支架工艺卡片.docx
《支架工艺卡片.docx》由会员分享,可在线阅读,更多相关《支架工艺卡片.docx(23页珍藏版)》请在冰豆网上搜索。
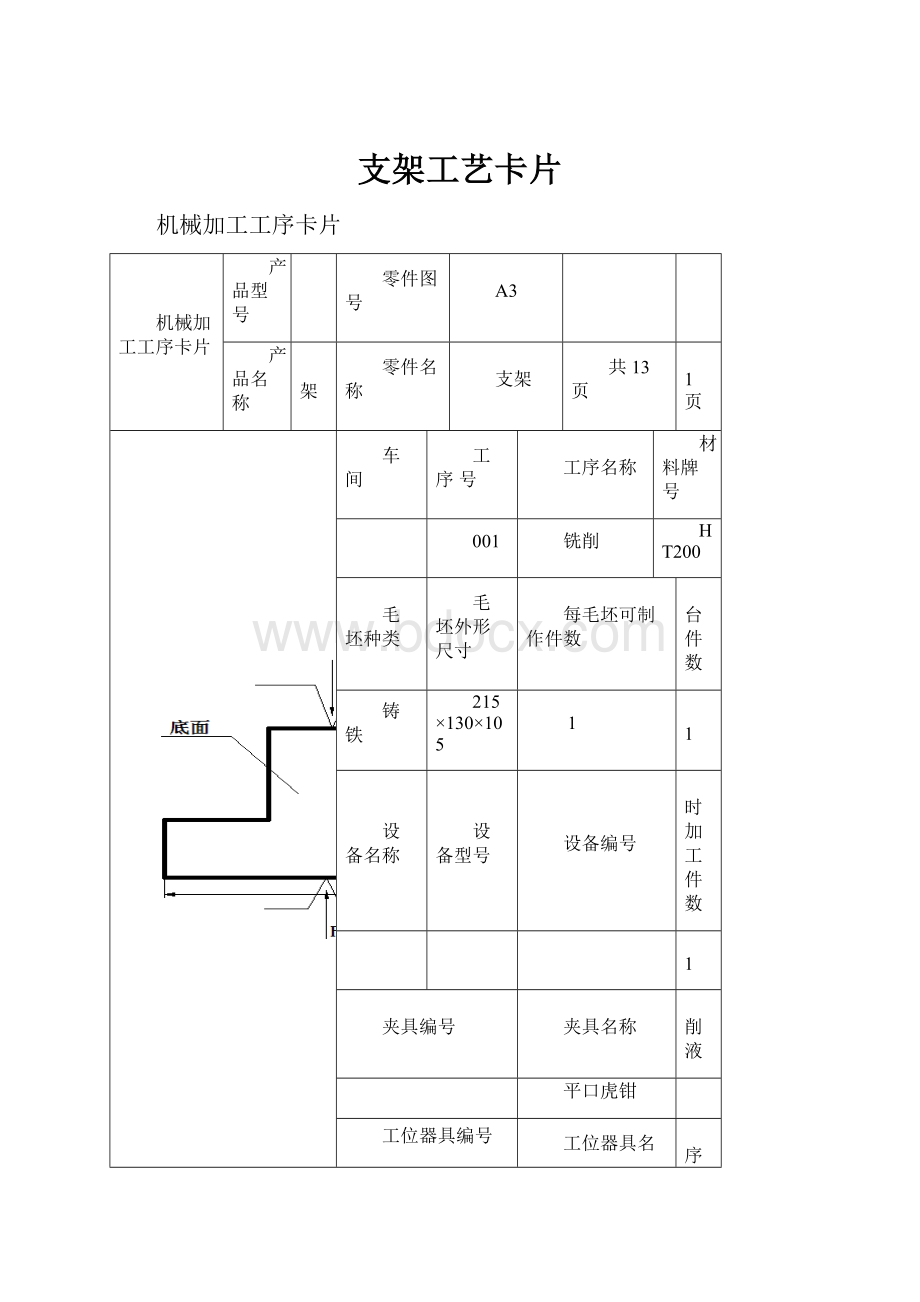
支架工艺卡片
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
A3
产品名称
支架
零件名称
支架
共13页
第1页
车间
工序号
工序名称
材料牌号
001
铣削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
平口虎钳
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
粗铣底面长215mm宽105mm的表面
卧式铣床X5032;高速套式面铣刀60游标卡尺
180r/min
39.2m/min
0.2mm/r
5mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第2页
车间
工序号
工序名称
材料牌号
铣削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
平口虎钳
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
以底面为基准铣上平面长215mm宽105mm的表面
卧式铣床X5032;高速套式面铣刀60;游标卡尺
180r/min
39.2m/min
0.2mm/r
5mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第3页
车间
工序号
工序名称
材料牌号
铣削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
平口虎钳
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
粗铣前端面长215mm高120mm的前端面
卧式铣床X5032;高速套式面铣刀60;游标卡尺
180r/min
39.2m/min
0.2mm/r
5mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第4页
车间
工序号
工序名称
材料牌号
铣削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
平口虎钳
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
以前端面为基准粗铣后端面长215mm高120mm的后端面
卧式铣床X5032;高速套式面铣刀60;游标卡尺
180r/min
39.2m/min
0.2mm/r
5mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第5页
车间
工序号
工序名称
材料牌号
镗削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
对50mm孔首先进行粗镗
卧式镗床TX618;镗刀
200r/min
31.4m/min
0.8mm/r
0.8mm
1
2
对51.6mm孔进行精镗至50mm孔
卧式镗床TX618;镗刀
内径百分表
180r/min
27m/min
0.4mm/r
0.2mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第6页
车间
工序号
工序名称
材料牌号
钻削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
在上表面钻17mm的孔
摇臂钻床Z3032;17mm直柄麻花钻
630r/min
19m/min
0.5mm/r
17mm
1
2
扩17mm孔至17.85mm
摇臂钻床Z3032;17.85mm直柄麻花钻
200r/min
10m/min
0.9mm/r
0.85mm
1
3
铰17.85mm孔至18mm
摇臂钻床Z3032;18mm直柄铰刀
400r/min
20m/min
3.2mm/r
0.15mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第7页
车间
工序号
工序名称
材料牌号
钻削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
在上表面钻15mm的孔
摇臂钻床Z3032;15mm直柄麻花钻
630r/min
19m/min
0.5mm/r
15mm
1
2
扩15mm孔至15.85mm
摇臂钻床Z3032;15.85mm直柄麻花钻
200r/min
10m/min
0.9mm/r
0.85mm
1
3
铰15.85mm孔至16mm
摇臂钻床Z3032;16mm直柄铰刀
400r/min
20m/min
3.2mm/r
0.15mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第8页
车间
工序号
工序名称
材料牌号
钻削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
在后端面上钻15mm的孔
摇臂钻床Z3032;15mm直柄麻花钻
630r/min
19m/min
0.5mm/r
15mm
1
2
扩15mm孔至15.85mm
摇臂钻床Z3032;15.85mm直柄麻花钻
200r/min
10m/min
0.9mm/r
0.85mm
1
3
铰15.85mm孔至16mm
摇臂钻床Z3032;16mm直柄铰刀
400r/min
20m/min
3.2mm/r
0.15mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第9页
车间
工序号
工序名称
材料牌号
钻削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
在后端面上钻14mm的孔
摇臂钻床Z3032;14mm直柄麻花钻
630r/min
19m/min
0.5mm/r
14mm
1
2
扩14mm孔至14.85mm
摇臂钻床Z3032;14.85mm直柄麻花钻
200r/min
10m/min
0.9mm/r
0.85mm
1
3
铰14.85mm孔至15mm
摇臂钻床Z3032;15mm直柄铰刀
400r/min
20m/min
3.2mm/r
0.15mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第10页
车间
工序号
工序名称
材料牌号
钻削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
在后端面上钻7.95mm的孔
摇臂钻床Z3032;7.95mm直柄麻花钻
630r/min
19m/min
0.5mm/r
7.95mm
1
2
用8螺纹刀攻丝
8螺纹刀
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第11页
车间
工序号
工序名称
材料牌号
铣削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
粗铣右端面长215mm宽95mm
卧式铣床X5032;高速套式面铣刀60游标卡尺
180r/min
39.2m/min
0.2mm/r
5mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共14页
第12页
车间
工序号
工序名称
材料牌号
铣削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
以右端面为基准粗铣左端面长210mm宽95mm
卧式铣床X5032;高速套式面铣刀60游标卡尺
180r/min
39.2m/min
0.2mm/r
5mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
产品名称
支架
零件名称
支架
共13页
第13页
车间
工序号
工序名称
材料牌号
铣削
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制作件数
每台件数
铸铁
215×130×105
1
1
设备名称
设备型号
设备编号
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
背吃刀量
进给次数
工步工时
机动
辅助
1
倒52mm孔的角C1
卧式铣床X5032;高速套式面铣刀10
180r/min
39.2m/min
0.2mm/r
1mm
1
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
 升级会员
升级会员 