沙拉孔设计标准.doc
《沙拉孔设计标准.doc》由会员分享,可在线阅读,更多相关《沙拉孔设计标准.doc(4页珍藏版)》请在冰豆网上搜索。
科泰精密模具有限公司
模具设计与制作标准之
打沙拉孔设计标准
文件编号
KTBZ1-31
文件版本
1.0
制修订日期
2004-03-10
制定单位
工程部
页次/页数
Page4of4
制定人
谢本良
审批
1.目的:
为规范沙拉孔的展开计算方法及相关模具尺寸和成形方法,制订本文件。
2.范围:
适用于本公司各生产部门之作业。
3.职责:
各相关部门根据本文件要求,尊循并执行之。
4.内容
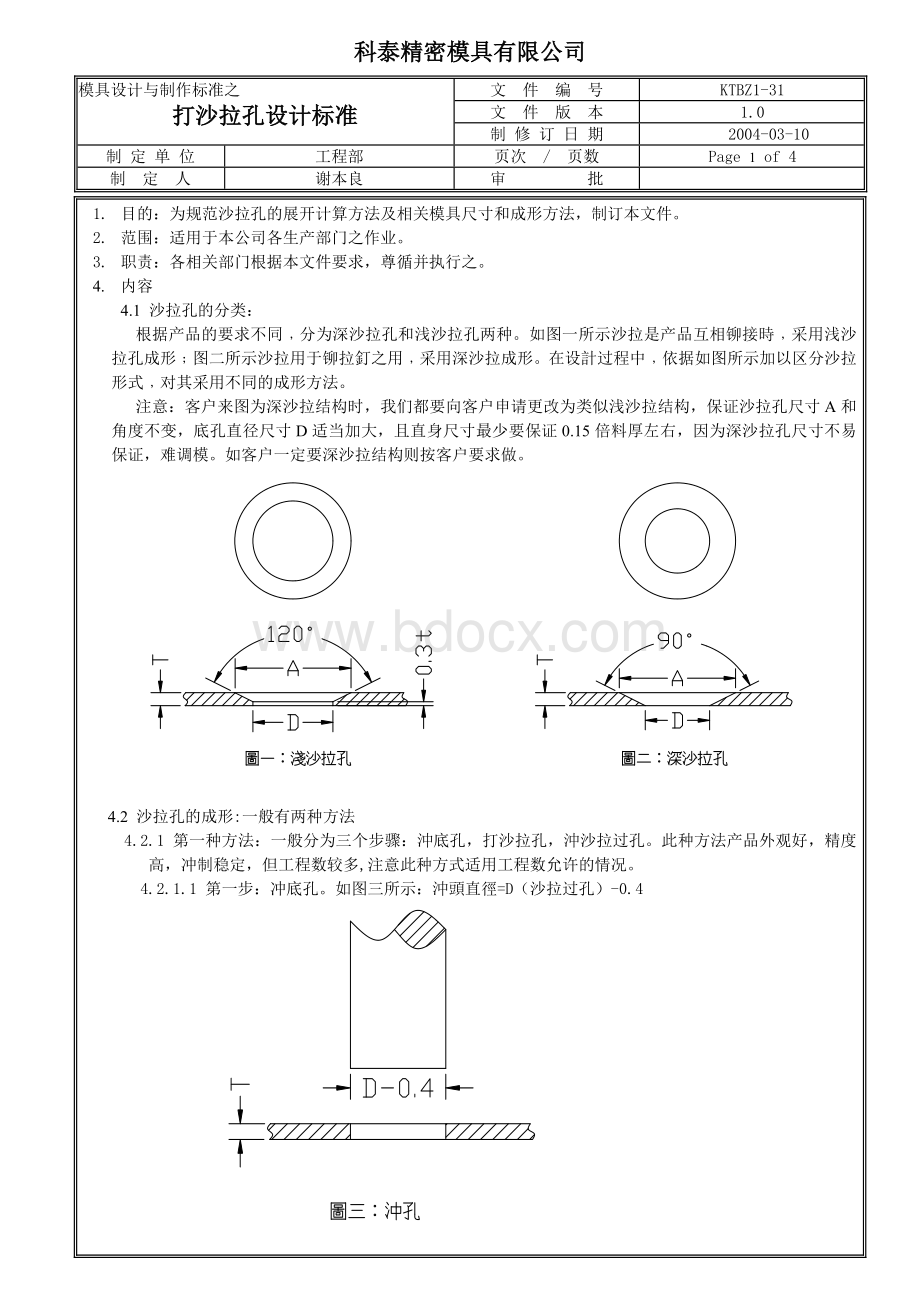
4.1沙拉孔的分类:
根据产品的要求不同﹐分为深沙拉孔和浅沙拉孔两种。
如图一所示沙拉是产品互相铆接時﹐采用浅沙拉孔成形﹔图二所示沙拉用于铆拉釘之用﹐采用深沙拉成形。
在设計过程中﹐依据如图所示加以区分沙拉形式﹐对其采用不同的成形方法。
注意:
客户来图为深沙拉结构时,我们都要向客户申请更改为类似浅沙拉结构,保证沙拉孔尺寸A和角度不变,底孔直径尺寸D适当加大,且直身尺寸最少要保证0.15倍料厚左右,因为深沙拉孔尺寸不易保证,难调模。
如客户一定要深沙拉结构则按客户要求做。
4.2沙拉孔的成形:
一般有两种方法
4.2.1第一种方法:
一般分为三个步骤:
沖底孔,打沙拉孔,沖沙拉过孔。
此种方法产品外观好,精度高,冲制稳定,但工程数较多,注意此种方式适用工程数允许的情况。
4.2.1.1第一步:
冲底孔。
如图三所示:
沖頭直徑=D(沙拉过孔)-0.4
4.2.1.1第二步:
打沙拉孔。
如图四和图五所示:
4.2.1.1第三步:
冲沙拉过孔。
如图六和图七所示:
下模部分做入子。
4.2.1.1.1深沙拉孔沖沙拉过孔时:
冲裁单边间隙固定取0.02;冲头直径=D
4.2.1.1.2浅沙拉孔沖沙拉过孔时:
冲裁单边间隙取过孔截面厚度的5%;冲头直径=D
4.2.2第二种方法:
一般分为两个步骤:
挤凸打沙拉斜面,冲沙拉过孔。
此种方法节省工程,孔径尺寸可保证,但挤压斜面时,冲头受力大,上垫板易打下沉,必须加硬料垫块或时行热处理。
4.2.2.1第一步:
挤凸打沙拉斜面,如图八和图九所示:
4.2.2.2第二步:
冲沙拉过孔﹐如图十和图十一所示:
下模部分做入子
4.2.2.2.1深沙拉孔冲沙拉过孔时:
冲裁单边间隙固定取0.02;冲头直径=D
4.2.2.2.2浅沙拉孔冲沙拉过孔时:
冲裁单边间隙固定取0.02;冲头直径=D
4.2.3第三种方法:
一般分为二个步骤:
沖底孔,打沙拉孔。
此种方法节省工程,但挤斜面时易起毛刺,沙拉孔不精确。
4.2.3.1第一步:
冲底孔﹐如图十二所示:
冲头直径=(D-30%D)mm.
4.2.3.2第二步:
打沙拉。
如图十三、图十四所示:
下模做入块。
 升级会员
升级会员 