电极头修磨管理办法.doc
《电极头修磨管理办法.doc》由会员分享,可在线阅读,更多相关《电极头修磨管理办法.doc(4页珍藏版)》请在冰豆网上搜索。
XXXXXXXX
编号
XXXXX-001
文件名称
电极头修磨管理方法
管理部门
技术部
编制
审核
批准
会签
颁布日期
2017年月日
页数
4
文件级别
A
1、主题内容
悬挂焊机电极端头的变形和磨损,使接触表面直径增大,焊接电流密度减小,焊点强度降低,形成加热不足及假焊。
因此对电极直径增加规定了范围,超过规定范围,必须进行修整或更换。
2、适用范围
本方法适用XXXX公司
3、主题目的
3.1规范电极头修磨更换标准,提升员工对电极头修磨的质量;
3.2达到年度指标合格率的95%。
4、电极头标准
4.1电极头直径范围(如下表)
电极头直径mm
¢6
¢7
¢8
焊点直径(最大)
¢7
¢8
¢9
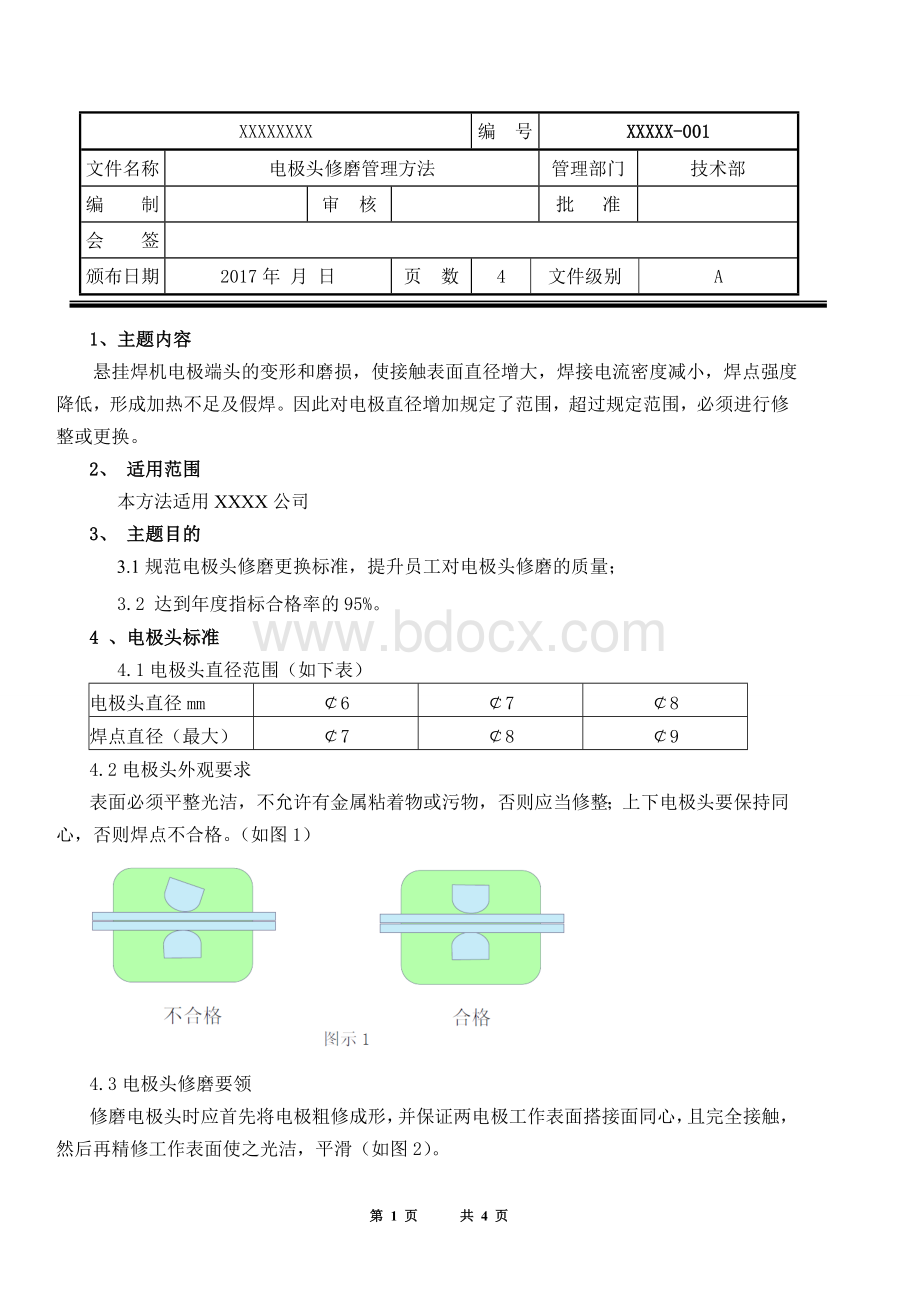
4.2电极头外观要求
表面必须平整光洁,不允许有金属粘着物或污物,否则应当修整;上下电极头要保持同心,否则焊点不合格。
(如图1)
4.3电极头修磨要领
修磨电极头时应首先将电极粗修成形,并保证两电极工作表面搭接面同心,且完全接触,然后再精修工作表面使之光洁,平滑(如图2)。
4.3.1电极头修磨时,要保证上下两个接触面对称(电极接触面),圆心偏差不能大于0.5mm,否则会导致焊接位置的错位,保证不了焊接质量。
4.3.2电极头修磨时,上下接触面要平、不能有缝隙产生,否则导致焊接时飞溅过大,压痕过深,保证不了焊接质量。
4.3.3电极头修磨时,上下两电极接触面不能太大,修磨时要保证电极头直径为6-8mm才能达到焊接标准。
4.3.4更换旧电极头时,要看电极头是否有凸起状态,电极头表面是否有凹坑产生,更换修理时要遵守以上三种操作,才能保证焊接质量和焊接要求,才能符合电极头的使用和更换标准操作规程。
4.4电极头修磨频次
板厚
电极直径(mm)
修磨频次
2.0-4.0
6
500点/次
4.0-6.0
8
300点/次
备注:
外表件位置焊点要求较高,电极头修模频次加大一级。
4.5电极头更换频次
修磨后电极头缩短5mm,必须更换。
具体见下表
电极头型号
电极头实际长度(mm)
需更换长度(mm)
F16×23,J16×23
23
18
F16×20
20
15
F13×20
20
15
5、电极头检查的内容
序号
检查内容
重要度
1
电极头错位;
A
2
电极头漏水;
A
3
电极头端面尺寸不符合要求(6~8mm)
A
4
电极头未及时修磨(300点/次)
A
5
电极头未及时更换(6000点/次)
A
6
电极端面未完全贴合
B
7
电极头顶角修磨不合格(α≥120o)
B
8
电极头粘损。
B
电极头发生以上问题项时,需及时修磨或者更换,并对现场检查结果由班长签字确认。
6、职责
6.1操作工根据电极头修磨标准,每日进行修磨或更换;
6.2班组长每日进行检查,发现电极头或焊点未达到标准时,立即要求操作工进行纠正;
6.3检验员发现焊点未达到标准时,立即要求操作工、班长进行纠正;
6.4车间、技术部安排专人定期进行检查,发现不合格项要求操作工立即纠正,并告知班长;
6.5新员工或转岗员工由班长负责对电极头修磨标准及要领进行宣贯、培训;
7、电极头检查的考评
7.1以重要度划分:
A类每一类不合格考核当事人30元/次起;
B类每一类不合格考核当事人20元/次起;
7.2被检查班组电极头合格率低于80%,班长负班组监管不利考核当班班长30元/次;次月班组检查电极头合格率相对本月降低,按20元起1个百分点对班组处罚,罚款分摊到各班组员工;
每月分车间汇总车间电极头总合格率低于75%,除按标准处罚班组和个人外,主任负员工监管不到位责任,各处罚30元/次;
7.3个人电极头修磨规范标准较好,奖励20元/次;
班组电极头合格率高于93%,奖励班组长50元/次;
班组合格率高于98%以上,奖励班组长80元/次。
8、制度实施
8.1本制度由各班组长、车间主任负责落实实施,公司技术部负责监控.
8.2本制度从签发之日起执行。
9、文件修改记录单
序号
更改页码
修改标记
更改日期
更改通知单编号
更改的主要内容
更改人签名
1
2
3
4
5
第4页共4页
 升级会员
升级会员 