机械加工工艺过程综合卡片Word文件下载.docx
《机械加工工艺过程综合卡片Word文件下载.docx》由会员分享,可在线阅读,更多相关《机械加工工艺过程综合卡片Word文件下载.docx(14页珍藏版)》请在冰豆网上搜索。
走
次
数
长
度
mm
切
削
深
进
给
mm/
r
主
轴
转
速
r/
min
m/
时
间
定
额
Ⅰ
1
2
3
4
5
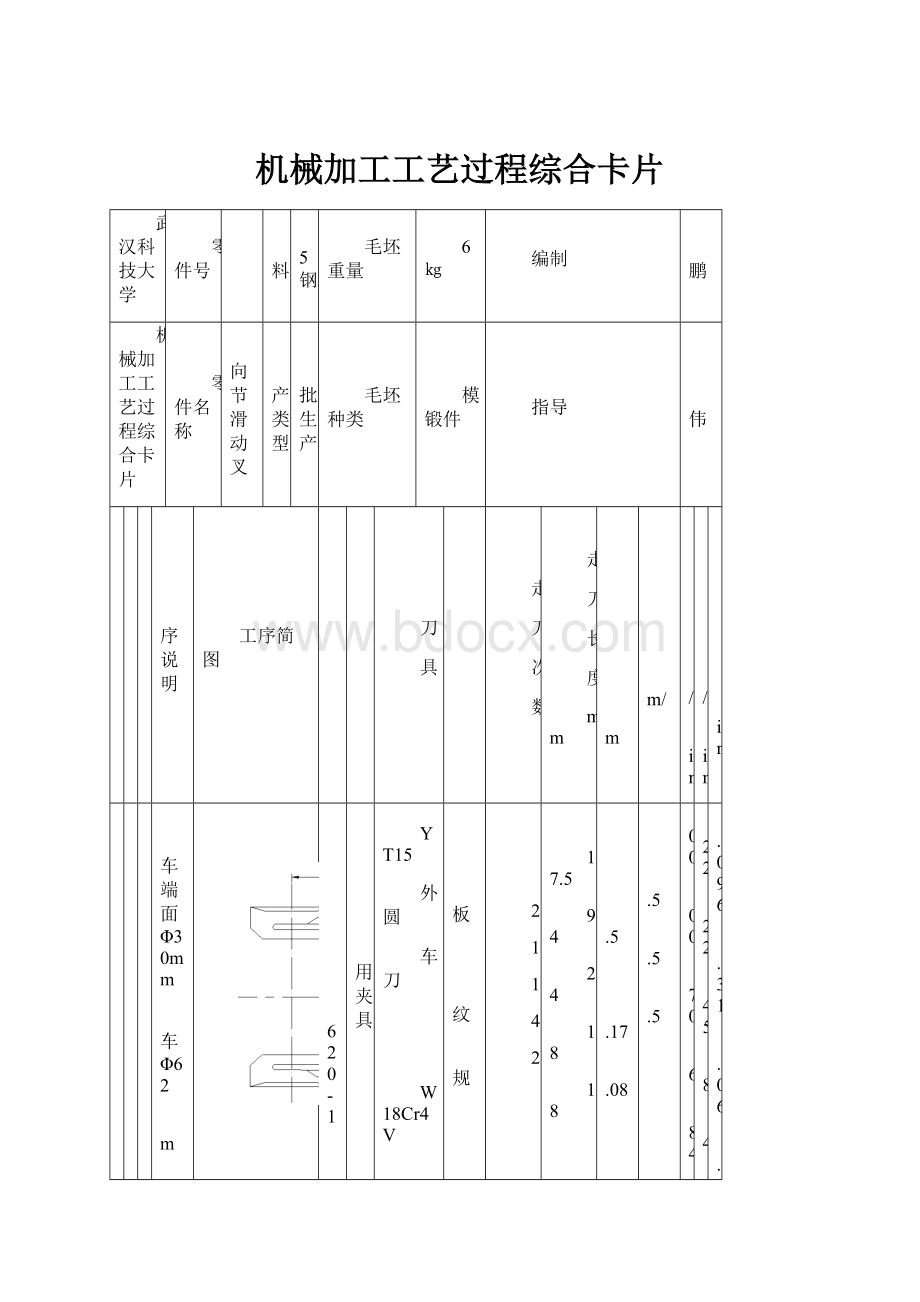
粗车端面Φ30mm
粗车Φ62
mm外圆
车Φ60m
m外圆
车M60×
1mm螺纹
粗车螺纹
精车螺纹
卧
式
车
C620-1
专用夹具
YT15
外圆
车刀
W18Cr4V
螺纹车刀
卡板
螺纹
量规
17.5
94
24
18
1.5
0.17
0.08
0.5
600
770
96
184
122
145
34
0.096
0.31
0.06
0.75
0.18
Ⅱ
钻孔
Φ25mm
Φ41mm
扩花键底孔Φ43mm
锪圆柱式沉头孔
Φ55mm
塔
C365L
麻花钻
扩花钻
Φ43mm
锪钻
卡
尺
164
159
154.5
10
12.5
8
6
0.41
0.76
1.24
0.21
136
58
44
10.68
7.47
7.7
8.29
3.55
2.14
1.08
Ⅲ
内孔倒角5×
30º
成
形
样
板
120
16.2
0.83
Ⅳ
钻锥螺纹
Rc1/8底孔
Φ8.8mm
立
钻
Z525
麻
花
头
Φ8.8
4.4
0.11
680
18.8
0.24
Ⅴ
拉花键孔
16×
43H11
×
50H8×
5H10mm
拉
L6120
键
规
mm/齿
3.6
0.42
Ⅵ
粗铣Φ39
mm两孔
端面
铣
X63
高速钢镶齿三面刃铣刀
Φ225
105
3.1
60
37.5
26.5
1.75
Ⅶ
钻,扩Φ39
mm二孔
及倒角
扩钻
Φ37mm
扩孔
Φ38.7mm
倒角
2×
45º
Z535
扩孔钻
Φ38.7
90º
62
56
50
0.85
0.25
0.57
0.72
195
68
15.3
7.9
8.26
1.27
1.44
1.02
Ⅷ
精镗细镗
Φ39mm
二孔
精镗孔
Φ38.9mm
细镗孔
金
刚
镗
T740
YT30
镗刀
塞规
52
0.1
0.05
816
100
0.64
Ⅸ
磨Φ39
二孔端面
磨上端面
磨另一端面
平
面
磨
M713
砂轮
WA46K
V6P
350×
40
127
73
27.5
m/s
3.64
Ⅹ
钻螺纹底孔4-Φ6.7
mm并倒角
钻孔2—
Φ6.7mm
Φ6.7
锪钻120º
23
3.35
960
20.2
0.48
Ⅺ
攻螺纹
4—M8
及Rc1/8
2—M8
攻Rc1/8
M8
丝锥
Rc1/8
25
1.25
0.94
4.9
0.51
0.26
Ⅻ
冲箭头
检查
 升级会员
升级会员 