铸件检验标准.doc
《铸件检验标准.doc》由会员分享,可在线阅读,更多相关《铸件检验标准.doc(4页珍藏版)》请在冰豆网上搜索。
凤凰光学
集团有限公司
铸件检验规范
文件编号
WI751Q03
版次
A0
页次
1/3
1.目的和适用范围
1.1.1规定了光学设备和影视器材铸件生产过程中的生产和控制规范,对铸造件的毛坯、加工、表面处理等规定了检验标准。
1.1.2本规范对铸件验收生产加工过程中的质量相关因素进行控制,以确保铸件质量满足技术要求:
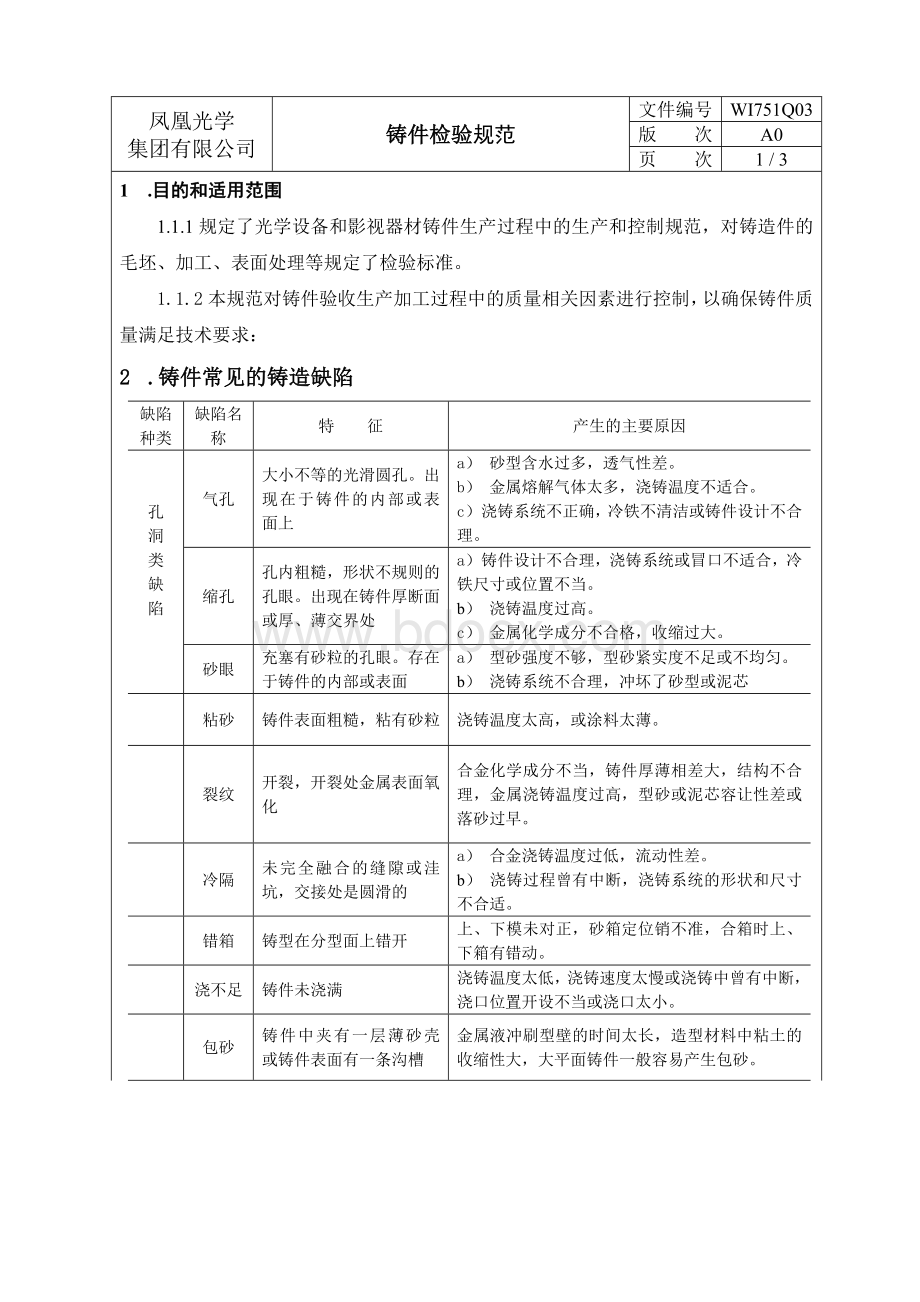
2.铸件常见的铸造缺陷
缺陷种类
缺陷名称
特征
产生的主要原因
孔
洞
类
缺
陷
气孔
大小不等的光滑圆孔。
出现在于铸件的内部或表面上
a)砂型含水过多,透气性差。
b)金属熔解气体太多,浇铸温度不适合。
c)浇铸系统不正确,冷铁不清洁或铸件设计不合理。
缩孔
孔内粗糙,形状不规则的孔眼。
出现在铸件厚断面或厚、薄交界处
a)铸件设计不合理,浇铸系统或冒口不适合,冷铁尺寸或位置不当。
b)浇铸温度过高。
c)金属化学成分不合格,收缩过大。
砂眼
充塞有砂粒的孔眼。
存在于铸件的内部或表面
a)型砂强度不够,型砂紧实度不足或不均匀。
b)浇铸系统不合理,冲坏了砂型或泥芯
粘砂
铸件表面粗糙,粘有砂粒
浇铸温度太高,或涂料太薄。
裂纹
开裂,开裂处金属表面氧化
合金化学成分不当,铸件厚薄相差大,结构不合理,金属浇铸温度过高,型砂或泥芯容让性差或落砂过早。
冷隔
未完全融合的缝隙或洼坑,交接处是圆滑的
a)合金浇铸温度过低,流动性差。
b)浇铸过程曾有中断,浇铸系统的形状和尺寸不合适。
错箱
铸型在分型面上错开
上、下模未对正,砂箱定位销不准,合箱时上、下箱有错动。
浇不足
铸件未浇满
浇铸温度太低,浇铸速度太慢或浇铸中曾有中断,浇口位置开设不当或浇口太小。
包砂
铸件中夹有一层薄砂壳或铸件表面有一条沟槽
金属液冲刷型壁的时间太长,造型材料中粘土的收缩性大,大平面铸件一般容易产生包砂。
凤凰光学
集团有限公司
铸件检验规范
文件编号
WI751Q03
版次
A0
页次
2/3
3.铸件质量检验
3.1.1铸件出现铸造缺陷后,并非都是废品,应根据铸件的具体技术要求判断,判断原则如下:
a)铸件出现铸造缺陷后,其质量达不到技术要求,而又不能修补时,应列为废品;
b)不重要的铸件或铸件的某些部位即使存在铸造缺陷,如不影响使用或者修补后不影响使用时,可以不列为废品;
c)当铸件出现铸造缺陷,即使技术上可以修补,并且修补后不影响使用,但由于经济上不合算,或因此会给企业造成不良影响时,仍应不修补而列为废品。
3.1.2对铸件铸造缺陷的一般要求为:
铸件不允许存在裂纹、冷隔和浇不足等铸造缺陷;
当铸造缺陷位于铸件的加工面上,通过机械加工余量可以去除时;
在非加工面上,缺陷的深度不超过铸件该处厚度的1/10~1/5时(重要铸件或铸件的重要部位取小值,一般铸件或铸件的一般部位取大值)
3.1.3铸件质量检验是铸造生产的重要工序,其主要职能是:
a)为铸件生产和管理部门提供质量信息;保证产品质量。
b)铸件的检验主要包括铸件表面质量检验、铸件内在质量检验以及铸件质量的综合鉴定。
其中,铸件的表面质量包括铸件的表面缺陷、尺寸精度、质量偏差、表面粗糙度等。
c)铸件外观质量优劣影响后续加工工艺、后续加工的消耗,也影响铸件的使用性能。
所有铸件都要按照规定的标准进行外观质量检验。
这些检验又常常需要分多次完成。
例如,铸件铸出后的初检只能发现明显的表面缺陷,细小的表面缺陷则要用专门的设备才能发现。
外部尺寸不难直接测量,内腔的某些形状与尺寸,则要切剖铸件才能测出。
4:
铸件外观质量的检验
4.1.1检验的依据是铸件的有关标准、技术条件和图样。
铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、质量偏差、形状偏差、表面粗糙度和铸件表面清理质量等多方面内容。
4.1.2.铸件上的表面缺陷,应按具体技术要求分为3类。
凤凰光学
集团有限公司
铸件检验规范
文件编号
WI751Q03
版次
A0
页次
3/3
(1)按照技术条件允许存在的缺陷带有这类缺陷的铸件应视为合格。
(2)允许修复的缺陷包括可以铲除的多肉,可以焊补的疵孔,可以校正的变形和可以浸渗处理的渗漏等。
有这类缺陷的铸件,应按要求做好修复工作,然后再次检验。
(3)允许存在但不允许修复的缺陷有这类缺陷的铸件应予以报废。
表面不允许有夹杂、粘砂、砂眼、冷隔、气孔、裂纹等质量问题,冒口处不能有缩松、裂纹。
根据本厂情况特制定铸件表面粗糙度检验要求:
铸件毛坯粘砂应不超过5%,铸件送漆时粘砂、冒口、飞边等缺陷应清除干净,砂眼一般在小于或等于3mm。
5、铸件检验要求
5.1.1为保证铸件的表面质量,检验要求一般规定如下。
①铸件非加工表面上的浇冒口应清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术规定,黑色金属铸件一般允许高出铸件表面1—2mm。
有色金属铸件一般允许高出铸件表面2~3mm,
②在铸件上不允许有裂纹、通孔、穿透性的冷隔和穿透性的缩松、夹渣缺陷。
③铸件非加工表面的毛刺、披锋、粘砂应清理至与铸件面同样平整。
④铸件待加工表面,允许有不超过加工余量范围内的任何缺陷存在,但裂纹缺陷应予清除。
⑤作为加工基准面和测量基准的铸件表面,必须平整。
⑥变形的铸件允许整形(校正),然后逐个检验是否有裂纹。
6.铸件涂装检验要求
6.1.1涂装人员操作时如发现毛坯件有质量问题应及时反馈检验员,对留砂、毛刺、快口、非边、影响喷漆的不合格品可以拒绝加工。
6.1.2对表面质量较差或外观要求较高的零件,操作工必须先刮腻子,用砂纸打磨平整后方可喷漆。
6.1.3涂装工序完成后应进行自检、互检、发现瑕疵应及时补漆,然后交检验员检验。
序号
更改日期
更改内容
更改单位
编制
张宁干
审核
批准
发布日期
2011.01
05
 升级会员
升级会员 