FMEA评价准则Word格式文档下载.docx
《FMEA评价准则Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《FMEA评价准则Word格式文档下载.docx(18页珍藏版)》请在冰豆网上搜索。
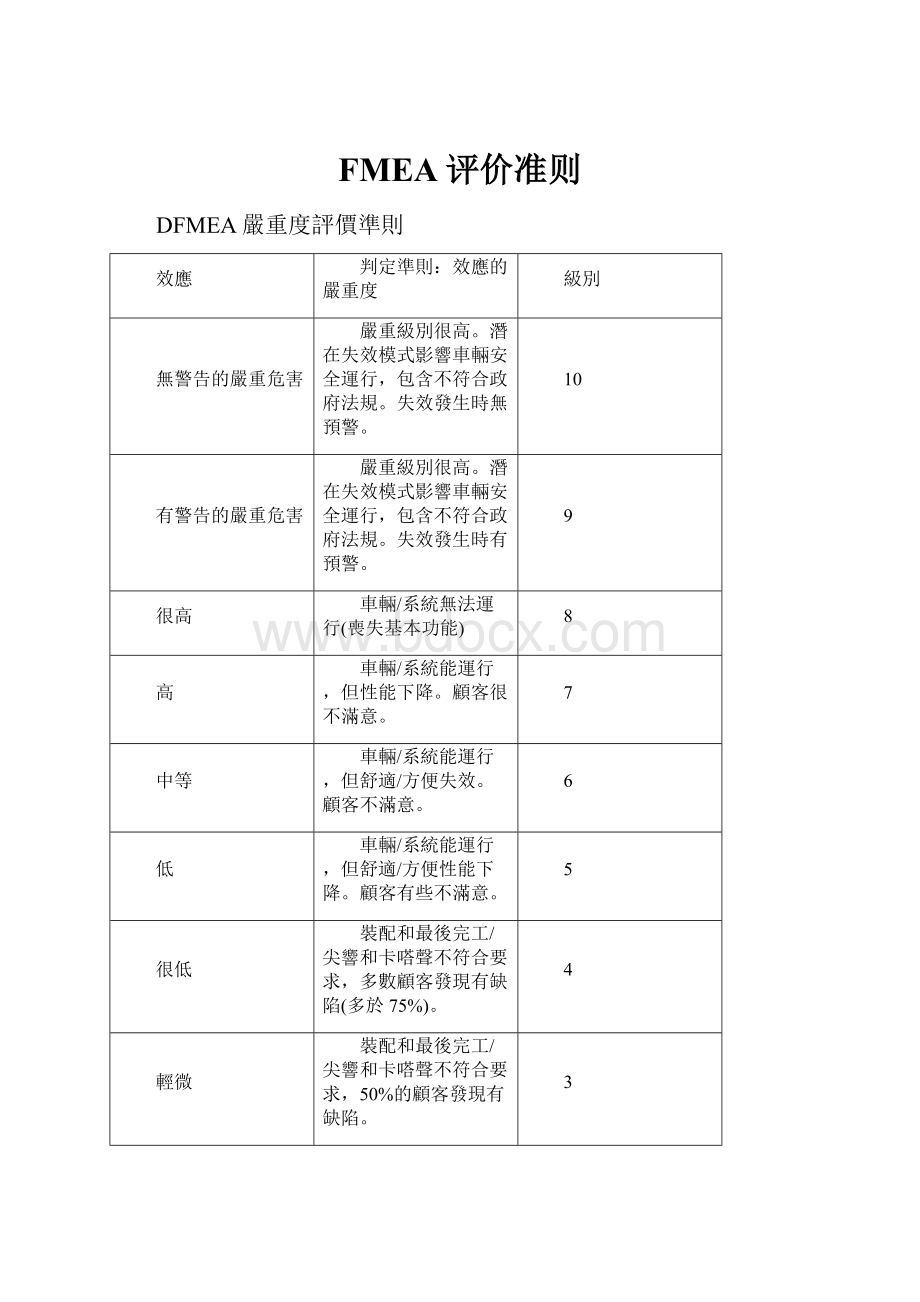
沒有可識別的影響
1
QS&
SAEFMEAJ1739
產品FMEA嚴重度評價
對功能(F)或外觀(A)的影響程度
災難:
無警告的危害
(F)包含安全,不符合法規
幾乎是災難:
有警告的危害
極高(Extreme):
喪失系統功能
(F)系統不能使用,但不是安全、不符合法規等事件
很高(Significant):
困擾
(A&
F)失效造成使用者很大的困擾,如:
痛苦
(F)喪失部份系統功能,但仍可使用無安全顧慮
中等(ModeratelyS):
不滿意
F)失效發生時,使用者會注意到其不良影響,如:
難以適用、難以使用、不舒適等
(F)部份系統操作降低功能,且功能逐漸退化
低,可忽略:
妨礙、引人注目
(F)有妨礙,但可能會忽略
(A)使用者可能只注意到產品上的次要不良影響
未必發生/次要:
不可察覺、不會注意
(F)結果在產品功能上不會有任何可察覺的影響
(A)使用者不會注意到這個結果
CTI
PFMEA嚴重度評價準則
應首先考慮最終顧客,如併製造/組裝皆發生缺陷,則採用較高兩級的嚴重度。
顧客效應
製造/組裝效應
失效發生時無警告。
可能危及作業員而無警告
失效發生時有警告。
可能危及作業員但有警告
產品可能必須100%丟棄,或車輛/系統要在修理部門修理1小時以上。
產品可能必須要篩選,且丟棄部份;
或車輛/系統要在修理部門修理0.5~1小時。
可能部份(<100%)產品不經篩選被丟棄;
或車輛/系統在修理部門修理<0.5小時。
車輛/系統能運行,但舒適/方便性運行性能下降。
100%的產品需要重新加工;
或車輛/系統要下生產線修理,但不用到修理部門。
裝配和完工/尖響和卡嗒聲令人不舒服,大多數顧客發現有缺陷(多於75%)。
產品可能必須要篩選,沒有被丟棄,但部份(<100%)需要重新加工。
裝配和完工/尖響和卡嗒聲令人不舒服,50%顧客發現有缺陷。
部份(<100%)產品必須在生產線工站外重新加工,沒有丟棄
裝配和完工/尖響和卡嗒聲令人不舒服,很少顧客發現有缺陷(少於25%)。
部份(<100%)產品必須在生產線工站上重新加工,沒有被丟棄。
對作業或作業員輕微不方便;
或無影響。
過程FMEA嚴重度評價-製程
對現狀或下游製程的影響程度
操作安衛考量:
傷害作業人員
法規考量:
不符合法規
內部生產停頓、下游顧客生產停頓、完全未交
機具設備明顯停頓一段時間;
重大財務衝擊;
內部生產停頓會造成延誤或短交
可能造成機具設備的損壞,但可在合理及可忍受時間內修復
造成下游作業嚴重崩潰或重大生產衝擊,如:
額外重工、重大報廢、WIP明顯增加
可能造成工模治具的損壞,但可在合理及可忍受時間內予以更換或修復
在整個生產作業中會被注意到的衝擊,如:
報廢、重工、主要效率散失
低:
麻煩
對製程及某些下游造成有限的衝擊,如:
人工效率散失、次要重工
很低、不可忽略:
會注意到
限制於某製程;
不會衝擊到下游製程
次要、可忽略:
不可察覺,除了作業員自己不會注意到
過程FMEA嚴重度評價-產品最終效果
CTI(同DFMEA)
DFMEA發生度評價準則
失效發生可能性
可能的失效率
PPK
很高:
持續發生的失效
100件/每千輛車
<0.55
10
50件/每千輛車
0.55
9
高:
反覆發生的失效
20件/每千輛車
0.78
8
10件/每千輛車
0.86
7
中等:
偶爾發生的失效
5件/每千輛車
0.94
6
2件/每千輛車
1.00
5
相對很少發生的失效
1件/每千輛車
1.10
4
0.5件/每千輛車
1.20
3
極低:
失效不太可能發生
0.1件/每千輛車
1.30
2
0.010件/每千輛車
1.67
1
●perthousandvehicles/items
PFMEA發生度評價準則
100件/每千件
50件/每千件
20件/每千件
10件/每千件
5件/每千件
2件/每千件
1件/每千件
0.5件/每千件
0.1件/每千件
0.010件/每千件
●perthousandpieces
產品FMEA發生度評價
以類似產品於類似使用狀況下的實際操作為基礎,其設計生命期間可能的失效率
幾乎不可避免
>12.5%
<12.5%
狀況重複發生
<5.00%
<2.50%
狀況偶爾發生
<1.25%
<0.25%
<0.10%
<250PPM
<50PPM
<1PPM
CTI
PFMEA發生度評價
與顯著變數相關的SPC為基準
以實際操作表現的資料為基礎,或類似的歷史資料
>10.0%
<10.00%
SPC有問題,但有某些管制
3標準差的管制,但偶爾會出界
<2.5%
<1.0%
相對很少發生
3標準差管制
<0.5%
<1000PPM(0.1%)
很低:
4標準差管制
幾乎極少:
5標準差管制
極少(Remote):
6標準差管制
DFMEA偵測度評價準則
偵測度
被設計控制偵測的可能性
絕對不肯定
設計控制將不能或不可能找出潛在的起因/機理及後續的失效模式;
或根本沒有設計控制
很極少
設計控制只有很極少的機會能找出潛在起因/機理及後續的失效模式
極少
設計控制只有極少的機會能找出潛在的起因/機理及後續的失效模式
很少
設計控制有很少的機會能找出潛在的起因/機理及後續的失效模式
少
設計控制有較少的機會能找出潛在的起因/機理及後續的失效模式
設計控制有中等機會能找出潛在的起因/機理及後續的失效模式
中上
設計控制有中上機會能找出潛在的起因/機理及後續的失效模式
多
設計控制有較多機會能找出潛在的起因/機理及後續的失效模式
很多
設計控制有很多機會能找出潛在的起因/機理及後續的失效模式
幾乎肯定
設計控制幾乎肯定能夠找出潛在的起因/機理及後續的失效模式
產品FMEA偵測度評價
達到的時機/時程表/時間架構
直到失效發生不可偵測
可偵測無遮蔽的失效–當產品在現場操作模式下有警告的失效,但是警告在失效發生之前,如:
警示燈、不正常雜音
當產品不在任何操作模式下,可在現場偵測到,如:
使用者檢查、自我診斷、預防保養服務
在出貨後,但顧客或使用者收到前可以偵測到及矯正,如:
供應鏈檢驗、裝機檢查、起動
在成品出貨前可以偵測到及矯正,如:
生產/製程控制、測試、品質稽核、GMP
5-4
在大量生產前可以偵測到及矯正,如:
預先生產品質計畫、流程確認、試產
3-2
在設計釋出前可以偵測到及矯正,如:
設計確認、設計審查
在工程雛型前可以偵測到及矯正,如:
數學計算、模型、模擬
PFMEA偵測度評價準則
評價準則
檢查類型
偵測度分級方法
幾乎不可能
確定絕對無法偵測
×
無法偵測或沒有檢查
很微小
現行控制方法將不可能偵測
僅能以間接的或隨機檢查來達到控制
微小
現行控制方法只有很微小的機會去偵測
僅能以目視檢查來達到控制
很小
現行控制方法只有很小的機會去偵測
僅能以雙重的目視檢查來達到控制
小
現行控制方法可能可以偵測
以圖表方法(如SPC)來達到控制
在零件離開工站後以計量值量具來控制,或執行100%量規測定
現行控制方法有好的機會去偵測
於後續作業中偵測,或執行作業前準備和首件檢驗(僅適用作業前準備)
當場偵錯,或以多重接受準則在後續作業偵錯,如庫存、挑選、設置、驗證。
不接受缺陷零件
現行控制方法幾乎確定可以偵測
當場偵錯(有自動停止功能的自動化量具),缺陷零件不能通過
現行控制方法肯定可以偵測
製程/產品設計了防錯法,不會生產出缺陷零件
檢查類型:
1防錯;
2量測;
3人工檢查
製程FMEA偵測度評價
偵測可靠度達成
SQC達成:
失效輸出的機率
差(Bad):
比80%差
極(Extreme)可能:
1/20+
不好(Poor):
>80%
>85%
很(High)可能:
1/20
1/50
普通(Fair):
>90%
>95%
>98%
中等(Moderate)可能:
1/100
1/200
1/500
好(Good):
>99.00%
>99.50%
低(Low):
1/1,000
1/2,00
很好(Great):
>99.80%
99.99%或更好
1/5,000
1/10,000
設備嚴重度評價準則
影響作業者、工廠或保養人員安全,或此影響不符合政府法規。
停擺時間超過8小時或生產不良零件超過4小時
停擺時間在4~8小時或生產不良零件在2~4小時
停擺時間在1~4小時或生產不良零件在1~2小時
停擺時間在0.5~1小時或生產不良零件在1小時內
停擺時間在10~30分鐘但未生產不良零件
停擺時間在10分鐘內但未生產不良零件
製程參數變化不在規格界限內。
調整或其他製程管制需在生產過程中進行。
未停擺及生產不良零件
製程參數變化在規格界限內。
調整或其他製程管制可以在正常保養期間進行
SAEFMEAJ1739
設備發生度評價準則
作業時數內的可能失效數
以使用者需要時間為基準的可靠度
失效每小時發生
1in1
R(t)<1%:
MTBF約為使用者需要時間的10%
失效每班發生
1in8
R(t)=5%:
MTBF約為使用者需要時間的30%
失效每天發生
1in24
R(t)=20%:
MTBF約為使用者需要時間的60%
失效每週發生
1in80
R(t)=37%:
MTBF與使用者需要時間相當
失效每月發生
1in350
R(t)=60%:
MTBF大於使用者需要時間的2倍
失效每季發生
1in1000
R(t)=78%:
MTBF大於使用者需要時間的4倍
失效每半年發生
1in2500
R(t)=85%:
MTBF大於使用者需要時間的6倍
失效每年發生
1in5000
R(t)=90%:
MTBF大於使用者需要時間的10倍
失效每2年發生
1in10,000
R(t)=95%:
MTBF大於使用者需要時間的20倍
失效每5年發生
1in25,000
R(t)=98%:
MTBF大於使用者需要時間的50倍
設備偵測度評價準則
判定準則
設計或設備管制不能偵測出潛在原因及其後續的失效,或沒有設計或設備管制
設計或設備管制沒有預防失效發生。
失效發生後,設備管制將隔離原因及其後續的失效模式
設計管制可以偵測出潛在原因及其後續失效模式。
設備管制將提供一個即將發生的失效指標
設備管制將可預防即將發生的失效且隔離原因
設備管制不需要
 升级会员
升级会员 