量规设计基础讲课讲稿.docx
《量规设计基础讲课讲稿.docx》由会员分享,可在线阅读,更多相关《量规设计基础讲课讲稿.docx(13页珍藏版)》请在冰豆网上搜索。
量规设计基础讲课讲稿
量规设计基础~
5.1概述
光滑极限量规是一种没有刻度的专用检验工具,用光滑极限量规检验零件时,只能判断零件是否在规定的验收极限范围内,而不能测出零件实际尺寸和形位误差的数值。
其特点是:
结构简单,使用方便、可靠,验收效率高。
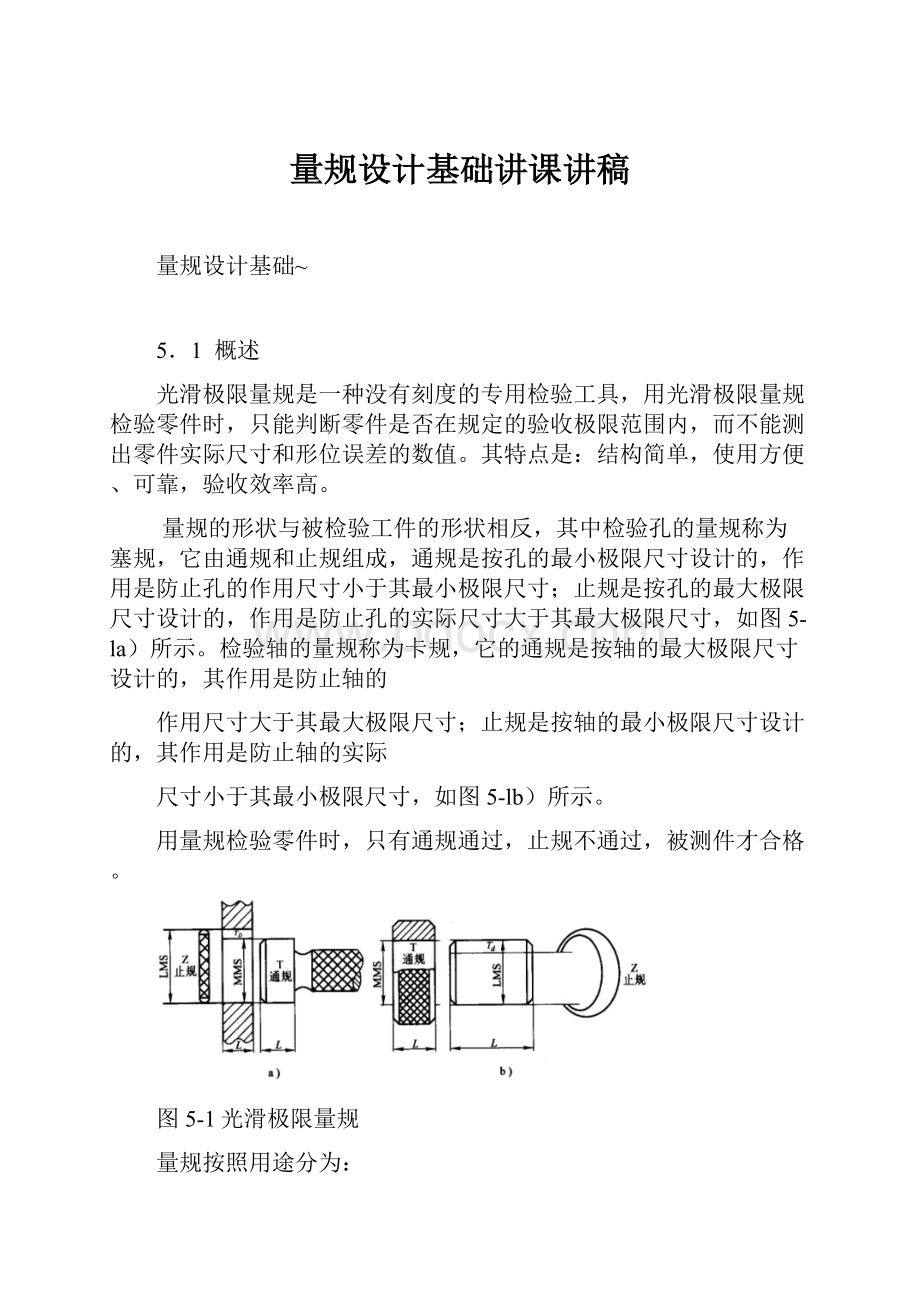
量规的形状与被检验工件的形状相反,其中检验孔的量规称为塞规,它由通规和止规组成,通规是按孔的最小极限尺寸设计的,作用是防止孔的作用尺寸小于其最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于其最大极限尺寸,如图5-la)所示。
检验轴的量规称为卡规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的
作用尺寸大于其最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际
尺寸小于其最小极限尺寸,如图5-lb)所示。
用量规检验零件时,只有通规通过,止规不通过,被测件才合格。
图5-1光滑极限量规
量规按照用途分为:
1.工作量规
在零件制造过程中,生产工人检验工件时所使用的量规称为工作量规。
通规用代号T表示,止规用代号Z表示。
通常使用新的或者磨损较少的量规作为工作量规。
2.验收量规
检验人员或者用户代表验收工件时所用的量规称为验收量规。
验收量规不需要另行制造,一般选择磨损较多或者接近其磨损极限的工作量规作为验收量规。
3.校对量规
用于检验轴用工作量规的量规称为校对量规,由于孔用工作量规使用通用计量器具检验,所以不需要校对量规。
校对量规有以下几种:
校通一通(TT)是检验轴用工作量规通规的校对量规。
校对时,应该通过,否则通规不合格。
校止一通(ZT)是检验轴用工作量规止规的校对量规。
校对时,应该通过,否则止规不合格。
校通一损(TS)是检验轴用工作量规通规是否达到磨损极限的校对量规。
校对时,应该不通过轴用工作量规(通规),否则该通规已到或者超过磨损极限,不应该再使用。
5.2量规尺寸及公差带
量规是专用量具,它的制造精度要求比被检验工件更高,但不能将量规工作尺寸正好加工到某一规定值,故对量规工作尺寸也要规定制造公差。
5.2.1工作量规基本尺寸
工作量规中的通规是用来检验工件的作用尺寸是否超过最大实体尺寸(轴的最大极限尺寸或者孔的最小极限尺寸),工作量规中的止规是检验工件的实际尺寸是否超过最小实体尺寸(轴的最小极限尺寸或孔的最大极限尺寸),各种量规即以被检验的极限尺寸为基本尺寸。
5.2.2工作量规公差带
通规在使用过程中,常常与工件相接触,不可避免地发生磨损而使尺寸发生变化,为使通规有一个合理的使用寿命,除规定量规的制造公差外,还必须对通规规定磨损公差和磨损极限。
止规由于不经常通过零件,磨损量少,所以只规定了制造公差。
1.制造公差国家标准规定量规的公差带不得超越工件的公差带。
通规的制造公差带对称于Z值(称为公差带位置要素),其允许磨损量以工件的最大实体尺寸为极限;止规的制造公差带是从工件的最小实体尺寸算起,分布在尺寸公差带之内。
其公差带分布如图5-2所示。
工作量规的制造公差T和通规公差带位置要素Z是综合考虑了量规的制造水平和一定的使用寿命,按被检验零件的公差等级和基本尺寸给定的。
具体数值见表5-1。
2.磨损极限通规的磨损极限尺寸就是零件的最大实体尺寸。
由图5-2所示的几何关系,可以得出工作量规上、下偏差的计算公式,见表5-2。
图5-2量规公差带
3.验收量规公差带
表5-1IT6—IT11级工作量规制造公差与位置要素值(单位:
um)
工件基本
尺寸/mm
IT6
IT7
IT8
IT9
IT10
IT11
TI6
T
Z
IT7
T
Z
IT8
T
Z
IT9
T
Z
IT10
T
Z
IT11
T
Z
≤3
6
1
1
10
1.2
1.3
14
1.6
2
25
2
3
40
2.4
4
60
3
6
>3~6
8
1.2
1.4
12
1.4
2
18
2
2.6
30
2.4
4
48
3
5
75
4
8
>6~10
9
1.4
1.6
15
1.8
2.4
22
2.4
3.2
36
2.8
5
58
3.6
6
90
5
9
>10~18
11
1.6
2
18
2
2.8
27
2.8
4
43
3.4
6
70
4
8
110
6
11
>18~30
13
2
2.4
21
2.4
3.4
33
3.4
5
52
4
7
84
5
9
130
7
13
>30~50
16
2.4
2.8
25
3
4
39
4
6
62
5
8
100
6
11
160
8
16
>50~80
19
2.8
3.4
30
3.6
4.6
46
4.6
7
74
6
9
120
7
13
190
9
19
>80~120
22
3.2
3.8
35
4.2
5.4
54
5.4
8
87
7
10
140
8
15
220
10
22
表5-2工作量规极限偏差的计算
在量规国家标准中,没有单独规定验收量规公差带,但规定了检验部门应该使用磨损较多的通规,用户代表应使用接近工件最大实体尺寸的通规以及接近工件最小实体尺寸的止规。
4.校对量规公差带
如前所述,只有轴用量规才有校对量规。
“校通一通”量规(TT)其作用是防止轴用通规尺寸过小,其公差带从通规的下偏差算起,向轴用通规公差带内分布。
“校止一通”量规(ZT)其作用是防止轴用止规尺寸过小,其公差带是从止规的下偏差起,向轴用止规公差带内分布。
“校通一损”量规(ST)其作用是防止通规在使用中超过磨损极限,其公差带是从通规的磨损极限起,向轴用通规公差带内分布。
校对量规的尺寸公差TP为工作量规尺寸T公差的一半,校对量规的形状公差应控制在其尺寸公差带内。
5.3工作量规设计
5.3.1量规设计的原则及其结构
光滑极限量规的设计应符合极限尺寸判断原则(泰勒原则),即孔或轴的作用尺寸不允许超过最大实体尺寸,在任何位置上的实际尺寸不允许超过最小实体尺寸。
其尺寸关系:
对于孔:
DM(Dmin)≤DfeDa≤DL(Dmax)
对于轴:
dL(dmin)≤dadfe≤dM(dmax)
根据这一原则,通规应设计成全形的,即除其尺寸为最大实体尺寸外,其轴向长度还应与被检工件的长度相同。
若通规不是全形规,会造成检验错误。
图5-3为用通规检验轴的示例,轴的作用尺寸已经超过最大实体尺寸,为不合格件,通规应不通过,检验结果才是正确的,但是不全形的通规却能通过,造成误判。
止规用于检验工件的实际尺寸,理论上其形状应该为不全形(两点式),否则也会造成检验误差。
止规形状不同对检验结果的影响如图5-4所示,轴在y—y方向的实际尺寸已经超出最小实体尺寸(轴的最小极限尺寸),正确的检验情况是:
止规在该位置上通过,从而判断出该轴不合格。
但用全形止规检验时,因其他部位的阻挡,却通不过该轴,造成误判。
所以符合极限尺寸判断原则的通规,其结构形式为全形规,而止规的结构则应为点状,即非全形规。
图5-3通规形状对检验的影响
但在实际应用中,为了便于使用和制造,极限量规常偏离了上述原则。
例如,为了使用已标准化的量规,标准通规的长度常常不等于工件的配合长度;对大尺寸的孔和的塞规(杆规和卡规)检验,以代替笨重的全形塞规。
再比如,因环规通规不能检验正在顶尖上加工的工件及曲轴,而允许用卡规代替。
对于止规,由于测量时,点接触易于磨损,故止规不得不以小平面、圆柱面或者球面代替。
检验小孔用的止规,为制造方便和增加刚度,常常采用全形塞规;检验薄壁工件时,为了防止两点状止规造成工件变形,也采用全形止规。
图5-4止规形状对检验的影响
为了尽量避免在使用中因偏离泰勒原则检验时造成的误差,操作时一定要注意。
例如,使用非全形的通端塞规时,应在被检验孔的全长上,沿圆周的几个位置上检验;使用卡规时,应在被检验轴的配合长度内的几个部位,并围绕被检验轴圆周的几个位置上检验。
选用量规结构形式时,必须考虑工件的结构、大小、产量和验收效率等。
图5-5列出了不同尺寸范围下的通规、止规的型式及应用范围。
图5-5a)为孔用量规,图5-5b)为轴用量规。
图5-6分别给出了几种常用的轴用、孔用量规的结构型式,供设计时使用,图5-6a)为轴用量规,图5-6b)、图5-6c)和图5-6d)为非全形孔用量规。
5.3.2工作量规设计举例
光滑极限量规工作尺寸计算的一般步骤如下:
(1)按照极限与配合(GB/T1800.3─1998)确定孔、轴的上、下偏差。
(2)按照表5-1查出工作量规制造公差T值和位置要素Z值。
按工作量规制造公差T,确定工作量规形状公差。
(3)计算各种量规的极限偏差或工作尺寸,画出公差带图。
例5-1设计检验Ф30H8/f'7
孔、轴用工作量规。
解:
(1)确定量规的类型。
参考图5-5,检验Φ30H8的孔用全形塞规,检验Φ30f7的轴用卡规。
(2)查表1-3、表1-5、表1-6得Φ30H8/f7孔、轴尺寸标注分别为Φ30H8(
)、Φ30ff7(
)。
(3)计算各种量规的极限偏差:
1)Ф30H8孔用塞规
通规上偏差=EI+Z+
=(0+0.005+0.0017)mm=+0.0067mm
下偏差=EI+Z-
=(0+0.005-0.0017)mm=+0.0033mm
图5-5量规型式及尺寸应用范围
a)孔用量规型式和应用尺寸范围b)轴用量规型式和应用尺寸范围
图5-6常用量规结构型式
磨损极限=EI=0
止规上偏差=ES=+0.033mm
下偏差=ES-T=(+0.033-0.0034)mm=+0.0296mm
2)Ф30f7轴用卡规
通规上偏差=es-Z+
=(-0.020-0.0034+0.0012)mm=-0.0222mm
下偏差=es-Z-
=(-0.020-0.0034-0.0012)mm=-0.0246mm
磨损极限=es=-0.020mm
止规上偏差=ei+T=(-0.041+0.0024)mm=-0.0386mm
下偏差=ei=-0.041mm
将计算结果列于表5-3。
表5-3量规工作尺寸计算(单位:
mm)
(4)绘制工作量规的公差带图(图5-7)。
量规的标注方法如图5-8所示。
图5-7孔、轴工作量规的公差带图
5.3.3量规的其他技术要求
1.量规的材料
量规的材料可用淬硬钢(碳素工具钢、合金工具钢)和硬质合金,也可在测量面上镀以耐磨材料。
图5-8量规的标注方法
2.量规工作面硬度
量规测量表面的硬度对量规使用寿命有一定影响,其测量面的硬度应为HRC58―65。
3.量规的形位公差
量规的形位公差应控制在尺寸公差带内,形状公差为尺寸公差的50%,考虑到制造和测量的困难,当量规尺寸公差小于0.001mm时,其形状公差仍取0.00lmm。
4.量规工作面的粗糙度
量规测量面的粗糙度主要从量规使用寿命、工件表面粗糙度以及量规制造的工艺水平考虑。
一般量规工作面的粗糙度应比被检工件的粗糙度要求更严格些,量规测量面粗糙度要求可以参照表5-4选取。
表5-4量规测量面的表面粗糙度参数Ra值(单位:
um)
工作量规
工件基本尺寸/mm
≤120
>120~315
>315~500
Ra/μm
IT6级孔用量规
≤0.025
≤0.05
≤0.1
IT6至IT9级轴用量规
IT6至IT9级孔用量规
≤0.05
≤0.2
≤0.2
IT10至IT12级孔、轴用量规
≤0.1
≤0.2
≤0.4
IT13至IT16级孔、轴用量规
≤0.2
≤0.4
≤0.4
本章小结
光滑极限量规是依照极限尺寸判断原则设计的量规,简称量规。
检验孔用的量规称为塞规,检验轴用的量规称为环规或卡规。
量规由通规(通端)和止规(止端)组成。
通规和止规是成对使用的。
检验时,通规通过被检轴、孔则表示工件的作用尺寸没有超出最大实体边界;而止规不通过,则说明该工件实际尺寸也正好没有超越最小实体尺寸,故零件合格。
根据用途不同,量规分为工作量规、验收量规和校对量规三种。
工作通规公差带由制造公差和磨损公差两部分组成。
工作止规公差带只有制造公差。
习题五
5-l光滑极限量规分几类?
各有什么用途?
为什么孔用工作量规没有校对量规?
5-2光滑极限量规有何特点?
如何判断工件的合格性?
5-3光滑极限量规的设计原则是什么?
并说明其含义。
5-4量规的工作尺寸在工作图上如何标注?
5-5设计检验Ф50H7/t6
配合的孔、轴工作量规,并画出公差带图。
 升级会员
升级会员 