艺中,不管采用何种加工方法加工出的零件表面都不是绝对光滑的,所有的零件表面都有它各自的表面纹理。
通常在机加工要求其配合面积不能小于75%,而表面纹理是与标准面的偏差,这种偏差来源于粗糙度、缺陷以及波纹度,这些因素在实际轴承的装配中,将造成配合面磨损或配合公差不达标等。
因此接触面积减少,配合精度差,过盈量不足等,容易造成轴承位的磨损。
(2)轴承润滑问题
由于水环真空泵两端轴承的是靠润滑脂润滑,设备运行温度较高或密封部件损坏,容易造成轴承内润滑脂流失或润滑性能下降,同时各类粉尘杂质也会进入轴承,设备使用过程中由于润滑不当,将增加轴承的运行阻力甚至造成轴承滚动体卡死,导致轴承运行温度过高,严重时造成轴承烧蚀现象,进而导致轴和轴承的配合部位扭矩增加而发生相对转动。
由于轴承的材质硬度较高,容易造成轴承位的磨损。
轴承由于润滑不良等因素影响轴承使用寿命也是造成轴承位磨损的原因之一。
(3)零部件质量因素
企业在选择设备时,往往结合企业的经济现状考虑设备或零部件的采购成本而忽略设备的实际运行价值。
设备生产厂家也往往根据企业选择的需求降低设备的生产成本,进而导致设备制造时,在材质选择上、制造工艺上降低要求以减少设备的制造成本,所以设备整体质量上会有很大区别。
所以很多设备部件由于材质和制造工艺问题导致设备故障率增加,使用寿命短等问题。
材质问题和制造工艺问题也是转子轴轴承位磨损的主要原因之一。
(4)正常金属疲劳磨损
疲劳磨损也叫接触疲劳,是指当两个接触体相对滚动或滑动时,在接触区形成的循环应力超过材料的疲劳强度的情况下,表面层将引发裂纹,并逐步扩展,最后使裂纹以上的材料断裂剥落下来的磨损过程。
金属疲劳是金属本身的特性,无法避免。
但是可以通过增加配合面积,提高运行维护保养手段,改变金属的热处理工艺,提高配合面的精度等方式来延缓金属疲劳。
(5)轴承质量问题
优质的轴承材质本身刚度好,硬度高,加工精度高,运行平稳,耐磨损性能好,轴承可保持长时间的平稳运行。
但是劣质轴承材质本身性能不确定,加工精度低,硬度低,耐磨性能差等,易产生疲劳磨损,轴承游隙增加,滚珠、保持架、辊道磨损变形,导致设备震动增加,加剧各个部件之间的疲劳磨损。
(6)金属的疲劳特性
“疲劳磨损”是所有金属都具备的特性,任何金属都无法避免疲劳磨损。
3.水环真空泵轴磨损的修复材料
4.水环真空泵轴磨损修复工艺及步骤
(1)修复工艺:
现场修复,采用工装及碳纳米聚合物材料修复工艺。
(2)现场工装修复原理:
前轴肩定位修复原理
后轴肩定位修复原理
(3)修复步骤:
1)首先依据图纸或现场测量制作工装,工装的制作严格按照《索雷工装加工工艺》执行;
2)做好前期准备工作,即设备的拆卸,工装的加工,相关工具和人员的准备工作等,确保足够的施工空间及安全的工作环境;
3)轴表面的初步清理工作,即将轴承位及前轴肩或者后轴肩定位面表面的油污擦拭干净,并去除高点、毛刺、锈层等;
4)测量核实轴承位的宽度,因为一旦轴承位出现磨损,轴承内圈会在轴上转动,也会造成轴向定位面的磨损。
所以测量核实轴承位的宽度非常有必要,必要时需要在轴承内圈定位面上加垫圈以恢复轴承的轴向安装位置;
5)将工装内外表面擦拭干净,并将两个半圆工装紧固好,使用测量工具检测工装的加工精度,包括定位尺寸,修复尺寸及工装内径的圆度等;
6)工装尺寸测量完毕确定合格后进行空试工装。
空试工装前将前轴肩或者后轴肩表面彻底清理干净,然后安装至轴的表面,保证工装安装后不松动,且两个半圆结合面能够紧紧配合在一起;
7)空试工装后,确定工装完全合格的前提下,开始进行下一步的修复工作;
8)表面处理:
使用氧气乙炔对轴承位表面进行烤油处理,直至无火花四溅为止,然后使用磨光机将轴承位表面氧化层打磨干净,露出金属原色;
9)使用99.7%无水乙醇或者丙酮将轴承位表面清洗干净,确保无污物,晾干;
10)使用99.7%无水乙醇或者丙酮将工装内表面、螺栓和螺栓孔、定位销和定位销孔等擦拭干净,晾干;
11)将工装内表面、螺栓、螺栓孔、定位销、定位销孔内擦拭一层SD7000脱模剂,越薄越好,晾干备用;(注意:
擦拭SD7000脱模剂时禁止使用毛刷,可选用棉纱直接擦拭即可。
)
12)根据空试工装时确定的轴承位磨损深度,计算出材料用量;
13)严格按照比例调和索雷碳纳米聚合物材料SD7101H,调和充分无色差;(可选用表面光滑、平整、干净、具有一定强度的平板调和)
14)将调和好的材料迅速涂抹到轴承位的表面:
第一层反复刮压,确保材料与轴承位表面充分粘合,然后再均匀涂抹至整个轴的表面,涂抹厚度略大于轴承位单边磨损量;同时工装内表面也涂抹一层材料;
15)将工装迅速安装到位,紧固好螺栓和安装定位销。
安装工装过程中注意观察工装安装位置,同时紧固工装的过程中避免工装变形;
16)材料固化:
环境温度24℃以上时,材料固化12小时左右即可拆除工装或者加热固化,缩短固化时间;
17)拆除工装时要谨慎,避免拆卸过程中造成材料损伤或脱落;
18)工装拆卸后,可以用磨光机打磨的方式去除多余材料和局部高点;
19)测量核实修复后的尺寸;
20)做好轴承内圈的轴向定位,热装轴承;
21)待轴承完全冷却后,加注润滑脂安装其它部件,方可投入运行。
5.水环真空泵轴磨损修复过程中注意事项
(1)环境温度影响
当室外环境低于15℃时,必须对材料本身及轴承位表面进行升温,建议温度控制在25℃至40℃之间;当环境温度超过40℃时,应严格控制材料的调和时间、涂抹时间及轴承安装时间;
(2)表面处理及清洗
表面保持干燥,露出金属原色且粗糙;清洗表面时只允许使用99.7%的无水乙醇或者丙酮,严禁使用其它类清洗剂清洗表面;
(3)材料固化
当环境温度低于25℃时,工装安装完毕,必须对轴承位两侧进行加热,加热温度控制在60℃-80℃之间,同时对工装表面进行加热,工装表面加热温度不要超过60℃,这样材料可以充分固化。
(4)注意轴承位的轴向磨损宽度
轴向磨损后会改变轴承的安装位置,因此需要提前确认,采取必要的调整措施;
(5)检查紧固轴承锁紧螺母
工作环境存在高温和金属疲劳问题,会导致轴承游隙缩小内径增大或者锁紧部位螺纹松动,因此定期紧固锁紧螺母十分重要,严格按照索雷工艺提出的后期预紧步骤执行,避免配合部位出现间隙。
6.水环真空泵轴磨损修复现场案例展示
 升级会员
升级会员 