卷绕机操作规程.docx
《卷绕机操作规程.docx》由会员分享,可在线阅读,更多相关《卷绕机操作规程.docx(11页珍藏版)》请在冰豆网上搜索。
卷绕机操作规程
1、开机
1.1确认外部电源、气源处于正常开启状态。
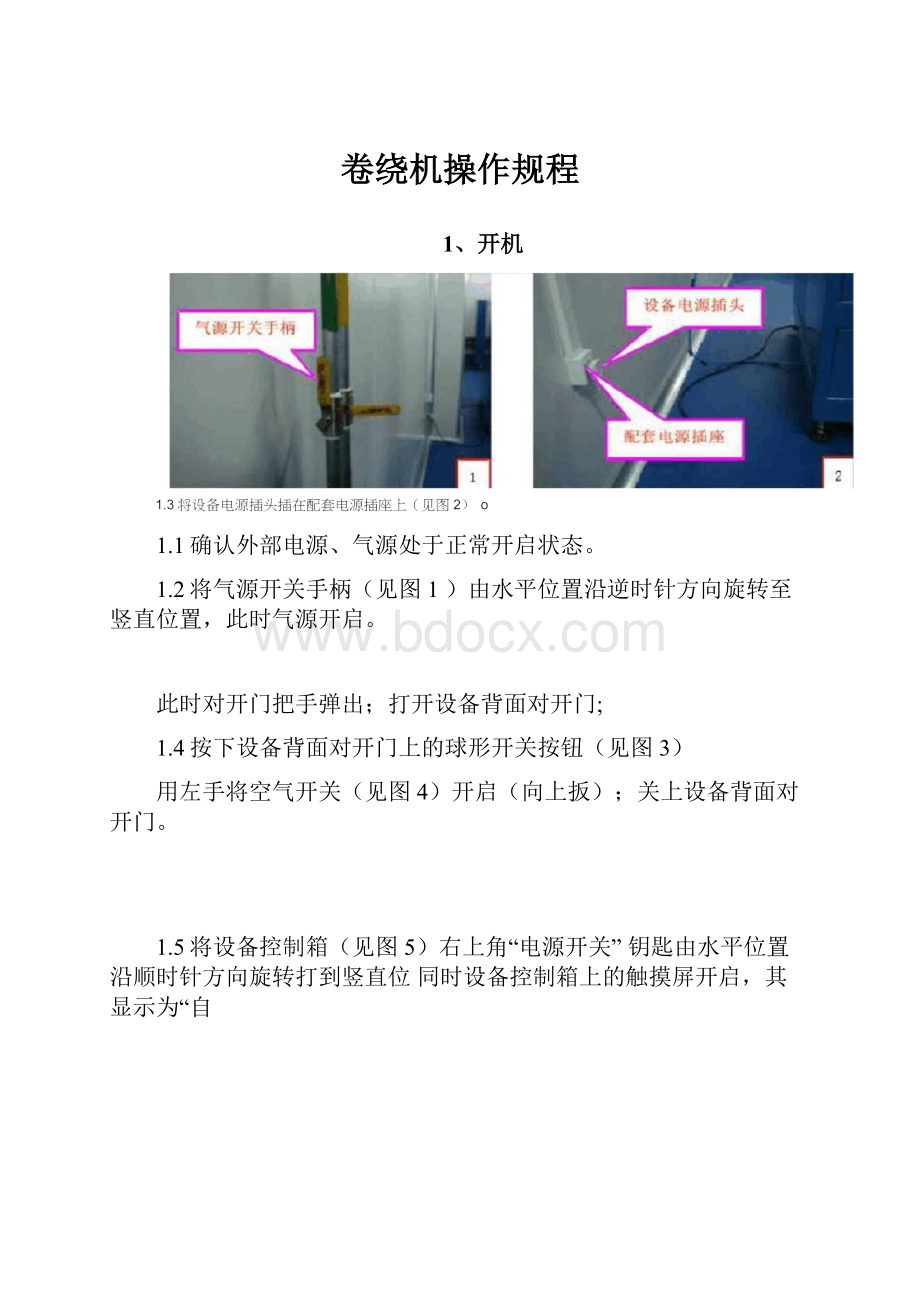
1.2将气源开关手柄(见图1)由水平位置沿逆时针方向旋转至竖直位置,此时气源开启。
此时对开门把手弹出;打开设备背面对开门;
1.4按下设备背面对开门上的球形开关按钮(见图3)
用左手将空气开关(见图4)开启(向上扳);关上设备背面对开门。
1.5将设备控制箱(见图5)右上角“电源开关”钥匙由水平位置沿顺时针方向旋转打到竖直位同时设备控制箱上的触摸屏开启,其显示为“自
置;此时设备控制箱上的“电源指示灯”点亮;动运行画面”画面(见图6)o
2.设置配方(此步骤由工序主管操作)
2.1在触摸屏上按下“参数画面”键,进入“配方参数设定”画面(见图7)o
2.2点击“添加配方”输入区,输入区弹出对话框(见图7);按下相应数字,输入五位数字代码,
按下uENT”键进行确认;此时对话框消失,“添加配方”输入区显示已输入的五位数字代码。
2.3按下“速度参数”键,进入“速度参数设定”画面(见图8)o
2.4根据工艺参数表要求,依次输入“原点脉冲”(A)、“首卷速度”(B)、“入片速度”(C)、“卷绕
速度”(D)、“尾卷速度”(E)、“胶带速度”(F)、“反卷速度”(G)等参数(参数输入方法见22相关容)。
(/、200、200、200、200、300、200)
2.5按下“长度参数”键,进入“长度参数设定”画面(见图9)o
2.8按下“添加?
”键,完成添加设置;此时五位数字代码自动按顺序显示在屏幕上方表中,同时“添加配方”输入区显示的五位数字代码消失归零。
2.9“删除配方”的操作方法参照“添加配方”操作
方
法中的步骤2.2和步骤2.8的相关容;此时五位数字代码自动从屏幕上方「9的配方表中消失。
2.10按下“退出设置”键,完成配方设置;同时返回“系统菜单”画面(见图10)O
3、定位
3.1定位导轨(此步骤由工序主管操作)
3.1.1松开导轨调节边(见图11)上的螺钉;根据工艺参数表要求,调节上、下导轨(见图12)宽度(P、Q),确认导轨宽度符合工艺参数表要求(用准确度不低于0.2mm的游标卡尺测量);锁紧导轨调节边上的螺钉。
3.1.2松开导轨背面的四个六角螺钉(见图13),沿逆时针方向松开导轨侧面的定位锁紧螺母(见图
11),旋转定位调节螺杆(见图11)使导轨固定边与基准面板的距离为"110-(隔膜宽度+极片宽
度)/25,mm(用准确度不低于0.5mm的直角尺或游标卡尺测量)
3.1.3用左手握住定位调节螺杆,用右手沿顺时针方向拧紧定位锁紧螺母,锁紧导轨背面的四个锁
紧销钉,完成导轨定位。
3.2定位卷针321将设备控制箱左下角“自动/手动”钥匙沿顺时针方向旋转打到右侧(手动)位置,此时“就绪”灯熄灭。
3.2.2按下“手动操作”键(在“系统菜单”画面下)或“手动画面”键(在“自动运行画面”画
面下),进入“手动画面
(一)”画面(见图14)o
323按下“力有效”键,使其显示为“力无效”
“卷针归零”、“外侧拔针”、“卷针定位”等键,完成卷针定位。
3.3定位隔膜(需加拿隔膜图片)3.3.1用双手沿水平方向垂直于基准面板拔出隔膜护板(见图12),将隔膜沿顺时针走膜方向装在隔膜放卷轴涨紧块(见图16)±o
3.3.2用左手握住隔膜放卷轴固定块(见图16),用右手沿顺时针方向拧紧涨紧块锁紧螺母,此时隔膜放卷
轴涨紧块膨胀,隔膜与隔膜放卷轴涨紧,二者可同步运行。
3.3.3沿逆时针方向松开定位锁紧螺母(见图16),旋转定位调节螺母(见图16)使隔膜外侧与基准面板
的距离为110mm(用准确度不低于0.5mm的直角尺或游标卡尺测量)。
3.3.6按图示手动牵引隔膜依次穿过各导轮(见图15),最终使上、下隔膜起始端长出卷针
3.3.4用左手握住定位调节螺母,用右手沿顺时针方向拧紧定位锁紧螺母,完成隔膜卷定位。
30mm-50mm(注意卷针附近刀片见图17)。
337调节上、下隔膜使两侧基本对齐且与卷针基本垂直。
3.3.8依次按下“下夹紧轮”(加紧状态)、“上夹紧轮”(加紧状态)、“力无效”(使其显示为“力
有效”)、“下导入轮”(加紧状态)、“上导入轮”(加紧状态)、“外侧穿针”、“上夹紧轮”(松开状态)、“下夹紧轮"(松开状态)、“卷针定位”(解除卷针定位卜“卷针归零”、“上导入轮”(松开状态)、“下导入轮”(松开状态)等键。
3.3.9将设备控制箱左下角“自动/手动”钥匙沿
绪”灯点亮;按下设备控制箱上的“启动”按钮,此时逆时针方向旋转打到左侧(自动)位置,此时“就
“启动”按钮点亮。
3.3.14目视确认上下隔膜是否对齐;对齐,执行下一步骤;未对齐,按住“点动卷绕”键,此时设备开始卷
绕,松开“点动卷绕”键,设备停止卷绕,重复设备卷绕动作,直至目视确认上下隔膜对齐为止。
画面,按下“调试状态”键。
4、卷绕极芯
4.1在“自动运行画面”画面下,按下“参数画面”键,进入“配方参数设定”画面。
4.2点击“调用配方”输入区,输入区弹出对话框;输入五位数字代码,按下"ENT”键进行确认;
此时对话框消失,“调用配方”输入区显示已输入的五位数字代码。
4.3按下“调用?
"键,完成配方调用设置。
4.4按下“退出设置”键,返回“系统菜单”画面,按下“自动画面”键,进入“自动运行画面”
画面。
4.5依次按下“调试状态”、“下层先入”、“极片外露”、“清零”等键。
4.6将正极片沿下导轨放入上下隔膜之间,目视确认正极片位于下隔膜中间位置且正极片前端触及包有隔膜的卷针。
4.7点动一次设备脚踏开关,完成正极片预卷。
4.8目视确认正极片是否走偏,如未走偏执行步骤4.9;如走偏,按下“极耳复位”键,使正极片
退出,重复步骤4.6至步骤4.8。
4.9将负极片沿上导轨放在上隔膜上,目视确认负极片位于上隔膜中间位置(同时已完成预卷的正极片位于负极片中间位置)且负极片前端触及包有隔膜和正电极的卷针。
4.10点动一次设备脚踏开关,完成负极片预卷。
4.11目视确认负极片是否走偏,如未走偏执行步骤4.12;如走偏,按下“极耳复位”键使负极片
退出,重复步骤4.9至步骤4.11o
4.12点动一次设备脚踏开关,完成极芯卷绕、卷针沿滑轨向右平移、上/下夹紧轮和上/下导入轮加
紧隔膜。
卷绕过程中双手(见图19)应在导轨的抽真空处(见图20)附近压紧极片的两侧边缘(注
意手不要划到正、负极的极耳),控制好极片的行进方向,使其平整顺滑的沿导轨卷出,卷绕中目测负极要完全包住正极。
拔针、卸
4.13点动一次设备脚踏开关,完成切隔膜、极芯尾部卷绕、粘胶带、切胶带、卷针反转、
料。
4.14点动一次设备脚踏开关,卷针沿滑轨向左平移、穿针、隔膜预卷。
4.15至此单只极芯卷绕全过程完成。
重复步骤4.1至步骤4.14,进行下一只极芯的卷绕。
4.16当班的生产主管应安排对卷绕的前5pcs卷芯生产后马上进行测厚度并实验卷芯入壳的松紧
度,如发现太紧或者太松应停止卷绕工序调查原因。
问题解决后再进行卷绕,以免造成不必要的损失。
5、关机
5.1将设备控制箱右上角“电源开关”钥匙由竖直位置沿逆时针方向旋转打到水平位置,此时设备
控制箱上的“电源指示灯”熄灭;同时设备控制箱上的触摸屏关闭。
5.2按下设备背面对开门上的球形开关按钮,此时对开门把手弹出,打开设备背面对开门,用左手将空气开关关闭(向下扳),关上设备背面对开门。
5.3将设备电源插头从配套电源插座上拔下。
5.4将气源开关手柄由竖直位置沿顺时针方向旋转至水平位置,此时气源关闭。
 升级会员
升级会员 