焊接材料工艺.docx
《焊接材料工艺.docx》由会员分享,可在线阅读,更多相关《焊接材料工艺.docx(6页珍藏版)》请在冰豆网上搜索。
焊接材料工艺
焊接材料工艺
焊接材料使用区分
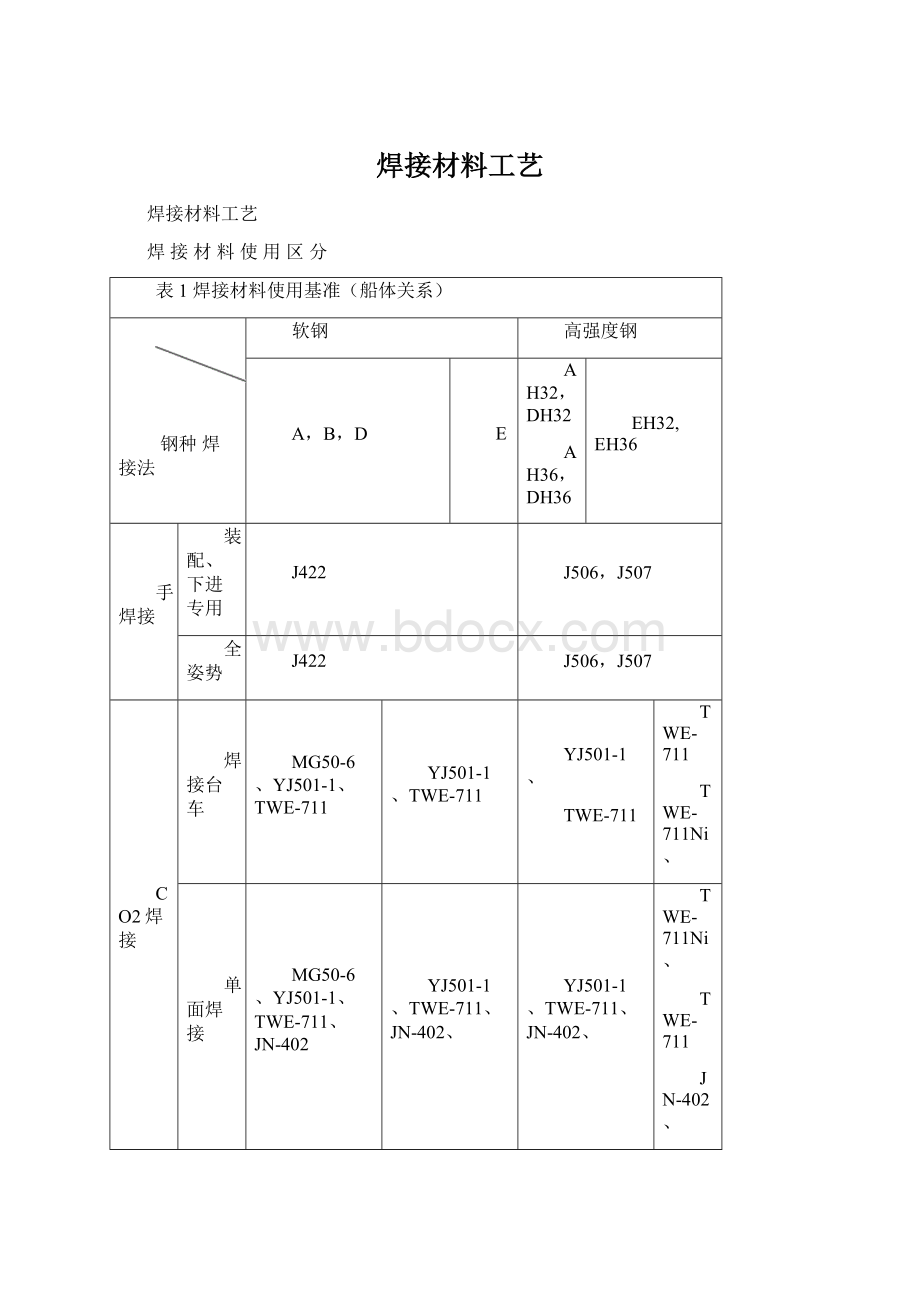
表1焊接材料使用基准(船体关系)
钢种焊接法
软钢
高强度钢
A,B,D
E
AH32,DH32
AH36,DH36
EH32,EH36
手焊接
装配、下进专用
J422
J506,J507
全姿势
J422
J506,J507
CO2焊接
焊接台车
MG50-6、YJ501-1、TWE-711
YJ501-1、TWE-711
YJ501-1、
TWE-711
TWE-711
TWE-711Ni、
单面焊接
MG50-6、YJ501-1、TWE-711、JN-402
YJ501-1、TWE-711、JN-402、
YJ501-1、TWE-711、JN-402、
TWE-711Ni、
TWE-711
JN-402、
双面焊接或
填角焊
MG50-6、YJ501-1、TWE-711
YJ501-1、TWE-711
YJ501-1、
TWE-711
TWE-711
TWE-711Ni、
埋弧焊
两面埋弧焊
H08A*HJ431
H10Mn2*SJ101
注:
1.异强度钢接缝(软钢*高强度钢)应使用高强度钢的焊接材料。
2.异钢种的接缝(D级钢*E级钢)应使用低钢种的焊接材料。
3.高强度钢的焊接材料也可用于软钢的焊接,但应按照高强度钢的焊接要领施工。
表二焊接材料使用基准(舾装关系)
母材焊接法
手焊
CO2
TIG焊
钎焊
碳素钢管
J422、KS-8
DW-100
TGS-50
SIL1023*F10A-2
铝铜管
COPSIL-5
SUS304、SUS304L
NICE-308L
JS-308L
DW-308L
TFW-308L
SUS316L
DW-316L
TFW-316L
TGS-316L
SUS304*碳素钢管
SUS304L*碳素钢管
NICE-309L
JS-309L
DW-309L
TWF-309L
TGS-308L
TGS-309L
马里洛管
MarilloyPipe
RS-55
SF-55RS
YM-55RSA
YT-55RS
制造部
引弧板使用基准
作业基准
内业科
制-船-焊-WP-01
1、目的
明确焊接时使用引熄弧板的规格、必用范围,保证工场的焊接质量。
2、引熄弧板规格
代号
适用
尺寸
材质
A
手焊或CO2焊
50
30
软钢
B
SAW焊
HT
C
弧形端部
HT
不正确使用方法:
严禁使用:
正确使用:
解释
焊接时起弧和收弧时电流和电压是不稳定的所以一定要正确的使用引弧和熄弧板,才能保证焊缝的融合。
承认
查阅
作成
焊接方法
焊条或焊丝规格
电流(A)
电压(V)
焊速(mm/s)
焊条电弧焊
φ2.5
70~110
23~26
1.0~1.5
φ3.2
110~140
24~26
1.5~2.0
φ4.0
160~180
25~27
2.0~2.5
φ5.0
190~250
25~28
2.5~3.0
埋弧自动焊
φ3.0
380~500
30~36
28~32m/h
φ4.0
600~700
28~40
28~32m/h
φ5.0
700~850
30~42
28~32m/h
埋弧自动焊接工艺参数
对接方式
厚度mm
焊丝直径
焊接电流
焊接电压
焊接速度cm/min
不打坡口直接对接,拼板时有1-1.5mm缝隙
10mm正面
∮4mm
500-530
31
46mm
10mm反面
∮4mm
560-580
32
46mm
12mm正面
∮4mm
620-640
34
41mm
12mm反面
∮4mm
680-700
34
41mm
14mm正面
∮4mm
680-700
36
41mm
14mm反面
∮4mm
730-750
39
40mm
15mm正面
∮5mm
810-830
34-36
50mm
15mm反面
∮5mm
850-870
36-38
40mm
18mm正面1
∮5mm
450-460
30-32
40mm
18mm正面2
∮5mm
600-620
33-34
42mm
18mm反面
∮5mm
620-640
34-36
42mm
20mm正面1
∮5mm
450-460
30-32
40mm
20mm正面2
∮5mm
640-660
33-35
40mm
20mm反面
∮5mm
660-680
34-36
42mm
25mm正面1
∮5mm
620-640
32-33
44-46
25mm正面2
∮5mm
720-740
34-36
46-48
25mm反面
∮5mm
720-740
34-36
46-48
30mm正面1
∮5mm
450-550
32-33
48-50
30mm正面
∮5mm
550-600
33-36
40-43
30mm反面
∮5mm
450-550
32-33
48-50
30mm反面
∮5mm
450-550
32-33
40-43
30mm以上
∮5mm
450-850
32-40
38-45
1:
焊缝外观检查余高控制在2mm-3mm,焊缝的有效宽度为破口加上4mm-6mm
2:
现在的焊接参数要根据设备的不同来调节,现在的速度是厘米/分。
 升级会员
升级会员 