基本工序及代码汇总.xls
《基本工序及代码汇总.xls》由会员分享,可在线阅读,更多相关《基本工序及代码汇总.xls(5页珍藏版)》请在冰豆网上搜索。
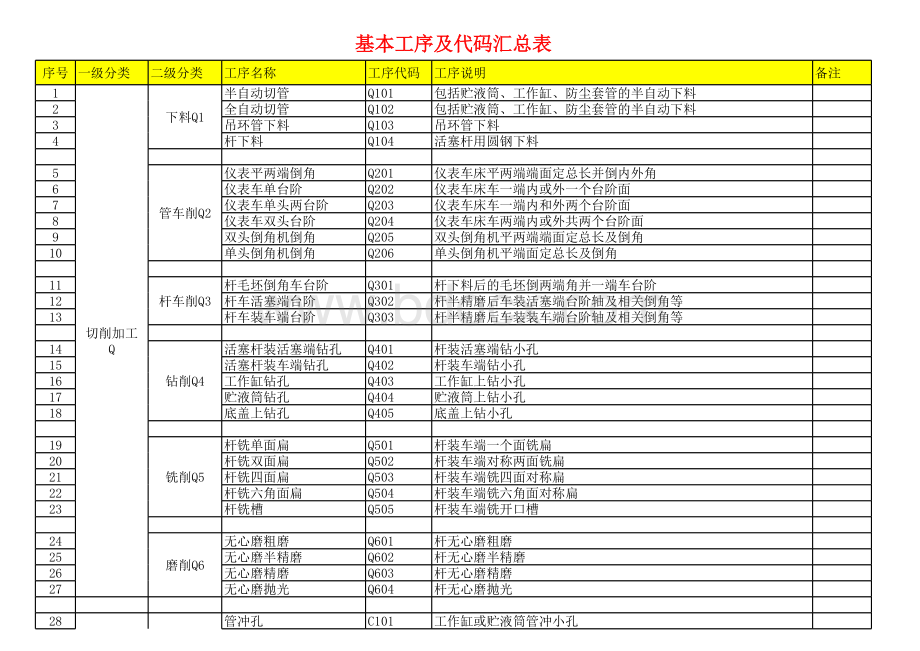
基基本本工工序序及及代代码码汇汇总总表表序号一级分类二级分类工序名称工序代码工序说明备注1切削加工Q下料Q1半自动切管Q101包括贮液筒、工作缸、防尘套管的半自动下料2全自动切管Q102包括贮液筒、工作缸、防尘套管的半自动下料3吊环管下料Q103吊环管下料4杆下料Q104活塞杆用圆钢下料5管车削Q2仪表平两端倒角Q201仪表车床平两端端面定总长并倒内外角6仪表车单台阶Q202仪表车床车一端内或外一个台阶面7仪表车单头两台阶Q203仪表车床车一端内和外两个台阶面8仪表车双头台阶Q204仪表车床车两端内或外共两个台阶面9双头倒角机倒角Q205双头倒角机平两端端面定总长及倒角10单头倒角机倒角Q206单头倒角机平端面定总长及倒角11杆车削Q3杆毛坯倒角车台阶Q301杆下料后的毛坯倒两端角并一端车台阶12杆车活塞端台阶Q302杆半精磨后车装活塞端台阶轴及相关倒角等13杆车装车端台阶Q303杆半精磨后车装装车端台阶轴及相关倒角等14钻削Q4活塞杆装活塞端钻孔Q401杆装活塞端钻小孔15活塞杆装车端钻孔Q402杆装车端钻小孔16工作缸钻孔Q403工作缸上钻小孔17贮液筒钻孔Q404贮液筒上钻小孔18底盖上钻孔Q405底盖上钻小孔19铣削Q5杆铣单面扁Q501杆装车端一个面铣扁20杆铣双面扁Q502杆装车端对称两面铣扁21杆铣四面扁Q503杆装车端铣四面对称扁22杆铣六角面扁Q504杆装车端铣六角面对称扁23杆铣槽Q505杆装车端铣开口槽24磨削Q6无心磨粗磨Q601杆无心磨粗磨25无心磨半精磨Q602杆无心磨半精磨26无心磨精磨Q603杆无心磨精磨27无心磨抛光Q604杆无心磨抛光28冲压及成形加工C冲压C1管冲孔C101工作缸或贮液筒管冲小孔29杆端冲内六角孔C102活塞杆装车端冲内六角孔30杆冲压下料C103活塞杆用圆钢冲压下料31贮液筒成形C2贮液筒单头缩/扩口C201贮液筒单头缩/扩口32贮液筒双头缩/扩口C202贮液筒双头缩/扩口33贮液筒胀凸台C203贮液筒胀凸台34贮液筒胀凸点C204贮液筒胀凸点35贮液筒压扁C205贮液筒压扁36贮液筒压凹槽C206贮液筒压凹槽37贮液筒滚凹槽C207贮液筒滚凹槽38工作缸成形C3工作缸压凹槽C301工作缸压凹槽39工作缸滚凹槽C302工作缸滚凹槽40焊接及热处理T凸焊焊接T1底盖与吊环等凸焊T101底盖与吊环/连接螺栓/定位盖/接合叉等凸焊焊接41杆与吊环等凸焊T102活塞杆与吊环/连接螺栓等凸焊焊接42小支架与管等凸焊T103油管支架/连接支架/球头拉杆等与贮液筒管或托架总成等的凸焊43油封座及盖片凸焊T104油封座及盖片凸焊44防尘盖与盖片凸焊T105防尘盖与盖片凸焊45螺母体与扳手盖凸焊T106螺母体与扳手盖凸焊46缝焊焊接T2封底缝焊T201贮液筒及底盖封底缝焊47封口缝焊T202贮液筒及油封座封口缝焊48防尘罩缝焊T203防尘罩及盖缝焊49点焊焊接T3活塞杆限位垫点焊T301活塞杆及限位垫点焊50防尘罩点焊T302防尘罩及盖点焊51小支架等与螺母点/凸焊T303油管支架/连接支架/接合叉等与螺母的点/凸焊52CO2焊接T4双枪焊托架弹簧盘T401双枪焊贮液筒/底盖/托架总成和弹簧盘53双枪加强焊吊环T402双枪加强焊吊环与活塞杆/底盖等54单枪加强焊连接螺栓T403单枪整周加强焊连接螺栓与底盖55单枪加强焊托架总成T404单枪整周加强焊托架总成56单枪焊弹簧盘T405单枪整周焊弹簧盘冲压及成形加工C冲压C1基基本本工工序序及及代代码码汇汇总总表表序号一级分类二级分类工序名称工序代码工序说明备注57单枪贮液筒封底焊接T406单枪贮液筒及底盖封底焊接58定位焊拉杆支架T407定位焊拉杆支架59加强焊小支架T408加强焊小支架60Ar弧焊接T5弹簧盘Ar焊定位焊T501弹簧盘Ar焊定位焊61杆Ar焊整周加强焊T502活塞杆Ar焊整周加强焊62杆Ar焊加强三点焊T503活塞杆Ar焊加强三点焊63热处理T6杆高频淬火T601活塞杆高频淬火处理64杆回火T602活塞杆高频淬火后的回火处理65杆去氢处理T603活塞杆镀铬后的去氢处理66压装及装配Y压装Y1压装托架总成Y101托架总成压装到贮液筒67压装底盖Y102底盖压装到贮液筒上68压装托架总成和底盖Y103托架总成和底盖压装到贮液筒上69压装防尘罩盖Y104防尘罩盖压装到活塞杆上70压装油封Y105油封压装到油封座中71压装导向器衬套Y106导向器衬套压装到导向器中72压装底阀分总成Y107底阀分总成和工作缸压装73压装油封导向总成Y108油封导向总成压装74压装橡胶衬套Y109吊环橡胶衬套压装到吊环中75压装防尘盖及其总成Y110防尘盖及其总成压装到贮液筒上端头76压装限位垫圈Y111限位垫圈压装到活塞杆上77压装支柱总成Y112大弹簧压装并装顶胶等支柱总成装配78气压打带/钩Y113气压产品打带或打钩79压装垫片Y114橡胶衬套端面压装垫片80组装Y2油封抹油脂Y201在油封内唇口中涂抹润滑油脂81底阀分总成组装Y202底阀分总成组装82油封导向总成组装Y203油封导向总成套装在活塞杆上83活塞阀分总成组装Y204活塞阀分总成组装到活塞杆端头上84复原阀螺母拧紧Y205复原阀螺母拧紧85复原阀螺母冲铆Y206复原阀螺母冲铆86工作缸外套装气囊Y207转向减震器在工作缸外套装气囊及其总成基基本本工工序序及及代代码码汇汇总总表表序号一级分类二级分类工序名称工序代码工序说明备注87工作缸放入贮液筒总成Y208将压好底阀的工作缸放入贮液筒分总成中88注油Y209注油89杆装入工作缸Y210将装配好活塞阀分总成的活塞杆装入工作缸中90Y21191封口翻边Y212产品成口冷翻边封口92喷漆包装P喷漆P1工件拉伸P101将待喷漆的产品在上挂前拉开伸到最大尺寸93工件上挂P102将待喷漆的产品挂上流水线94脱脂处理P103在前处理线上进行的产品去油脂清洗95表调P104产品磷化前的表面中和调整处理96磷化P105产品表面磷化处理97水漂洗P106脱脂或磷化处理后清水漂洗98吹水P107喷漆前处理完成的产品人工用压缩空气吹水99脱水烘干P108磷化处理后的水份烘干100杆上保护套P109在喷漆前将裸露在外的活塞杆用保护套等裹起来101前补漆P110自动喷漆前的人工补漆102自动静电喷漆P111欧米茄自动静电喷漆103后补漆P112自动喷漆后的人工补漆104烤漆P113喷漆后的油漆烤干105工件下挂P114将喷漆好的产品从流水线上取下来并放到包装流水线上106包装P2吊环翻边P201吊环压装橡胶衬套后两端面翻边107充气P202气压产品充入高压氮气108补漆P203对产品成品上局部未喷好漆的地方手工涂漆109擦油漆P204将活塞杆上粘附的油漆擦试干净110上螺母P205将装车螺母上到活塞杆装车端上111涂防锈油P206在活塞杆装车端涂防锈油112装塑料袋P207将产品装入塑料袋子113贴标签P208在内盒或外箱上贴标签114折/粘内盒P209折或粘内盒115折外箱P210折外箱并用不干胶封底116装内盒P211将产品成品装入内盒中并封口117装外箱P212将产品装入外箱并封箱118打包P213产品外箱打包基基本本工工序序及及代代码码汇汇总总表表序号一级分类二级分类工序名称工序代码工序说明备注119包附件包P214对于不直接装在产品上的附件零配件用塑料袋装起来并封口120其它W清洗W1工作缸粗洗W101对刚下料的工作缸管进行初步除油清洗121贮液筒粗洗W102对刚下料的贮液筒管进行初步除油清洗122防尘套管粗洗W103对刚下料的防尘套管进行除油清洗123防尘套管磷化W104对加工好的防尘套管进行磷化处理124工作缸精洗W105对加工好的工作缸精洗125贮液筒精洗W106对加工好的贮液筒精洗126贮液筒分总成精洗W107对焊接好的贮液筒分总成精洗管内壁(并吹干)127通过式清洗W108在通过式清洗线上清洗零部件128内部件超声波清洗W109在超声波清洗槽中清洗内部零部件129滚字/滚丝W2滚字W201在贮液筒或防尘套管上滚字130滚杆复原端螺纹W202活塞杆滚复原端螺纹滚杆装车端螺纹W203活塞杆滚装车端螺纹测试W3贮液筒焊接试漏W301贮液筒底盖底部焊接试漏工作缸通芯棒检测W302工作缸用芯棒通过以检测其内孔尺寸及圆柱度131示功测试W303产品封口前的示功性能测试基基本本工工序序及及代代码码汇汇总总表表序号一级分类二级分类工序名称工序代码工序说明备注
 升级会员
升级会员 