模具课程设计Word文件下载.docx
《模具课程设计Word文件下载.docx》由会员分享,可在线阅读,更多相关《模具课程设计Word文件下载.docx(20页珍藏版)》请在冰豆网上搜索。
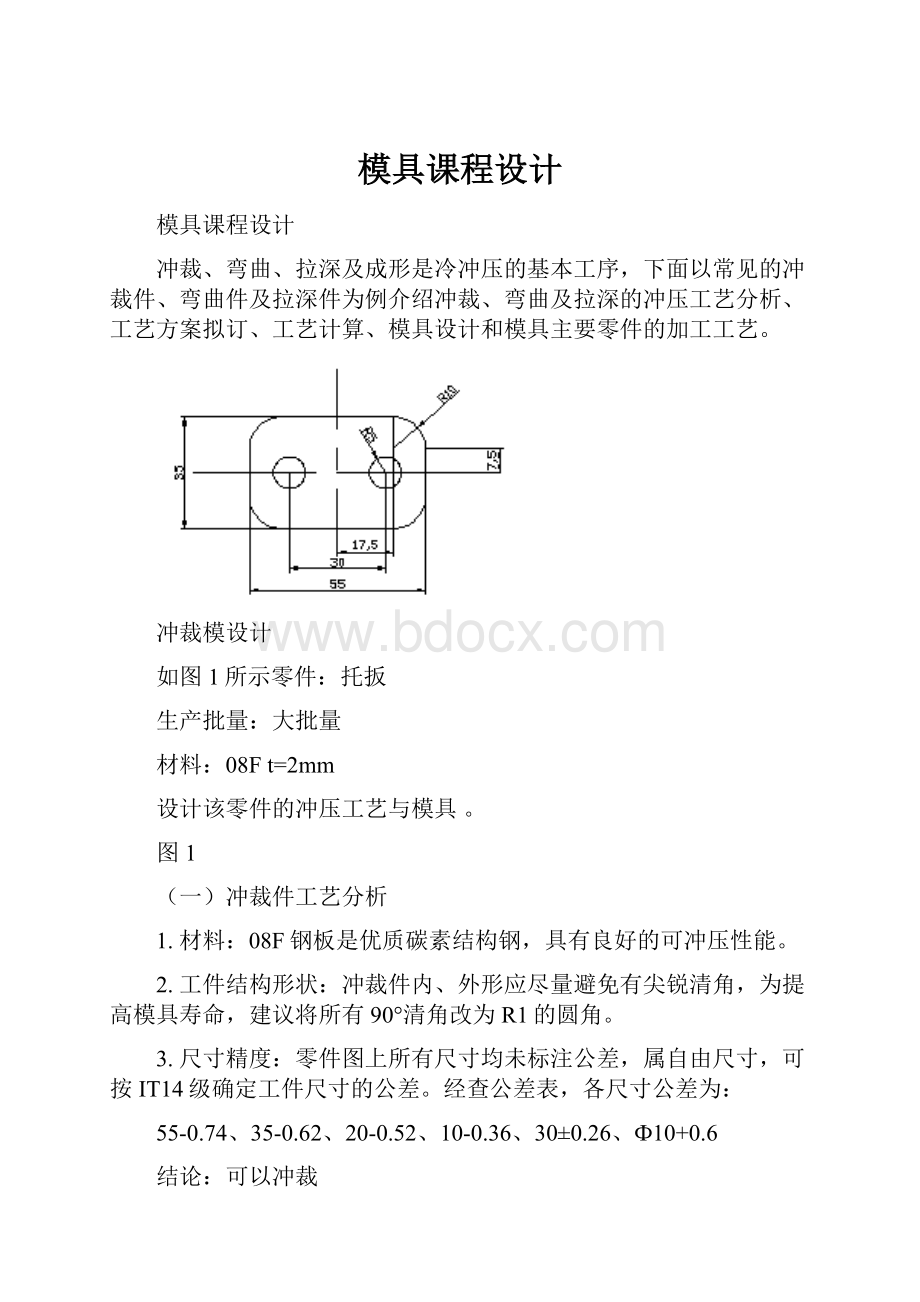
55-0.74、35-0.62、20-0.52、10-0.36、30±
0.26、Ф10+0.6
结论:
可以冲裁
(二)确定工艺方案及模具结构形式
经分析,工件尺寸精度要求不高,形状不大,但工件产量较大,根据材料较厚(2mm)的特点,为保证孔位精度,冲模有较高的生产率,通过比较,决定实行工序集中的工艺方案,采取利用导正钉进行定位、刚性卸料装置、自然漏料方式的连续冲裁模结构形式。
(三)模具设计计算
1.排样计算条料宽度及确定步距
首先查有关表确定搭边值。
根据零件形状,两工件间按矩形取搭边值b=2,侧边按圆形取搭边值a=2。
连续模进料步距为32mm。
条料宽度按相应的公式计算:
B=(D+2a)-⊿查表⊿=0.6
B=(55+2×
2.2)-0.6
=59.4-0.6
画出排样图,图2
2.计算总冲压力
由于冲模采用刚性卸装置和自然漏料方式,故总的冲压力为:
P0=P+Pt
P=P1+P2
而
式中P1--------落料时的冲裁力
P2--------冲孔时的冲裁力图2排样图
按推料力公式计算冲裁力:
P1=KLtτ查τ=300MPa
=1.3(2*15+2*35+2*3.14*10)*2*300/10000
=12.7(t)
P2=1.3*4π*5*2*300/10000
=4.9(t)
按推料力公式计算推料力Pt:
Pt=nKtP取n=3,查表2-10,Kt=0.055
Pt=3*0.055*(127+49)=2.9(t)
计算总冲压力PZ:
PZ=P1+P2+Pt
=127+49+29.04
=20.504(t)
3.确定压力中心:
根据图3分析,因为工件图形对称,故落料时P1的压力中心在O1上;
冲孔时P2的压力中心在O2上。
设冲模压力中心离O1点的距离为X,根据力矩平衡原理得:
P1X=(37-X)P2
由此算得X=10mm
图3压力中心
4.冲模刃口尺寸及公差的计算
刃口尺寸计算方法及演算过程不再赘述,仅将计算结果列于表1中。
在冲模刃尺寸计算时需要注意:
在计算工件外形落料时,应以凹模为基准,凸模尺寸按相应的凹模实际尺寸配制,保证双面间隙为0.25~0.36mm。
为了保证R8与尺寸为16的轮廓线相切,R8的凹模尺寸,取16的凹模尺寸的一半,公差也取一半。
在计算冲孔模刃口尺寸时,应以凸模为基准,凹模尺寸按凸模实际尺寸配制,保证双面间隙为0.25~0.36mm。
表1冲模刃口尺寸
冲裁性质
工作尺寸
计算公式
凹模尺寸注法
凸模尺寸注法
落料
55-0.74
35-0.62
20-0.52
R10
57.6+0.18
37.7+0.16
29.7+0.13
R9.8+0.09
凸模尺寸按实际尺寸配置,保证双边间隙0.25~0.36mm
冲孔
φ10+0.36
凹模尺寸按凹模实际尺寸配置,保证双边间隙0.25~0.36mm
10.18-0.09
在计算模具中心距尺寸时,制造偏差值取工件公差的1/8。
据此,冲孔凹模和凸模固定板孔中心距的制造尺寸为:
L14=14±
0.44/8=14±
0.055
L17=17±
0.44/8=17±
5.确定各主要零件结构尺寸
(1)凹模外形尺寸的确定
凸模厚度H的确定:
H=
P取总压力=184750N
=27mm
凹模长度L的确定
W1=2.1H=57;
工件b=55
L=b+2W1=55+2*57=169mm
凹模宽度B的确定
B=步距+工件宽+2W2
取:
步距=37;
工件=30;
W2=1.5H
B2=37+30+2*41
=149mm
(2)凸模长度L1的确定
凸模长度计算为:
L1=h1+h2+h3+Y
其中导料板厚h1=8;
卸料板厚h2=12;
凸模固定板厚h3=18;
凸模修磨量Y=18则
L1=8+12+18+18=56mm
选用冲床的公称压力,应大于计算出的总压力P0=20.504t;
最大闭合高度应大于冲模闭合高度+5mm;
工作台台面尺寸应能满足模具的正确安装。
按上述要求,结合工厂实际,可选用J23-25开式双柱可倾压力机。
并需在工作台面上配备垫块,垫块实际尺寸可配制。
(3)设计并绘制总图、选取标准件
按已确定的模具形式及参数,从冷冲模标准中选取标准模架。
绘制模具总装图。
如图4,单排冲孔落料连续模。
按模具标准,选取所需的标准件,查清标准件代号及标记,写在总图明细表内见表2。
并将各零件标出统一代号。
图4单排冲孔落料连续模
1-簧片2-螺钉3-下模座4-凹模5-螺钉6-承导料7-导料板8-始用挡料销9、26-导柱10、25-导套11-挡料钉12-卸料板13-上模座14-凸模固定板15-落料凸模16-冲孔凸模17-垫板18-圆柱销19-导正销20-模柄21-防转销22-内六角螺钉23-圆柱销24-螺钉
表2零件明细表
序号
名称
数量
材料
热处理
标准件代号
备注
页次
1
簧片
65Mn
2
螺钉
45
HRC40~45
3
下模座
HT200
4
凹模
T10A
HRC58~62
5
6
承导料
7
导料板
8
始用挡料销
9
导柱
20
渗碳HRC56~60
10
导套
渗碳HRC5862
11
挡料钉
12
卸料板
Q235(A3)
13
上模座
14
凸模固定板
15
落料凸模
T8A
HRC56~60
16
冲孔凸模
17
垫板
18
定位销
19
导正销
模柄
Q235(A5)
21
防转销
22
内六角螺钉M12×
70
23
圆柱销12n6×
100
24
图8卸料板
(五)模具主要零件加工工艺规程的编制
1.凸凹模加工工艺规程的编制(表3)
2.落料凹模加工工艺规程的编制(表4)
表3凸凹模加工工艺规程
工序号
工序名称
工序内容
设备
工序简图
表4落料凹模加工工艺规程
 升级会员
升级会员 